Инструкция о порядке определения специальных характеристик продукции и отображения их в нормативной, конструкторской и технологической документации
ПРЕДИСЛОВИЕ
Инструкция разработана ОГК в развитие СТП «Управление проектированием и постановкой продукции на производство. Основные положения».
При разработке инструкции учтены требования ISO 9001, ISO/TSI6949.
1 Область применения
Настоящая инструкция устанавливает правила назначения, идентификации, документирования и изменения специальных характеристик изделия (СХИ) и соответствующих специальных контрольных характеристик (СКХ) при проектировании изделий и процессов в рамках анализа требований потребителя и проведения FМЕА‚ изделий и производственных процессов, а также при серийном производстве.
2 Нормативные ссылки
В настоящей инструкции использованы ссылки на следующие нормативные документы:
- ISO 9001 :2008 Система менеджмента качества. Требования.
- ISO/TS 16949-2009 Системы Менеджмента качества. Особые требования по применению стандарта ISO 90012008 в автомобилестроении и организациях, поставляющих соответствующие запасные части.
- Система менеджмента качества. Анализ видов и последствий потенциальных отказов конструкции.
- Система менеджмента качества. Анализ видов и последствий потенциальных отказов. Процесс.
- Система менеджмента качества. Перечень специальных характеристик.
- Система менеджмента качества. Перечень специальных технологических процессов по видам продукции.
- Система менеджмента качества. Планирование качества перспективной продукции и план управления. Руководящий документ по применению руководства APQP на предприятии
- Система менеджмента качества. Планирование качества перспективной продукции. Руководящий документ по применению руководства ANPQP на предприятии
- Система менеджмента качества. Управление разработкой конструкторской документации на продукцию.
- Система менеджмента качества. Управление разработкой технологических процессов.
- Система менеджмента качества. Управление конструкторской документацией.
- Система менеджмента качества. Организация контроля технологической дисциплины на производстве.
- Система менеджмента качества. Проверка обрабатывающего оборудования на соответствие требованиям по точности.
- Система менеджмента качества. Статистические методы. Основные положения. Применение статистических методов анализа в управлении процессами и контроле качества.
3 Обозначения и сокращения
- ГОСТ- государственный стандарт
- KB — конструкторское бюро
- КД — . конструкторская документация
- ОГМетр- отдел главного метролога
- ОТК — отдел технического контроля
- СОСХ- система определения специальных характеристик
- СХИ — специальные характеристики изделия
- СХП — специальная характеристика процесса
- ТЗ — техническое задание
- ТД — технологическая документация
- ТУ — технические условия
- DFMEA — анализ видов и последствий потенциальных отказов конструкции
- PFMEA — анализ видов и последствий потенциальных отказов. Процесс
- MSA — анализ измерительных систем
- SPC — статистическое управление процессами
4 Общие положения.
Все изделия и процессы, используемые для их производства, имеют характеристики (или свойства). Все характеристики изделия и процесса важны и требуют контроля. Однако некоторые из них, называемые «специальными характеристиками изделия», требуют особого контроля в связи с тем, что повышенный их разброс может повлиять на безопасность изделия, соответствие законодательству, собираемость, работоспособность или качество последующих производственных операций.
Система определения специальных характеристик (СОСХ) призвана содействовать экономичному производству качественной продукции.
СОСХ совершенствует методы проектирования и разработки изделий.
Она способствует учету требований безопасности и законодательства на ранних этапах разработки. Она позволяет оптимизировать конструкцию с учетом влияния предполагаемого разброса характеристик изделия в процессе производства. СОСХ помогает внести изменения в конструкцию, позволяющие исключить или минимизировать влияние отдельных видов отказов. Изделие может быть надежным для потребителя, но быть чувствительным к сбоям, возникающим в производственном процессе.
СОСХ помогает оптимизировать планы управления в соответствии с методикой, указанной в РД так, чтобы продукция соответствовала ожиданиям потребителей.
СОСХ способствует совершенствованию методов технологического проектирования и разработки процессов. Она также способствует качественной разработке технологических процессов, планов управления процессами и подбору экономически эффективных измерительных систем.
СОСХ способствует совершенствованию производства за счет концентрации усилий по повышению качества и снижению разброса на характеристиках, являющихся специальными для потребительских свойств, безопасности или выполнения требований законодательства. Она позволяет более эффективно отслеживать возможности техпроцессов, концентрировать внимание на управлении технологическими процессами, а также концентрировать усилия в области постоянного совершенствования качества на тех характеристиках, которые в большей степени связаны с удовлетворенностью потребителя.
5 Определения
5.1 Характеристики продукции подразделяются на
а) специальные характеристики изделия
характеристики безопасности, соответствия нормам;
характеристики пригодности, работоспособности.
б) стандартные характеристики изделия
В тех случаях, когда последствия «разумно ожидаемого» разброса характеристики при производстве со стандартным контролем значительны, применяется «дополнительный» или «особый» контроль.
Такие характеристики, требующие особого контроля, являются специальными характеристиками изделия. Снижение разброса специальных характеристик в процессе контроля ‚и управления существенно улучшает удовлетворенность потребителя и уменьшает влияние на безопасность и соответствие требованиям законодательства.
Специальная характеристика безопасности, соответствия нормам характеристика изделия, разумно ожидаемый разброс которой может значительно повлиять на безопасность изделия или соответствие нормам (например: по пожаробезопасности, защите водителя и пассажиров, рулевому управлению, тормозам, токсичности, шуму, радиопомехам и т.д.).
Специальная характеристика пригодности, работоспособности – это характеристика изделия, разумно ожидаемый разброс которой может значительно повлиять на такие свойства продукта как собираемость, работоспособность, надежность, внешний вид или пригодность для дальнейшей обработки и изготовления изделия.
Стандартная характеристика изделия является характеристикой изделия, для которой маловероятно, что разумно ожидаемый разброс значительно повлияет на безопасность изделия, соответствие нормам законодательства, а также пригодность, работоспособность.
5.2 Характеристика процесса — это характеристика, измеряемая по количественным или качественным данным и определяющая одну или более характеристик изделия или влияющая на них.
Специальная характеристика процесса (СХП) — это параметр процесса (такой как: температура, скорость линии, давление, вязкость и т.д.), для которой разброс должен выдерживаться в установленных пределах для обеспечения выдерживания или минимизации разброса специальной характеристики изделия в рамках установленных для нее предельных значений.
5.3 Стандартное, дополнительное и специальное управление.
Классификация характеристик помогает спроектировать технологический процесс и подобрать методы управления и контроля производственного разброса.
В качестве меры по осуществлению «надлежащего управления» и обеспечения соответствия требованиям потребителя для реализации СОСХ в производстве применяется стандартное, дополнительное или специальное управление.
Стандартное управление охватывает обычную практику, применяемую в производственной среде для обеспечения постоянного выполнения требований: технологии, маршрутные карты.
Дополнительное управление применяется в производственном процессе для специальных характеристик продукции, влияющих на пригодность с целью снижения разброса в соответствии с целевыми значениями. Дополнительное управление представляет собой набор методов, призванных обеспечить стабильность, точность и соответствие специальных характеристик целевым значениям. Непрерывное совершенствование качества нацелено на улучшение потребительских свойств посредством снижения разброса.
Специальное управление представляет собой самый высокий уровень управления и требуется для специальных характеристик изделия, связанных с безопасностью и выполнением законодательства. Этот уровень управления требует постоянных мероприятий в производстве и документирования этих мероприятий.
В случае выхода процесса из под контроля необходимодействовать в соответствии с местными и корпоративными процедурами по сдерживаниюпроизводства и документированию мер.
6 ЭТАПЫ СОСХ
6.1 Первый этап — определение специальных характеристик. Проводится по указанию главного конструктора на стадии разработки КД инженером-конструктором, ответственным за разработку Конкретного изделия, совместно с начальником квт.
Исходными данными для определения специальных характеристик являются требования потребителя и требования ГОСТов.
В ходе разработки конструкции изделия на стадии Эскизного проектирования при проведением первичного DFMEA, команда DFMEA должна проранжировать по степени важности характеристики изделия, указанные в требованиях потребителя (ТЗ и ТУ), и выделить критические и важные. По окончании заполнения протокола DFMEA инженер-конструктор подготавливает предложение по изменению Перечня специальных характеристик и предоставляет главному конструктору для согласования. Сроки предоставления специальных характеристик изделия определяются Планом-графиком проекта.
При необходимости главный конструктор согласовывает с потребителем перечень специальных характеристик и их значимость.
К работе по назначению специальных характеристик могут привлекаться специалисты ЭРТ , ОГМетр, ОТК и других служб.
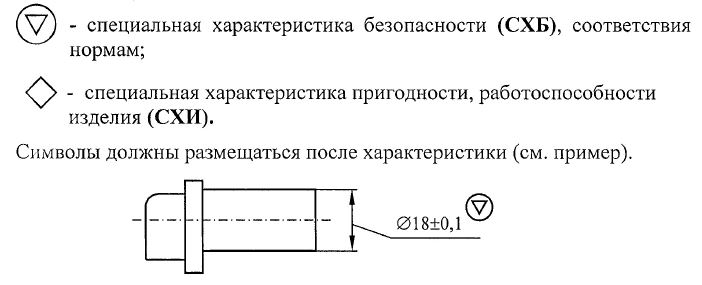
При разработке КД на чертежах изделия, входящих сборочных единиц и деталей специальные характеристики (размеры, шероховатость и др.) обозначаются специальными символами:
Перечень СХИ должен быть согласован с представителем потребителя на предприятии.
6.2 Второй этап — определение связанных с каждой СХИ специальных характеристик производственного процесса (СХБЗ. Этап проводится специалистами ОГТ под руководством главного технолога.
В процессе подготовки производства проведения PFMEA команда должна определить характеристики производственных процессов, которые могут повлиять на изменение выделенных ранее специальных характеристик изделия и его деталей, а так же характеристики производственных процессов, влияющие на безопасность персонала. По окончании заполнения протокола PFMEA инженер-технолог заносит специальные и важные характеристики процесса в Перечень специальных технологических процессов по видам продукции.
Выделенные специальные характеристики процесса ведущий команды PFMEA предоставляет руководителю проекта (в случае его отсутствия Главному технологу), сроки предоставления определяются…Планом-графиком проекта
6.3 Специальные характеристики изделия (СХИ) и процесса (СХП) должны быть проконтролированы, виды и объемы проверок указываются в операционных картах рабочих инструкций.

6.5 Третий этап — изучение процесса для планирования методов контроля СХП с целью обеспечения СХИ в рамках предельных значений и метода снижения разброса в интервале этих значений, проводится специалистами ОГТ и цеховыми технологами под руководством главного технолога, на данном этапе:
- реализуется контроль СХП;
- разрабатываются и применяются мероприятия для снижения разброса;
- проводятся повторные проверки точности техпроцессов и исследования показателей процессов;
- проводятся дополнительные проверки оборудования на технологическую точность;
- регистрируются улучшения.
6.4 Прослеживаемость СХИ должна быть обеспечена в конструкторской документации и следующих технологических документах: планах управления, картах потоков процессов, рабочих инструкциях, протоколах DFMEA, PFMEA, MSA, SPC.
7 Корректировка специальных характеристик
СХИ могут быть изменены или дополнены в случаях:
- изменения требований потребителя;
- изменения законодательства в области требований безопасности;
- изменения требований системы качества или НД;
- выявления новых факторов; влияющих на ход испытаний или на производственный процесс;
- по результатам совместных технических совещаний.
В случае изменения СХИ ОГТ должны быть пересмотрены (уточнены) и соответствующие СХП.
Изменения СХИ и СХП проводятся службами-разработчиками в соответствующих конструкторских и технологических документах, в которые должны быть введены изменения.