Обезжиривание металлических деталей
В водных растворах синтетических моющих средств
1. Определение и назначение.
1.1 Настоящая инструкция устанавливает порядок обезжиривания металлических деталей в водных растворах моющих средств и является обязательной для рабочего, выполняющего эту операцию.
1.2 Инструкция разработана в соответствии с требованиями:
- ОСТ 4ГО.029.233-84 Моющие средства. Состав, свойства и область применения;
- ОСТ 107.460.092.001-86 Покрытия металлические и неметаллические неорганические.
2. Техника безопасности.
2.1 При выполнении работ по данной инструкции могут возникнуть следующие виды опасности: поражение электрическим током, ожоги от прикосновения к горячим деталям и нагретым поверхностям сушильного шкафа.
2.2 Источниками опасности являются: напряжение 220В подведенное к ванне; горячий раствор моющего средства; нагретые поверхности деталей и сушильного шкафа.
2.3 Для обеспечения безопасности при выполнении работ необходимо:
- во избежание поражения электрическим током установка должна быть надежно заземлена;
- для исключения ожогов и постоянного контакта с горячим моющим раствором и возможного возникновения дерматита, работу выполнять в перчатках.
2.4 Подъем и перемещение тяжести: для женщин до 7кг, для мужчин до15кг. В случае превышения тяжести подъем выполнять вдвоем, перемещение при помощи тележки. 2.5 При работе на участке использовать следующие средства индивидуальной защиты.
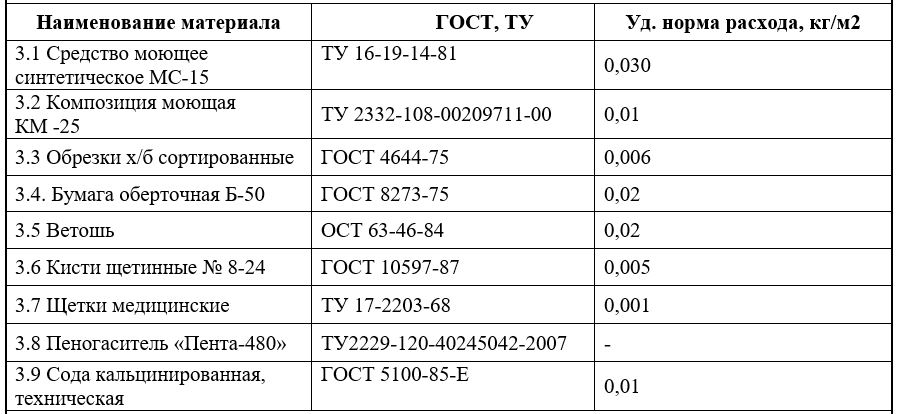
3. Материалы
4. Оборудование и оснастка
4.1 Установка химического обезжиривания цехового изготовления
4.2 Установка промывки деталей 7910 — 4552
4.3 Корзины металлические 7878-4140
4.4 Тара пластмассовая для хранения химикатов 7878-4107
4.5 Совок для загрузки сыпучих материалов пластмассовый покупной
4.6 Шкаф сушильный Degussa, ДПТМ
4.7 Тележка цеховая
4.8 Кружка мерная покупная
4.9 Часы бытовые покупные
5. Общие положения.
5.1. Обезжириванию моющими средствами подлежат стальные детали и детали из цветных металлов и их сплавов:
- детали с жировыми загрязнениями перед нанесением химических или электрохимических покрытий;
- детали после межоперационной и окончательной механической обработки.
6. Подготовка установки к работе.
Установка обезжиривания состоит из следующих узлов:
- ванны обезжиривания с электрообогревом и перемешиванием раствора с помощью сжатого воздуха;
- ванны со стоком для промывки деталей под душем в проточной воде.
6.1 Перед началом работы убедиться в том, что ванны установки чистые. В случае необходимости промыть стенки ванны с помощью ветоши и слабого раствора кальцинированной соды, (концентрация 10:100г/л) после чего промыть проточной водопроводной водой.
Для ванны №1 в начале рабочей смены перед приготовлением рабочего раствора производить слив воды в течение 15 минут из крана подачи водопроводной воды.
6.2 Приготовить раствор моющего средства.
Ванна №1 ( для деталей из цветных металлов)
Рабочий объем ванны – 180 литров
Состав: Моющее средство МС-15 – 10-15 г/л
Загрузка порошка МС–15 для приготовления моющего раствора – 1,8 – 2,7 кг.
Ванна №2 ( для стальных деталей )
Рабочий объем ванны – 120 литров
Состав: Моющая композиция КМ-25 – 6 -10 г/л
Загрузка порошка КМ–25 для приготовления моющего раствора – 0,72 –1,2 кг.
Примечание: 1 литр порошка МС -15 соответствует 1 кг ± 50гр.
1 литр порошка КМ -25 соответствует 1 кг ± 50гр.
6.2.1 Наполнить ванну обезжиривания водой на 2/3 объема.
6.2.2 Включить тэны и нагреть воду до температуры + 45–50°С.
6.2.3 Расчетное количество моющего порошка растворить в теплой воде в отдельной емкости и перелить в рабочую ванну.
При необходимости ванну долить водой до рабочего уровня.
6.2.4 Включить сжатый воздух и перемешать раствор в течение 5-7 минут, убедиться в полном растворении порошка. После этого установка готова к работе.
6.2.5 При возникновении обильной пены на поверхности раствора, с целью снижения пенообразования, добавлять в ванну пеногаситель «Пента -480» в количестве 0,05-0,15г/л (10-30мл.). Для более равномерного распределения рекомендуется разбавление пеногасителя холодной водой в соотношении 1:1. Разбавленную эмульсию использовать в течение 3-5 дней.
7. Промывка деталей.
7.1 Уложить детали в корзину в один слой. Детали, имеющие полости, укладывать горизонтально.
7.2 Обезжирить детали в растворе моющего средства.
Температура раствора: — 60 — 80 °С – для стальных деталей
— 40 — 60 °С – для деталей из цветных сплавов
7.3 Включить барботаж раствора сжатым воздухом и выдержать детали в ванне 5 -10 минут, периодически встряхивая их.
Глубокие пазы, труднодоступные места при необходимости промыть щеткой.
7.4 Выключить сжатый воздух, выгрузить корзины с деталями и подержать над ванной 20-30 сек. для стекания раствора.
7.5 Промыть детали из цветных металлов под душем в горячей воде при Т=30 -50 °С в течение 1-2-х минут. Стальные детали не промывать.
7 .6 Обдуть детали сжатым воздухом.
Примечание: Промывку и продувку сжатым воздухом деталей из цветных металлов, поступающих на гальваническое покрытие, выполнять тщательно, до полного удаления моющего раствора.
7.7 Переложить детали в тару для сушки и поместить в сушильный шкаф. Допускается сушить в металлических корзинах, в которых выполнялось обезжиривание.
7.8 Сушить детали в сушильном шкафу не менее 20 минут.
при температуре: 60 – 80°С – для стальных деталей;
40 – 60°С – для деталей из цветных сплавов.
В сопроводительном документе сделать отметку о времени загрузки и выгрузки деталей из сушильного шкафа, время контролировать по часам – бытовым.
Примечания:
1.Время обработки зависит от степени и характера загрязнений, группы сложности детали, габаритов, и может быть изменено по распоряжению технолога.
2. Режимы обработки конкретных деталей приведены в таблице.
3. Стальные детали, идущие на дальнейшую химическую обработку, допускается водой не промывать, т.к. моющий состав выполняет защитную роль и предохраняет поверхность стальных деталей от коррозии при межоперационном хранении. В этом случае на поверхности стальных деталей допускаются незначительные белые пятна, как следы потеков высохшего раствора.
4. Время пролёживания влажных деталей из цветных сплавов не более 30 минут. Влажные стальные детали пролёживанию не подлежат.
Визуально проверить качество обезжиривания. При наличии на деталях остатков смазки операцию обезжиривания повторить.
5. При появлении толстого масляного налёта на внутренних стенках ванны, а также при сильном загрязнении раствора и снижение качества промывки раствор необходимо заменить
8. Контроль качества обезжиривания.
8.1 Контроль внешнего вида выполняется визуально при рассеянном и местном освещении и освещенности не менее 500 люкс.
Контролю подвергаются: — крупные детали –20 %, но не менее 3-х штук от загрузки;
— мелкие детали — 10 %, но не менее 10 штук от загрузки
8.2 На поверхности деталей:
Не допускается наличие следов масла, металлического порошка, стружки, полировочной пасты, вытеков масла из отверстий и наличие остатков моющего раствора в виде белесых пятен, проявляющихся после сушки на деталях из цветных металлов, поступающих на покрытие.
Допускается незначительное потемнение поверхности деталей из цветных сплавов или появление отдельных пятен от потеков водопроводной воды после сушки, не влияющих на внешний вид детали (изделия). Допускается проверять качество обезжиривания с помощью белой салфетки из х/б бязи — после протирки поверхности детали на салфетке не должно оставаться следов масла
9. Окончание работы.
9.1 Выключить нагрев ванны.
9.2 Открыть кран слива воды из ванны проточной промывки.
9.3 Отключить насос для перемешивания раствора.
9.4 Промыть ванну ежедневно в конце рабочей смены: промыть стенки ветошью со слабым раствором (концентрация 10:100г/л) кальцинированной соды, затем тщательно промыть чистой проточной водой.
9.5 Закрыть вентиль подачи холодной воды.
9.6 Промытые детали уложить в чистую технологическую тару, предварительно продув её сжатым воздухом.
9.7 Сделать отметку в сопроводительном документе о выполнении операции промывки (обезжиривания) и сдать детали на ОТК или на следующую операцию.
9.8 Вынуть все детали из сушильного шкафа или оставить открытыми двери.
Не оставлять детали в сушильном шкафу после выполнения операции «сушка».