Образец СТП «Применение статистических методов при анализе измерительных систем»
Содержание
- Предисловие
- Область применения
- Нормативные ссылки
- Определения и условные обозначения
- Общие положения
- Планирование измерений
- Исследование системы измерений и возможностей измерительного оборудования
- Оценивание смещения измерительного процесса
- Цели проведения анализа
- Методы определения возможности измерительного оборудования
- Контроль технологического процесса измерения
- Анализ ранжирующих измерительных систем
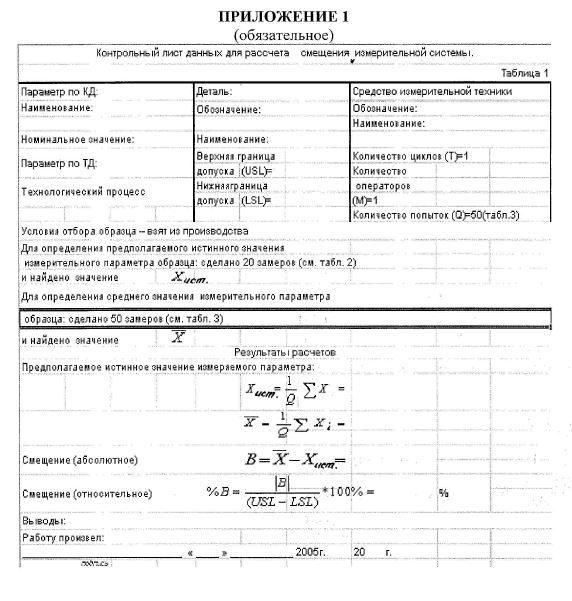
- Приложение 1(обязательное) — Контрольный лист данных для расчета смещения измерительной системы
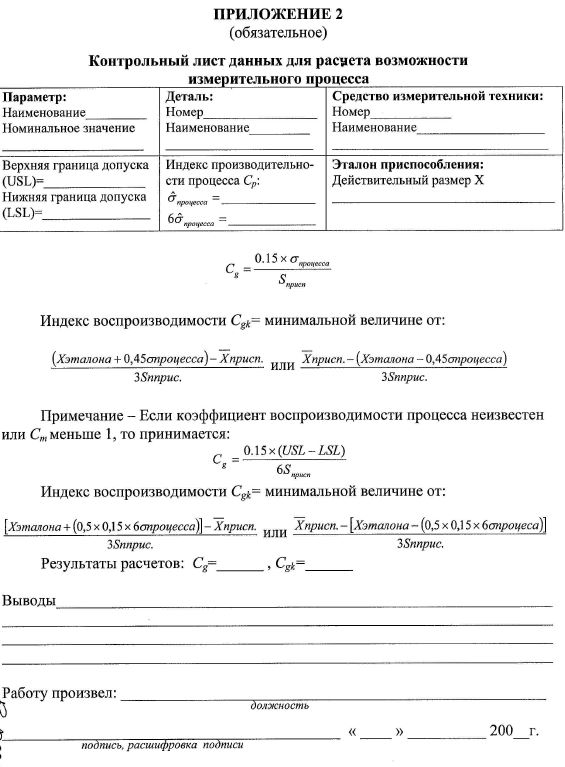
- Приложение 2 (обязательное) — Контрольный лист данных для расчета воспроизводимости измерительного процесса (1-ый тип исследований)
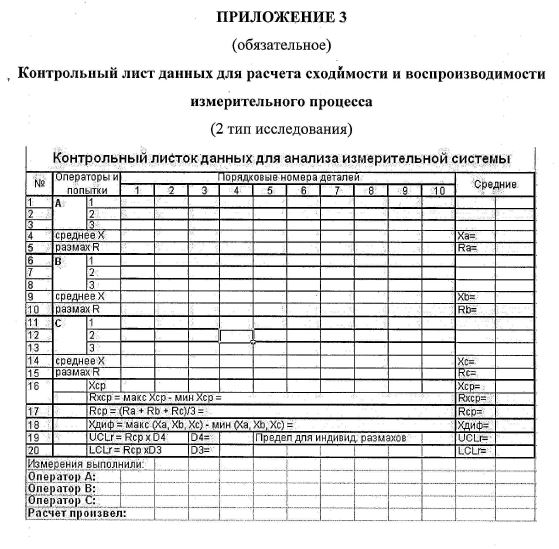
- Приложение 3 (обязательное) — Контрольный лист данных для расчета сходимости и воспроизводимости измерительного процесса (2-ой тип исследований)
- Приложение 4 (обязательное) — Результаты исследования ранжирующих измерительных систем
1. ОБЛАСТЬ ПРИМЕНЕНИЯ
Данный стандарт предназначен для организации работ по использованию статистических методов контроля и анализа при управлении измерительными системами и обеспечения качества продукции.
Стандарт разработан ОГТ в развитие раздела «Анализ измерительных систем».
Стандарт распространяется на все подразделения предприятия, занимающиеся обеспечением качества выпускаемой продукции.
Стандарт предприятия утвержден и введен в действие приказом Генерального директора
Введен впервые.
2. НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
- ISO 9001 :2008 Система менеджмента качества. Требования.
- ISO/TS 16949:2009 Система менеджмента качества. Частные требования по применению стандарта
- ISO 9001:2008 для производства автомобилей и запасных частей к ним.
3. ОПРЕДЕЛЕНИЯ И УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
3.1 Определения
3.1.1 Средство измерительной техники — обобщающее понятие, охватывающее технические средства, специально предназначенные для измерений.
Примечание — К средствам измерительной техники относят средства измерений и их совокупности, измерительные принадлежности, измерительные устройства.
3.1.2 Измерение — совокупность операций, имеющих своей целью определение значения величины.
3.1.3 Методика измерения — совокупность детально описанных операций, используемых при выполнении определенных измерений согласно заданному методу.
3.1.4 Средство контроля — техническое устройство, применяемое для проведения проверки соответствия параметров объекта установленным техническим требованиям (например, калибр, шаблон, пробка, скоба и т.п.).
3.1.5 Измерительный процесс — совокупность взаимосвязанных средств, операций и воздействий, результатом которых является измерение. Под рассматриваемыми средствами подразумевается измерительное оборудование, методики измерения, оператор.
3.1.6 Измерительное оборудование — все измерительные приборы, измерительные эталоны, эталонные материалы, вспомогательная аппаратура‚ и инструкции, необходимые для выполнения измерений.
3.1.7 Измерительный прибор — устройство, предназначенное для использования при проведении измерений самостоятельно или совместно с дополнительными устройствами.
3.1.8 Пределы допустимой погрешности (измерительного прибора) экстремальные значения погрешности, допускаемые техническими условиями, регламентами и др. для данного измерительного прибора.
3.1.9 Погрешность измерений — результат оценки для обозначения диапазона, в пределах которого, в общем случае, находится истинное значение измеряемой величины с заданной вероятностью.
3.1.10 Точность измерения — степень соответствия между результатом измерения и истинным значением измеряемой величины.
Примечание: Точность является качественным понятием.
3.1.11 Истинное значение — значение, соответствующее определению данной конкретной величины.
Примечания:
1. Это значение, которое могло бы быть получено в результате совершенного измерения.
2. Истинные значения по своей природе неопределимы.
3.Любое индивидуальное значение должно быть настолько близко к этой величине, насколько это возможно.
3.1.12 Предполагаемое истинное значение (действительное значение) значение, свойственное определённой величине и принятое, иногда условно, в качестве значения, имеющего неопределённость, соответствующую данной цели.
Пример: Значение, заданное для величины, реализуемой при помощи контрольного эталона, может быть взято в качестве условного истинного значения.
Принятые условные истинные значения основываются на следующем:
определяется усреднением нескольких измерений с измерительным оборудованием высокого уровня (например: метрологическая лаборатория);
узаконенные значения: определённые и установленные законом;
теоретические значения: основаны на научных принципах;
согласованные значения: значения однозначно согласованные заинтересованными сторонами.
Измерительная система, используемая для определения истинного значения, должна включать инструмент(ы) с высокой разрешающей способностью и более низкой ошибкой измерительной системы, по сравнению с системами, используемыми для обычной оценки.
3.1.13 Разрешающая способность — наименьшая значащая разница в показаниях устройства, которую можно различать.
3.1.14 Численное значение разрешающей способности — обычно величина наименьшего деления на шкале инструмента.
3.1.15 Стабильность — способность измерительного прибора сохранять постоянными по времени свои метрологические характеристики.
3.1.16 Метрологическое подтверждение — совокупность необходимых операций, гарантирующих, что единица измерительного оборудования находится в состоянии соответствия требованиям к его предназначенному использованию.
3.1.17 Калибровка — набор операций, которые при номинальных условиях устанавливают связь между показателями средства измерений или измерительной системы, или значениями, представленными мерой или образцовым веществом, и соответствующими значениями величины, воспроизводимой исходным эталоном.
Примечания:
1. Результат калибровки позволяет оценить погрешности показания средства измерений, измерительной системы или меры: или приписать значения отметкам произвольных шкал.
2. Результат калибровки иногда выражается в виде поправки или калибровочного коэффициента или калибровочной кривой.
3.1.18 Эталон сравнения — измерительное оборудование, изделие или другие объекты, служащие для накопления базы данных в целях управления измерительным процессом, будучи замеренными этим процессом. Эталон сравнения следует измерять и поверять с помощью процесса, который независим от процесса, используемого этим эталоном для управления, и который также более точен, чем процесс, которым он управляет.
3.1.19 Сходимость — близость (степень совпадения) между независимыми результатами испытания при оговоренных условиях.
Примечания:
1. Сходимость зависит только от распределения случайных ошибок и не имеет отношения к истинному значению и заданному значению.
2. Мера сходимости обычно выражается через погрешность и рассчитывается как стандартное отклонение результатов испытаний; Меньшая степень сходи мости выражается в большем стандартном отклонении.
З. Независимые результаты испытания означают результаты, полученные способом, на который не оказывает влияния никакой предшествующий результат по тому же или подобному объекту испытаний. Количественные показатели сходимости в критической мере зависят от оговоренных условий. Условия повторяемости и воспроизводимости представляют собой определённые совокупности экстремальных оговоренных условий.
3.1.21 Смещение — систематическая погрешность в результате измерений, полученных с помощью измерительного процесса.
Примечание: Смещение измерительного процесса, как правило, оценивается как разность между средним значением результатов многократных измерений и истинным значением измеряемого параметра (условно истинным).
3.1.22 Воспроизводимость — близость результатов измерений одной и той же величины, полученных в различных местах, различными методами, различными средствами, различными операторами, в разное время, но приведённые к одним и тем же условиям измерений (температура, давление, влажность и др.)
3.1.23 Эталон — принятая база для сравнения, критерий применяемости.
Эталон должен быть стабильно действующим определением: определение, которое предоставит одинаковые результаты при использовании поставщиками или потребителями, с неизменным значением вчера, сегодня и завтра.
Часто эталоны используются для оценки точности измерительной системы. Если же эталоны не применяются, то может быть оценка изменчивости измерительной системы, хотя может не быть возможности оценить её точность с достаточной уверенностью. Отсутствие такой уверенности может составить проблему, например, при попытке объяснить видимое различие между измерительными системами производителя и потребителя.
3.2 Условные обозначения:
- Xi — среднее значение результатов измерений для і-го цикла измерений;
- Ri — средний размах результатов измерений для. і-го цикла измерений;
- X — среднее результатов всех измерений;
- R — средний размах всех измерений;
- UCLx , LCLx; — верхняя и нижняя границы контрольной карты средних;
- UCLR , LCLR — верхняя и нижняя границы контрольной карты размахов;
- Х ист — предполагаемое истинное значение измеряемого параметра;
- σ процесса -стандартное отклонение процесса изготовления;
- S процесса ~ стандартное отклонение замеров в приспособлении;
- Cg- индекс возможности измерительного прибора (только дисперсия);
- Сgk-индекс возможности измерительного прибора (дисперсия и настройка);
- В — абсолютное значение смещения;
- %В — относительное значение смещения.
4. ОБЩИЕ ПОЛОЖЕНИЯ.
В настоящее время данные измерений используются чаще и более разнообразно, чем когда-либо раньше при аналитических исследованиях производственных процессов.
При таких исследованиях использование данных измерений относится к самым важным, т.к. они приведут к лучшему пониманию процессов.
Качество данных измерений связано со статистическими свойствами многократных измерений, получаемых от измерительной системы, работающей при стабильных условиях.
Если результаты близки к истинному значению характеристики, то качество данных считается высоким. Если же некоторые или все результаты далеки от истинного значения, качество данных считается низким.
Статистическими характеристиками, наиболее часто используемыми для определения качества данных, является смещение и дисперсия. Характеристика, называемая смещением, описывает положение результатов по отношению к истинному значению, а характеристика, называемая дисперсией, описывает разброс результатов.
Процесс измерений может рассматриваться в качестве производственного процесса, производящего числа (данные) на вых0де. Такое рассмотрение полезно, потому что это позволяет применять все концепции, философию и инструменты, которые уже показали свою пригодность в области статистического управления процессом.
Владелец процесса должен знать, как корректно использовать результаты процесса измерений и как анализировать и интерпретировать полученные данные.
Владелец процесса имеет обязательства по мониторингу и управлению процессом измерений для обеспечения стабильных и корректных результатов, которые включают общую перспективу анализа измерительных систем – исследование измерительного прибора, процедуры, пользователя, окружающей среды, т.е. нормальных рабочих условий.
5. ПЛАНИРОВАНИЕ ИЗМЕРЕНИЙ.
Планирование — это ключевой элемент перед разработкой измерительного оборудования и систем. Планирование осуществляется разработчиками продукции (ОГК) и разработчиками производственных процессов (ОГТ). Многие решения, принятые во время стадии планирования, могут повлиять на назначение и выбор измерительного оборудования.
5.1 Цель планирования и использование результатов измерений.
Стадия планирования значительно влияет на то, как хорошо будет функционировать процесс измерений. Планирование позволяет:
уменьшить возможные проблемы и ошибки измерения в будущем;
определить специальные характеристики изделия, и оценить приемлемость средств измерения;
установить, как и кем, результаты измерений будут использоваться;
по отношению к стандартным характеристикам выбор средств измерения должен быть на основе «здравого смысла».
5.2 Выбор измерительного процесса:
необходимо оценить конструкцию изделия и определить специальные характеристики на основе выполняемых функций и требований потребителя;
использовать метод FMEA для анализа конструкции измерительного прибора;
с помощью карты потока выявить критерии и требования к измерительному оборудованию с учётом его места в процессе;
для сложных измерительных систем составить карту потока процесс измерений (доставка детали для измерения, измерение и возвращение детали в процесс).
5.3 Измерительный план
Список типов измерений будут результатом данного исследования, который может рассматриваться в качестве предварительного контрольного плана.
5.4 При планировании измерений следует рассмотреть:
кто должен быть вовлечён в анализ «потребностей» измерений? Карта потока и предварительное обсуждение облегчат определение ключевых особенностей;
зачем будут браться измерения, и как они будут использоваться? Будут ли данные использоваться для управления, сортировки, оценки и т.д.?
какие границы допуска продукции? Какова ожидаемая изменчивость процесса? Какие различия между деталями будет необходимо оценить прибором?
какой тип информации необходимо предоставлять с прибором (например, инструкции — оперативные, эксплуатационные и т. д.), и какими основными навыками должен обладать оператор? Кто будет проводить обучение?
как проводятся измерения? Будет это делаться вручную, на движущемся конвейере, автоматически и т.д.? Является ли положение детали и зажима возможными источниками изменчивости? Контактное или бесконтактное?
как будет калиброваться измерительная система, и будет ли она сравниваться с другими измерительными процессами? Кто будет ответственным за проведение калибровок?
где и когда будут проводиться измерения? Будут ли детали чистыми, масляными, горячими и т.д.?
После проведения всех этапов планирования измерительного процесса разработчиками продукции и процессов производства должно быть составлено техническое задание на его проектирование с указанием условий применения и требований, изложенных выше.
B техническом задании должно быть указано требование по необходимым показателям точности. Рекомендуется дополнительно включать в техническое задание данные по пакету документации, которая должна входить в выполненный проект на измерительную систему.
Пакет документов может включать:
чертежи измерительной системы;
предлагаемый список запасных частей интенсивного использования или изнашиваемых частей. Этот список должен включать предметы, которые могут потребовать длительного времени на приобретение;
руководство по эксплуатации с чертежами разрезов оборудования и стадиями надлежащей сборки и разборки компонентов оборудования;
руководства, определяющие вспомогательные требования к установке и работе и требования к транспортировке оборудования;
диагностические процедуры и руководство по неисправностям;
отчёты по сертификации;
инструкция по калибровке;
руководства пользователей, которые могут быть использованы персоналом по технической поддержке‚ системными операторами и обслуживающим персоналом.
6. ИССЛЕДОВАНИЕ СИСТЕМЫ ИЗМЕРЕНИЙ И ВОЗМОЖНОСТЕЙ ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ
6.1 Анализ процесса измерения
Может иметь смысл тогда, когда данные, по которым проводится анализ, многочисленны. В определенной степени, все системы измерения и оборудование имеют какие-то помехи в измерении или погрешности Поэтому важно выявить величину изменчивости причин и держать такие помехи в разумных пределах, соответствующих определенному требованию к каждому отдельному виду измерения. Так как из-за погрешности измерения невозможно подойти к истинному значению измеряемой величины, можно приблизиться к ней посредством выявления погрешности, которая может быть выявлена посредством измерений. Чтобы выполнить это, допускается существование погрешности случайного характера, но также должно учитываться любое отклонение и систематического характера в измерении. Для того чтобы определить соответствие по воспроизводимости необходимо выполнить исследование точности измерительного прибора.
Требование для проведения статистического исследования должно применяться к измерительным системам, на которые имеются ссылки в плане управления.
Статистические исследования измерительной системы производятся один раз. При наличии в плане управления одного или различных изделии аналогичного средства измерения, проводится анализ параметра с наименьшим допуском. В случае признания данного средства измерения приемлемым, средства измерения для параметров с большим допусками считаются также приемлемыми.
Повторное проведение статистического исследования измерительной системы необходимо при введении в технологический процесс новых измерительных средств, новых параметров с допуском менее, чем ранее исследовавшиеся или при появлении брака по невыясненным причинам.
6.2 Порядок проведения анализа измерительных процессов
6.2.1 Перед проведением исследования измерительного процесса все средства измерительной техники, входящие в состав измерительного процесса, должны пройти проверку/калибровку. Разрешающая способность прибора должна позволять осуществлять измерение с точностью, равной одной десятой ожидаемой изменчивости характеристики процесса (6σ процесса) или, по крайней мере, ширины поля допуска на измеряемый параметр.
Определяемое отклонение в системе измерения может быть классифицировано на пять категорий, описанных ниже. Эти пять типов отклонения сочетаются, чтобы воздействовать на общую производительность и эффективность системы измерения.
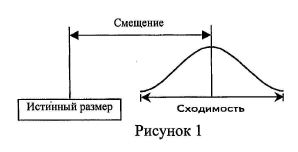
6.2.2 Смещение системы измерения (рисунок 1) устраняется посредством ее калибровки. Систематическое различие между наблюдаемым средним значением измерений и истинным средним значением одного‚ и того же параметра по одной и той же детали.
6.2.3 Линейность
Определяется разница в смещении измерений в пределах нормального рабочего диапазона измерений.
6.2.4 Стабильность
Разница в среднем значении, по крайней мере, двух серий измерений, полученных c помощью одного и того же оборудования по одним и тем же деталям, взятым в разное время. Стабильность определяется с учетом износа инструмента и изменения в условиях окружающей среды.
6.2.5 Сходимость
Отклонение в измерениях, полученное с помощью одного и того же оборудования, которое использовалось неоднократно одним оператором для измерения одного и того же параметра и той же детали.
Сходимость (рисунок 2) определяет главным образом состояние, свойственное оборудованию. (Способность системы довести до минимума сходимость является критерием точности системы).

6.2.6 Воспроизводимость
Отклонение в среднем значении измерений, проводимых разными операторами или на разных участках, используя тот же самый измерительный прибор при измерении одного и того же параметра на одной и той же детали. Отклонение в среднем значении измерений, проводимых на разных измерительных приборах одинаковой или разной конструкции.
7. ОЦЕНИВАНИЕ СМЕЩЕНИЯ ИЗМЕРИТЕЛЬНОГО ПРОЦЕССА.
7.1 Определение предполагаемого истинного значения измеряемого параметра образца
7.1.1 Определение предполагаемого истинного значения измеряемого параметра Хист осуществляется в ОГМетр с использованием средства измерительной техники наиболее высокой точности.
7.1.2 B случае, если выполнение условий 7.1.1 невозможно, рекомендуется выбрать из производства образец, значение измеряемого параметра которого попадает в середину интервала допуска, измерить этот образец 20 раз и за предполагаемое истинное значение взять среднее значение полученных измерений в условиях стабильности измерительного процесса.
7.2 Определение смещения измерительного процесса
7.2.1 Специалист, ответственный за оценивание статистических характеристик измерительного процесса, отбирает образец.
7.2.2 Специалист организует определение предполагаемого истинного значения измеряемого параметра Хист в соответствии с 7.1.
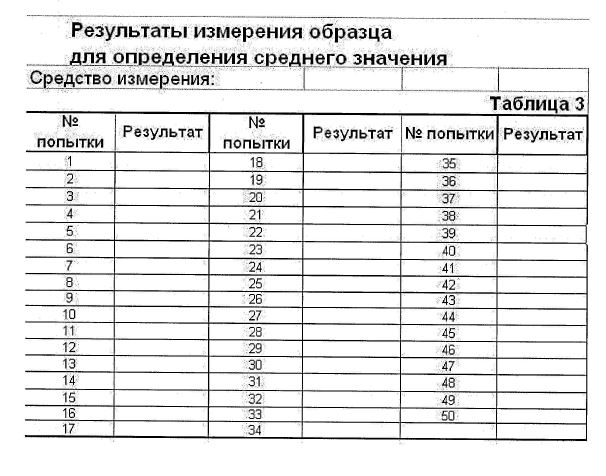
7.2.3 С использованием оцениваемого средства измерительной техники последовательно; измеряется образец Q раз. Рекомендуемое количество измерений образца Q =50. По окончании эксперимента массив данных должен содержать ровно Q повторных измерений образца, в котором каждое значение Хк- результат к-ого измерения (попытки) образца. Таким образом, индекс k — обозначает номер измерения (попытки) образца и изменяется от 1 до Q.
3 7.2.4 Результаты измерений регистрируются на «Контрольном листе данных для расчета смещения измерительного процесса» (Приложение 1).
7.2.5 Далее рассчитывается среднее значение результатов выполненных измерений Х по формуле (1):

где Хк. — результат к-го измерения параметра образца.
7.2.6 Рассчитывается абсолютное значение смещения измерительного процесса В по формуле:
7.2.7 Специалист рассчитывает относительное значение смещения измерительного процесса %В по формуле:
где USL, LSL — соответственно, верхняя и нижняя границы допуска на измеряемый параметр.
7.2.8 Специалист анализирует относительное значение смещения. Рекомендуемое приемлемое значение %В не более 10%. Смещение следует учитывать при дальнейших расчетах.
7.2.9 Результаты определения смещения измерительного процесса регистрируются в «Контрольном листе данных для расчета смещения измерительного процесса».
8. ЦЕЛИ ПРОВЕДЕНИЯ АНАЛИЗА.
8.1 Основными целями исследований возможностей измерительного оборудования и систем выполнения измерений являются:
обеспечение базы для создания новых систем измерений и измерительного оборудования;
анализ выполнения контроля процесса измерения для данного измерительного оборудования;
оценка находящихся в разработке измерительных приспособлений (приборов);
сравнение приспособлений (приборов) и оценка их воспроизводимости.
8.2 Конечным результатом исследований является лучшее понимание величины погрешности измерения, её влияние на технологический процесс и сохранение таких погрешностей в разумных пределах, соответствующих определённому требованию к измерению.
9. МЕТОДЫ ОПРЕДЕЛЕНИЯ ВОЗМОЖНОСТИ ИЗМЕРИТЕЛЬНОГО ОБОРУДОВАНИЯ.
Существуют два типа исследований, описанные в этом разделе, для оценки возможности оборудования:
первый тип исследования оценивает общее влияние смещения и сходимости;
второй тип исследования оценивает влияние сходимости и воспроизводимости отдельно и общую погрешность.
9.1 Первый тип исследования
Настоящий метод предназначен, чтобы оценить совместные влияния сходимости и смещения как общую ошибку измерения.
9.1.1 Подготовка
Для достижения целей данного исследования используется эталонный образец измерительного прибора:
эталон должен браться и возвращаться обратно на место между каждым измерением;
эталон должен иметь постоянное место на протяжении всего исследования;
исследование должно проходить в условиях статистически стабильного процесса.
9. 1 .2- Метод расчёта
Необходимо провести 50 измерений с использованием одного итого же эталона. Только в исключительных случаях количество измерений может быть меньше 50‚и не при каких условиях не меньше 25.
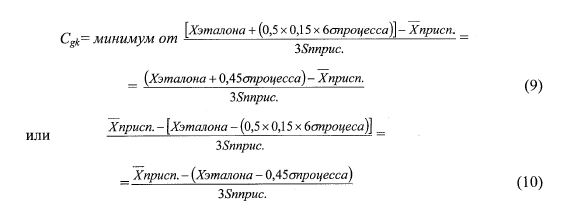
Используя формулу в таблице «Контрольного листа данных для расчета возможности измерительного процесса» (приложение 2) рассчитывают индекс измерительного прибора Cg И Cgk. Минимальным допустимым критерием является Cg и Cgk равные единице.
9.1.3 Процент изменчивости:
как альтернатива к использованию коэффициентов точности измерительного прибора, данные приборы могут рассматриваться как отношение процента изменчивости прибора к проценту изменчивости процесса, используя формулы (4), (5):
изменчивости (сходимость) = 15/Cg (4)
изменчивости (сходимость и смещение) = 15/Cgk (5)
максимально допустимым критерием является процент изменчивости (сходимость) и процент изменчивости (сходимость и смещение), равный 15%, что соответствует минимально допустимому критерию Cg и Cgk равному единице.
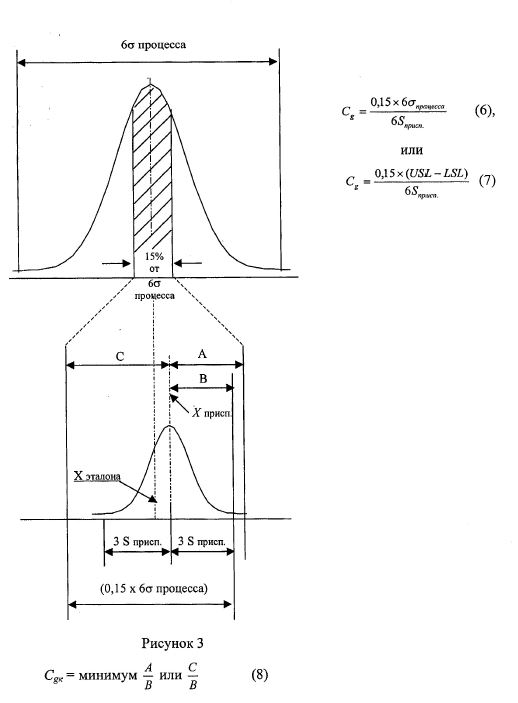
Хприсп и Sприсп определяются из 50 последовательных показаний прибора при использовании одного и того же эталона;
Σ процесса определяется по метолу определения Ср процесса.
Примечание: Для процессов, где индекс возможности процесса (Ср) неизвестен, или меньше единицы, используется допуск вместо 6σ процесса.
Однако следует учитывать, что когда используется допуск вместо 6σ процесса, измерительный прибор, который считается приемлемым, может стать неприемлемым впоследствии для анализа процесса по 6σ- , потому что 6σ значительно меньше, чем допуск. В отдельных случаях общая погрешность системы измерения может быть меньше 15% рассеивания точек в процессе в зависимости от важности характеристики. Это будет вызвано более высокими показателями точности, чем минимальное требование, указанное выше.
9.2 Второй тип исследования
Данный тип исследования (иногда упоминающийся как R&R исследование)
предназначен для оценки влияний сходимости и воспроизводимости раздельно, и как общей погрешности измерения. Данный тип рекомендуется использовать, только если сходимость определена, например, посредством выполнения первого типа исследования.
9.2.3 Подготовка
Хотя число операторов, испытаний и деталей может меняться, следующий метод представляет оптимальные условия для исследования. Необходимо использовать трёх разных операторов, три испытания и 10 деталей (в идеале охватывается целый ряд рассеивания точек технологического процесса).
9.2.4 Метод
Обозначить операторов, проводящих исследование как А, В и С. Отобрать десять деталей и обозначить их от 1 до 10 или с помощью альтернативной системы кодирования таким образом, чтобы коды были невидимы для оператора.
Проверить оборудование до начала первого испытания. Оператор А замеряет десять деталей и результаты записывает в соответствующую колонку таблицы «Контрольного листа данных для расчёта сходимости и воспроизводимости измерительного процесса» (Приложение 3).
Оператор В замеряет эти же десять деталей в том же самом порядке, и результаты записывает в соответствующую колонку таблицы (оператор В не должен знать результатов замеров оператора А).
Оператор С замеряет эти же десять деталей в том же самом порядке, и результаты записывает в соответствующую колонку таблицы (оператор С не должен знать результатов замеров операторов А и В).
Повторить цикл дважды, используя различный порядок измерения (но относящийся к каждому оператору), чтобы каждый оператор замерил десять деталей три раза.
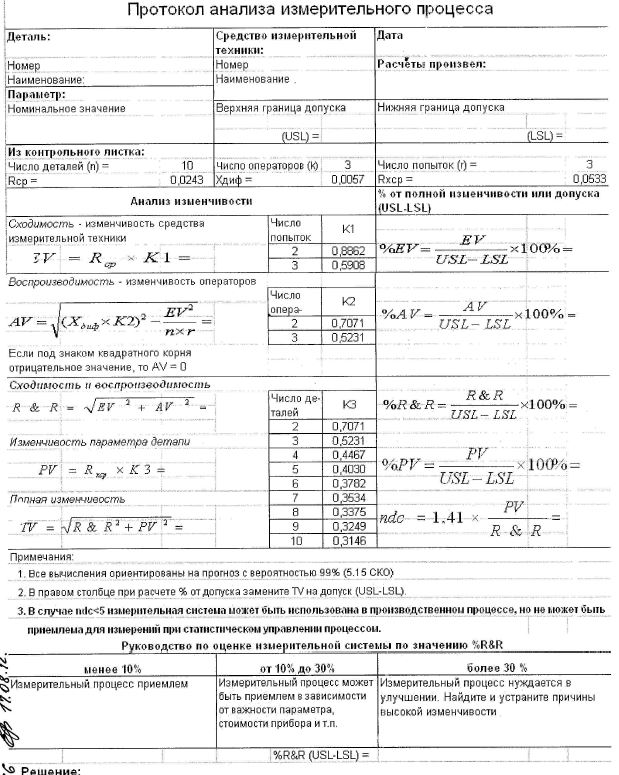
Завершить расчёт в таблице с вычислением изменчивости оборудования (EV), изменчивости контролера (AV), полной изменчивости (TV) и определением индекса ndc.
9.2.5 Основными указаниями по приемлемости измерительной системы в зависимости от % СиВ является следующее:
если погрешность ниже 10% — измерительная система приемлема;
если погрешность от 10% до 30% — измерительная система может быть приемлема в зависимости от важности применения, стоимости прибора и его ремонта и т.д.;
если погрешность свыше 30% — измерительная система нуждается в усовершенствовании. Приложите все усилия, чтобы определить и устранить проблемы;
величина ndc должна быть больше или равна 5.
10.КОНТРОЛЬ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗМЕРЕНИЯ
10.1 Общие сведения
Метод позволяет:
оценивать общее влияние всех видов погрешностей обеспечивать высокое качество контроля стабильности систем измерения и оборудования определять особые случаи отклонения
10.2 Метод
Один и тот же эталонный образец измерительного оборудования (прибора) должен использоваться в процессе измерения при контроле технологического процесса. Данные по соответствующему параметру должны записываться в контрольную карту Х- R Шухарта.
Количество повторяемых измерений (прибора) и частота испытания зависит от индивидуальных случаев. Однако, если отклонение повторяемых измерений небольшое, тогда более подходящим может быть индивидуальная и мобильная контрольная карта. Для объяснения таблиц данных, полученных в процессе контроля и вне его, используются те же самые правила, что и для контроля текущего технологического процесса.
11. АНАЛИЗ РАНЖИРУЮЩИХ ИЗМЕРИТЕЛЬНЫХ СИСТЕМ
11.1 Ранжирующие измерительные системы -это класс измерительных систем, где измеряемая величина является одной из конечного числа категорий. Например, устройство типа «проходит — не проходит», которое имеет только два возможных результата. Примером других ранжирующих систем является визуальные образцы, которые классифицируют детали на категории «хороший — плохой».
11.2 Порядок проведения анализа ранжирующих измерительных систем.
11.2.1 Для анализа подобных измерительных систем отбирается партия из 20 деталей серийного производства. В партии должны быть детали с фактическими характеристиками, находящимися в допуске и за пределами допуска. Для этого фактическая величина характеристики устанавливается с помощью подходящей процедуры изменения (оценки) с малой неопределенностью. Для исследования могут быть привлечены только те детали, чьи фактические характеристики лежат вне области неопределенности, т.е. являются явно годные и явно негодные.
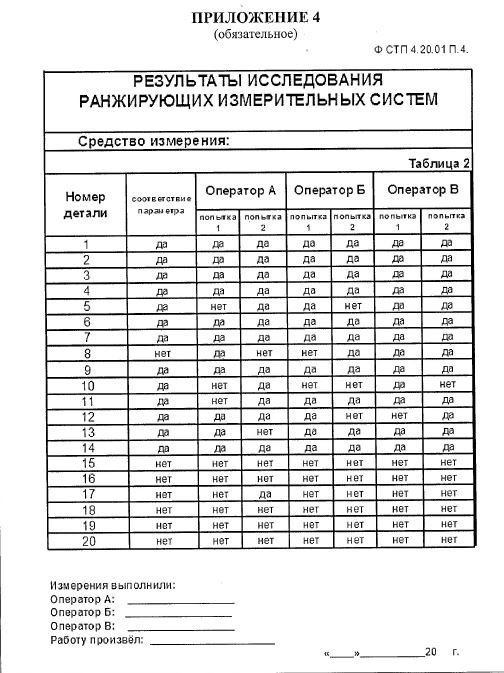
Три оператора (А‚Б‚В) производят контроль с помощью предельного калибра или оценивают детали с помощью образца внешнего вида — две попытки каждым оператором всех 20деталей и заносят в таблицу (да — нет). (см. Приложение 4 лист 2)
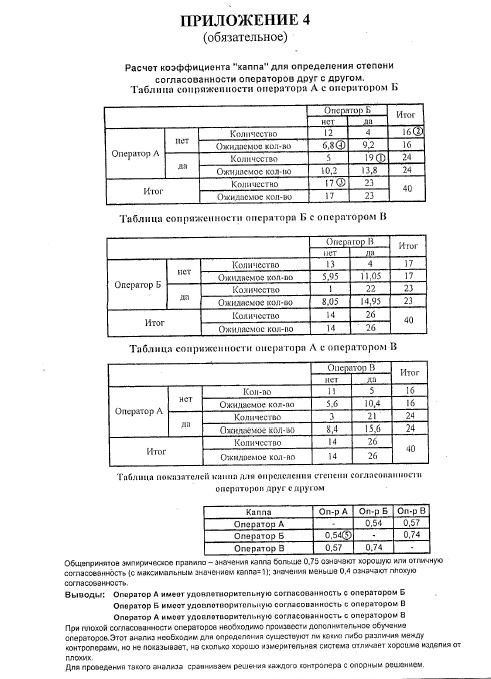
11.2.2 Далее строятся таблицы, сравнивающие каждого оператора с каждым, для этого подсчитывается количество совпадений и не совпадений в соответствующих парах. Например, количество совпадений (да) в первой попытке оператора А и Б — 10;
количество совпадений во второй попытке операторов А и Б — 9; всего совпадений 19 совпадений. Таким же образом подсчитываются не совпадения (нет) и смешанные значения (да-нет, нет-да), для каждой пары операторов (А-Б, Б-В, А-В). (см. Приложение 4 лист 3)
11.2.3 Ha следующем этапе оценивается ожидаемое распределение данных.
Какова вероятность того, что пары наблюдения будут совпадать или не совпадать, совершенно случайно? Из 40 результатов измерений оператор А отклонил детали 16 раз, а оператор Б — 17 раз. (см. Приложение 4 лист 3)
РАО = 16/40 = 0,4;
РБО = 17/40 : 0,425;
Ожидаемое число попыток которые оператор А и оператор Б признают несоответствующими рассчитывается умножением совместной вероятности на количество результатов измерений:
40*РАО* PБ0 = 40*(16/40)х(17/4О) = 6,8
Аналогичным образом делается расчет для всех пар операторов и составляются таблицы сопряженности операторов между собой. (см. Приложение 4 лист 3)
11.2.4 Для определения уровня согласия команда использует показатель «Каппа», который оценивает согласованность двух контролеров, когда оба оценивают один и тот же объект. Значение 1 означает полную согласованность, а значение 0 означает согласованность на уровне совпадения.
Каппа — мера перекрёстной согласованности контролеров, которая определяет, различаются ли суммы в диагональных ячейках от ожидаемых сумм случайных совпадений.
Каппа = (po- pe) / (1- ре);
где ро — сумма полученных долей (от общего количества измерений) в диагональных ячейках таблицы, pе — сумма ожидаемых долей (от общего количества измерений) в диагональных ячейках.
Например, для определения согласованности оператора А и оператора В:
ро= (12+19)/40=0,775
ре = (6,8+13‚8)/40=0,515
тогда каппа будет:
Каппа = (ро- ре) / (1- pе)= (0,775-О,515)/(1-0,515)=0,536 (см. Приложение 4 лист 3)
Общепринятое эмпирическое правило — значения каппа больше 0,75 означают хорошую или отличную согласованность (с максимальным значением каппа=1);
значения от 0,4 до 0,75 означают удовлетворительную согласованность, значения меньше 0,4 означают неудовлетворительную согласованность.
Подобным способом рассчитываются коэффициенты «Каппа», для всех пар операторов (А-Б, Б-В, А-В) и составляется таблица показателей каппа для определения степени согласованности операторов друг с другом. (см. Приложение 4 лист 3)
При плохой согласованности операторов необходимо произвести дополнительное обучение операторов.
Этот анализ необходим для определения существуют ли какие-либо различия между контролерами, но не показывает, на сколько хорошо измерительная система отличает хорошие изделия от плохих. Для проведения такого анализа сравнивается решение каждого контролера с опорным решением.
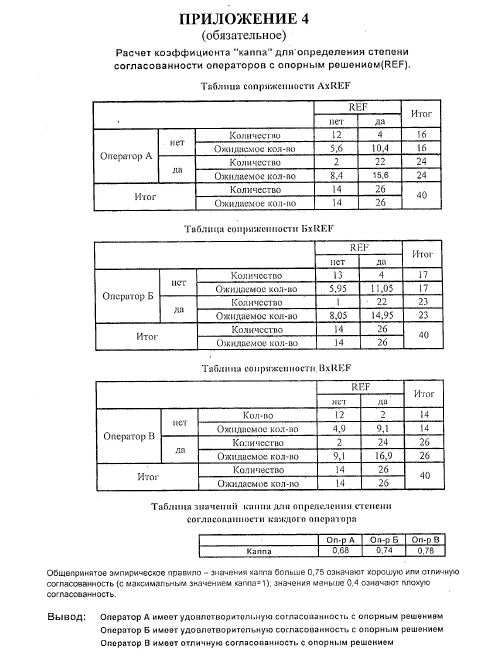
11.2.5 Для проведения анализа измерительной системы строим таблицы сопряжения каждого контролера с опорным решением. (см. Приложение 4 лист 4)
Опорное решение — заведомо верное решение (заведомо годен или заведомо брак). Методика построения данных таблиц аналогична указанной в п.1 1.2.3, 11.2.4.
1.2.6 По данным из полученных таблиц согласованности, каждого оператора и опорного решения, рассчитываем коэффициент «Каппа», который будет характеризовать согласованность каждого оператора . с образцом.
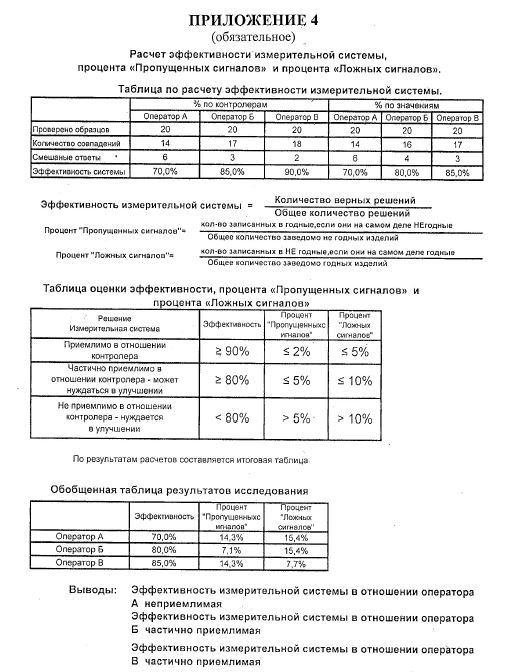
11.2.7 Затем определяется эффективность измерительной системы, процент «Пропущенных сигналов», процент «Ложных сигналов». (см. Приложение 4 лист 5)
Эффективность измерительной системы — соотношение количества верных решений от общего числа решений.
Процент «Пропущенных сигналов» — соотношение количества записанных в негодные, если они на самом деле годные к общему количеству заведомо не годных деталей.
Процент «Ложных сигналов». Эффективность измерительной системы — соотношение количества верных решений от общего числа решений.
Процент «Пропущенных сигналов» — соотношение количества записанных в не годные, если они на самом деле годные к общему количеству заведомо не годных деталей.
Процент «Ложных сигналов» — соотношение количества записанных в годные, если они на самом деле не годные к общему количеству заведомо годных деталей.
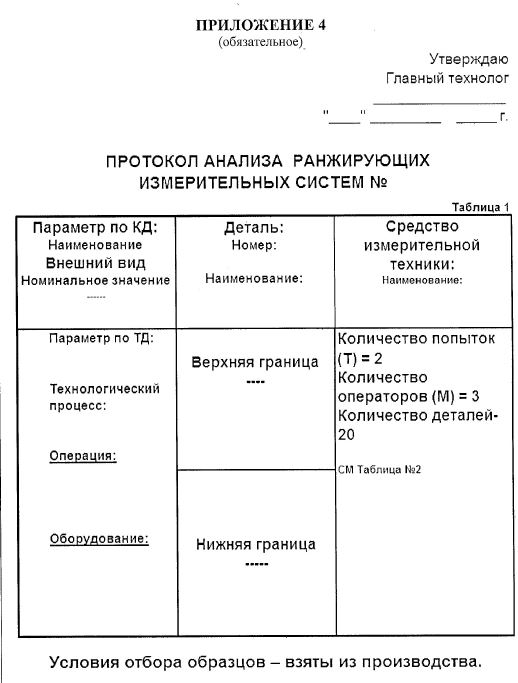
11.2.8 Ha основании полученных выше данных и из расчетов строится итоговая таблица результатов исследования.
Для обработки информации необходимо использовать форму, состоящую из четырех листов, в которой автоматически выполняются все расчеты.
Первый лист — «Протокол анализа», содержит информацию о средстве измерения, тех. процессе, оборудовании. (Приложение 4 лист 1)
Второй лист — «Исходные данные для расчетов», заполняется таблица с исходными данными и распечатывается. (Приложение 4 лист 2)
Третий лист — «Расчеты КАППА и эффективности», выводятся итоговые расчеты, по результатам расчетов автоматически пишутся выводы, о степени согласованности операторов и об их эффективности данный лист защищен паролем, для предотвращения нежелательных изменений, которые могут нарушить работу программы. (Приложение 4 лист 3, 4,5)
Четвертый лист — «Вспомогательные таблицы расчета» не распечатывается, он используется для выполнения расчетов самой программой, данный лист защищен паролем, для предотвращения нежелательных изменений, которые могут нарушить работу программы.
B случае если измерительная система частично приемлема или не приемлема, то c помощью определенных мероприятий (например: инструктаж операторов, правильные приемы работ, конструктивные изменения, альтернативные калибры) ход проверки должен быть улучшен.
При неудовлетворительиых результатах оценки измерительной системы с помощью образцов внешнего Ema информация должна быть передана производству, службам качества и персонала для принятия мер по обучению работников. Если повторная проверка соответствия после проведения улучшающих мероприятий так же не дает негативный результат, должна быть применена измерительная (альтернативная) проверка.
11.3 Рекомендуется перед использованием программы по расчету проверить правильность работы.
Для этого необходимо ввести в таблице на листе «Исходные данные для расчета» заполнить таблицу значениями «да», кроме одной строки в которых везде будут значения «нет». В результате расчетов должно получится:
а) Коэффициент каппа для оценки согласованности операторов друг с другом будет равен 1.
6) Коэффициент каппа для оценки согласованности операторов и опорного решения будет так же равен 1.
в) Эффективность измерители- системы будет всегда 100%, а процент «Пропущенных сигналов» и процент «Ложных сигналов» будет составлять 0%.
При введении во все поля таблицы только значения «да» расчет проводится, не будет, поскольку в данном случае невозможно определить качество и правильность проведения измерений операторами.
11.4 На рис. 4 показана схема подтверждения соответствия для проверок с помощью калибров.