Подготовка комплектации
Технологическая инструкция
1 Область применения
Инструкция регламентирует процесс хранения и комплектации материалов и полуфабрикатов, таким образом, чтобы гарантированно обеспечить необходимое количество и сохранность материалов и полуфабрикатов до поступления их на производство.
Положения данной инструкции распространяются на сотрудников группы подготовки компонентов производственно-диспетчерского отдела и работников склада (ПКИ и материалы) Ответственность за результативность и эффективность процесса несет начальник планово-диспетчерского отдела.
2 Нормативные ссылки
В настоящем стандарте использованы следующие руководящие и нормативные документы:
- Инструкция. Проведение погрузочно-разгрузочных и транспортировочных работ.
- Инструкция. Система менеджмента качества. Хранение и транспортирование деталей, готовых изделий на предприятии.
3 Определения
- Комплектация – подбор продукции на складе,формирование заказа для потребителя.
- Комплектующее изделие (комплектующее)- изделие предприятия-поставщика,применяемое как составная часть изделия, выпускаемого предприятием-изготовителем.
- Составными частями изделия могут быть детали и сборочные единицы, электронные компоненты, материалы, крепежные детали и тому подобное.
- FIFO – способ организации порядка использования комплектующих изделий, поступивших на склад. Комплектующее изделие,пришедшее первым, должно первым отгружаться в производство.
4 Обозначения и сокращения
- УПП – Управление Производственным Предприятием
- ПДО – планово-диспетчерский отдел
- ЦС – Центральный склад
5 Общие положения
5.1. Размещение и хранение продукции.
5.1.1 Продукция на складе в зависимости от её вида размещается либо на стеллажах, либо на поддонах в соответствующих зонах.
Не допускается размещение продукции и материалов непосредственно на полу (без поддонов и тележек).
5.1.2 Зоны хранения должны быть соответствующим образом отмаркированы (например, маркировочной лентой, бирками на стеллажах с наименованием продукции).
5.1.3 Продукция должна размещаться таким образом, чтобы обеспечивать возможность считывания идентификационной информации.
5.1.4 Печатные платы хранить в оригинальной таре Поставщика на поддонах. Допускается платы хранить на стеллажах в вакуумной упаковке. Количество брикетов в высоту – не более 5 шт.
5.1.5 Электронные компоненты хранить на стеллажах.
Катушки с резисторами, конденсаторами, транзисторами, диодами укладывать в высоту не более 25 шт.
Катушки с конденсаторами электролитическими укладывать в высоту не более 45 см.
5.1.6 Влагочувствительные электронные компоненты хранить в вакуумной упаковке Поставщика на стеллажах.
Катушки укладывать в технологическую тару. Каждая тара должна иметь маркировочную этикетку (бирку).
Паллеты укладывать в высоту не более 4 шт.
5.1.7 Соединители, излучатели звука хранить в оригинальной таре Поставщика на стеллажах. Общая высота упаковок на стеллаже – не более 45 см.
5.1.8 Резисторы проволочные, рассеиватели, крепеж, поступающие в картонных коробках, хранить в оригинальной таре Поставщика на стеллажах. Количество упаковок в высоту – не более 2 шт.
5.1.9 Шкалы для всех модификаций комбинаций приборов хранить в оригинальной таре Поставщика на стеллажах. Количество упаковок в высоту – не более 5 шт.
5.1.10 Жидко-кристаллические индикаторы хранить в оригинальной таре Поставщика на поддонах. Общая высота не должна превышать 40 см.
5.1.11 Шаговые двигатели хранить в оригинальной таре Поставщика на поддонах. Количество упаковок в высоту – не более 3 шт.
5.1.12 Комплектующие, поступающие россыпью, расфасовать в Zip Lock пакеты. На каждый пакет наклеить маркировочную этикетку. Хранить комплектующие в технологической таре на стеллажах.
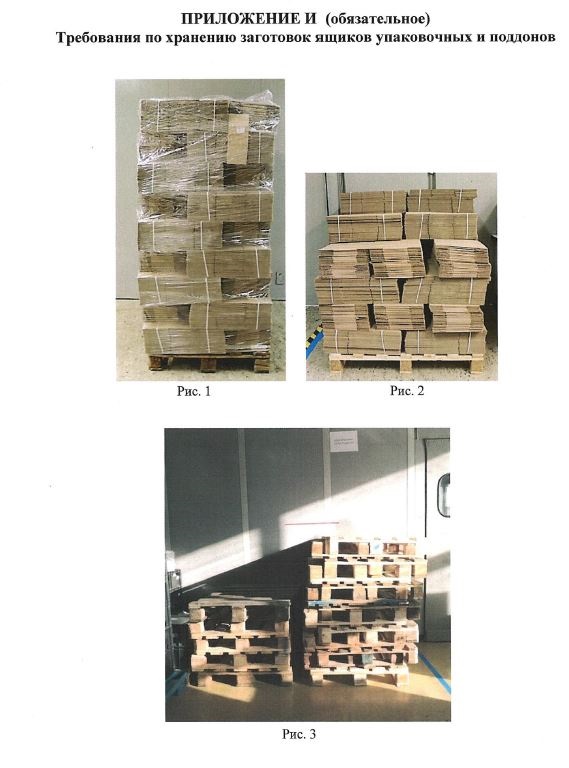
5.1.13 Хранение картона (заготовок ящиков упаковочных, прокладок, перегородок) производить на поддонах. Общая высота не должна превышать 200 см.
5.1.14 Хранение пластиковых деталей производить в таре Поставщика на поддонах. Общая высота не должна превышать 200 см.
5.2 Принцип FIFO.
5.2.1 При получении и выдаче комплектующих и материалов руководствоваться принципом FIFO.
5.2.2 При получении комплектующих изделий на склад на каждой групповой упаковке/паллете закрепить бирку (этикетку) с датой поступления товара. Установку продукции на стеллажи производить по дате на этой бирке.
Крупногабаритные упаковки комплектующих изделий хранить по групповому принципу. В каждой группе упаковки размещать последовательно в порядке увеличения дат прихода.
5.2.3 На первую групповую упаковку/паллету, предназначенную к выдаче в производство, ставится табличка “FIFO”, стрелка на которой обозначает первоочерёдность выдачи.
5.2.4 Для хранения малогабаритных комплектующих на стеллажахпридерживаться правила: компоненты с более ранней датой располагать правее иниже, с более поздней – левее и выше.
5.2.5 Неиспользованные комплектующие (остатки), возвращённые на склад, в первую очередь выдаются в производство при следующем запросе.
6 Описание процесса
6.1 Процесс комплектации происходит на основании документа «Анализ движения материалов по заданию на производство» системы 1С: Управление производственным предприятием.
6.3. На участках подготовки происходит процедура распаковки и учета комплектующих.
6.3.1. При получении комплектующих в группу подготовки компонентов ПДО проверяют:
- целостность упаковки и тары,
- соответствие сроков хранения,
- соответствие физического перемещения комплектации с документом «Перемещение товаров» по системе 1С:Управление производственным предприятием,
- идентификация комплектующих,
- отсутствие пересортицы (наличие разноимённых комплектующих в одной таре).
6.3.2. В случае передачи на производство комплектующих изделий:
- несоответствующих спецификации 1С: УПП;
- без маркировочных этикеток;
- пересортицы
- комплектация должна быть изолирована.
6.3.3 Влагочувствительные электронные компоненты, поступившие на участок подготовки с нарушенной упаковкой, должны быть изолированы.
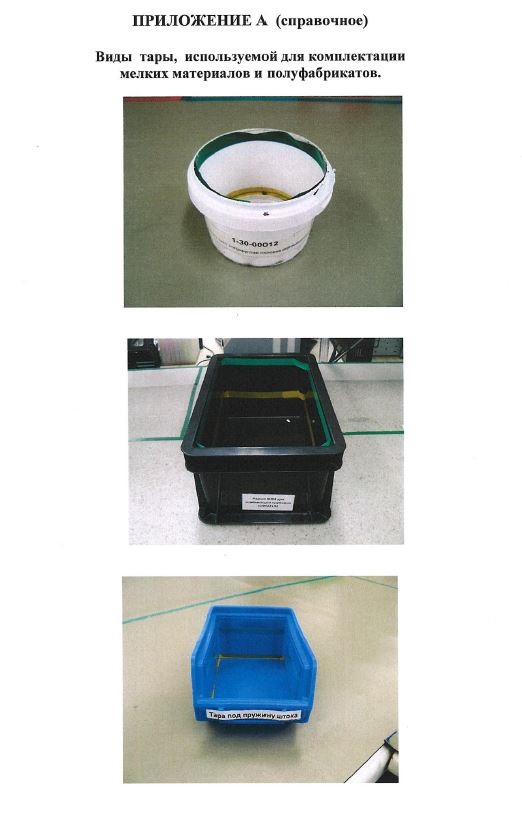
6.4 Комплектующие помещают в специальную технологическую тару (Приложение А – виды тары).
6.4.1 Тара для комплектующих должна иметь маркировочную этикетку следующего содержания:
- код комплектующего в 1С: УПП;
- полное название комплектующего;
- МАХ значение комплектующего в таре.
6.4.2 В зависимости от размера комплектующего, эргономики рабочего места производительности технологической операции выбирают вид и размер тары.
Тара должна иметь маркировку — риску максимальной загрузки комплектующего.
При расчете максимальной загрузки учитывают входимость комплектующего в изделие, производительность технологической операции и количество комплектующих в упаковке.
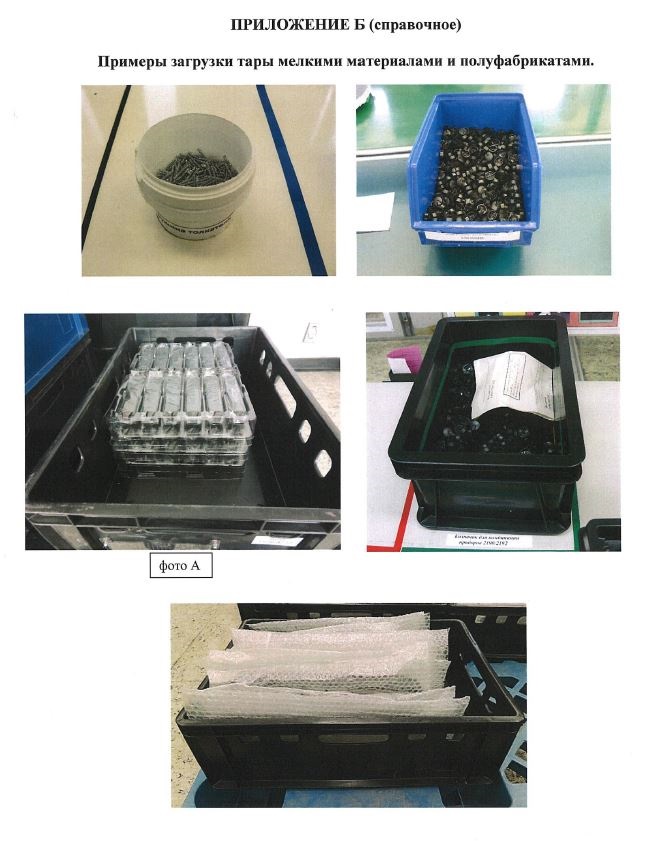
Максимальная загрузка мелких комплектующих (винтов, контактов и др.) не должна превышать 1/3 объема тары (Приложение Б).
Потребность в таре, необходимой для расфасовки комплектующих, рассчитывают исходя из производительности изделий в смену, потребности комплектующего на запуск, максимальной его загрузки в тару.
ВНИМАНИЕ! При расфасовке комплектующие изделия должны быть идентифицированы. Не допускается наличие в одной таре разноименных комплектующих (пересортица).
6.4.3 Электронные компоненты в катушках комплектовать и передавать в производство на антистатических тележках. Каждая катушка должна иметь этикетку завода-изготовителя и этикетку с наименованием компонента, кодом 1С и количеством компонентов на катушке.
6.4.4 Влагочувствительные электронные компоненты выдавать в производство в вакуумной упаковке на антистатических тележках. Распаковку влагочувствительных компонентов производить непосредственно на производственном участке при запуске изделия.
6.4.5 Электронные компоненты, поступающие в пеналах, паллетах, блистерах и т.п. расфасовать в пластмассовую тару, в производство передавать в заводской упаковке.
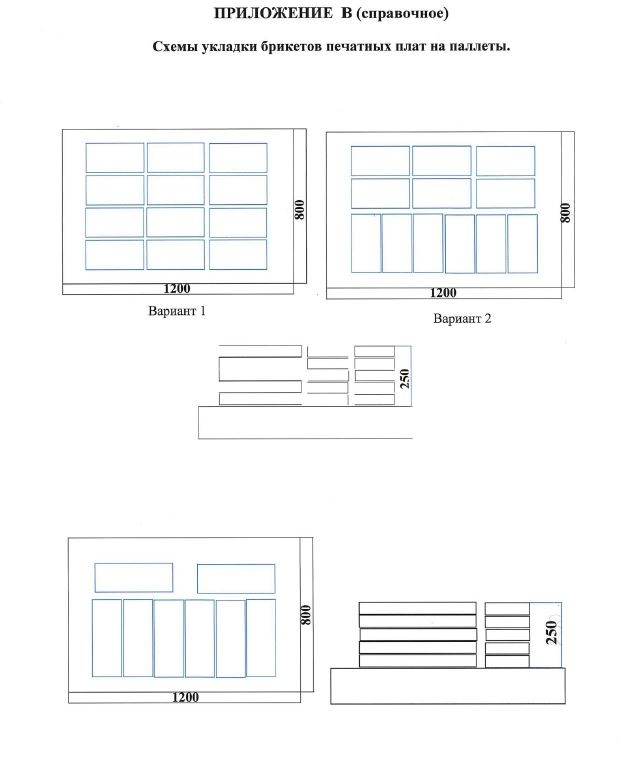
6.4.6 Печатные платы передавать в производство брикетами в вакуумной упаковке. Для передачи в производство платы укладывать на пластиковые поддоны (схемы укладки – см. Приложение В) или на стеллажи. Количество брикетов в высоту – не более 5 шт.
Распаковку производить на производственном участке перед запуском в производство.
6.4.7 Полуфабрикаты передавать в производство в таре цеха — изготовителя.
6.4.8 Рамки в сборе, поступающие в картонных коробках, распаковать и уложить в пластмассовую тару по 8 шт. попарно стеклом друг к другу (Приложение Б).
6.4.9 Корпуса в сборе блока передавать на производство в блистерах по 4 ряда в 1 ящик или по 5 рядов в антистатический ящик. (приложение Б, фото А).
6.4.10 Картонную упаковку для готовых изделий изготавливать в группе подготовки согласно операционной технологии. Количество изготавливаемой упаковки определяется исходя из сменных заданий на изделия.
6.4.11 Перед выдачей в производство шкалы распаковать (извлечь из картонной коробки). В производство шкалы выдавать в технологической таре или укладывать на стеллаж. Шкалы укладывать в технологическую тару или на стеллаж в высоту не более 3 упаковок.
Остатки (излишки) шкал для возврата на участок подготовки компонентов упаковать в Zip Lock пакет и уложить в технологическую тару.
6.5 Допускается объединение в одном запуске нескольких изделий.
ВНИМАНИЕ! Не допускается объединение:
1. Опытных партий по листу изготовления образцов, опытно-промышленных партий.
2 В переходный период изделий с различными версиями программного обеспечения, при
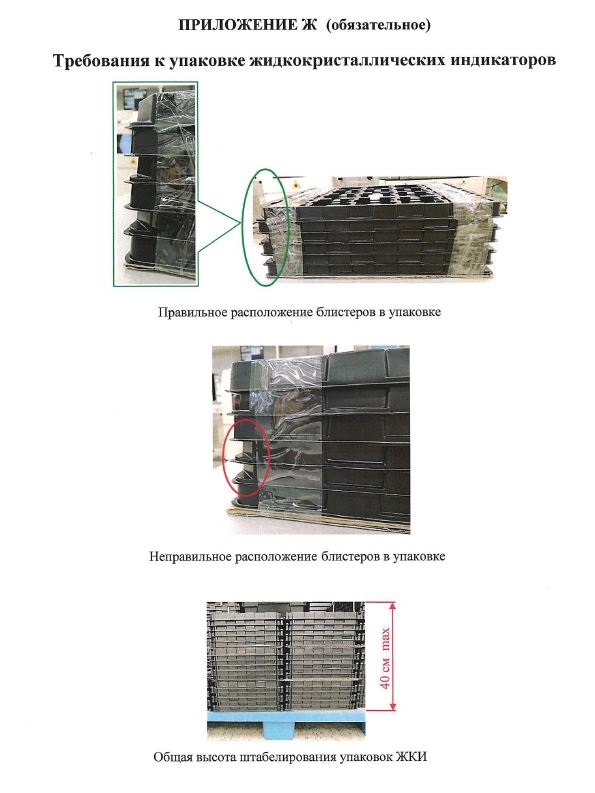
6.6 Для жидкокристаллических индикаторов (ЖКИ), поступающих в блистерах, контролировать правильность упаковки. Блистеры с ЖКИ должны быть развернуты на 180 градусов относительно друг друга при паллетировании (Приложение Ж).
Для передачи в производство ЖКИ в заводской упаковке укладывать на пластмассовые поддоны или стеллаж. Общая высота штабелирования упаковок ЖКИ – не более 40 см.
6.8 Паллеты с заготовками ящиков упаковочных (Приложение И, рис. 1) перед передачей в производство распаковать (удалить стрейч плёнку) и разложить каждую паллету на два поддона (Приложение И, рис. 2).
6.9 Неиспользуемые поддоны для хранения штабелировать в высоту не более 14 шт. (Приложение И, рис. 3).
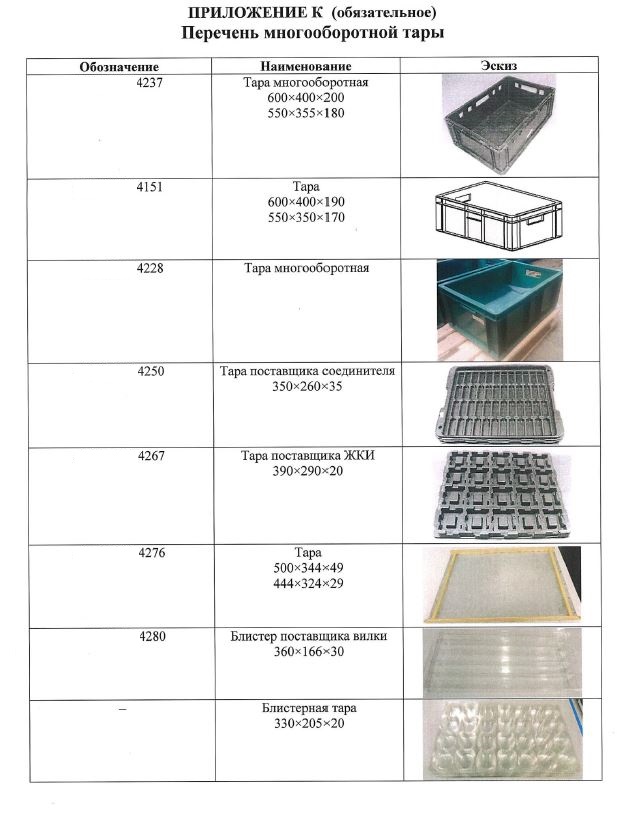
6.10 Многооборотную тару (см. Приложение К), используемую в цехах, передавать в цех чистой и без посторонних предметов.
Возвратную блистерную тару укладывать с учетом ее типоразмера: один вид блистера – один поддон. Допускается возвратную блистерную тару укладывать в пластмассовую многооборотную тару.
6.11. Повторно используемую полиэтиленовую пленку (550×350мм) и пакеты антистатические из воздушно-пузырчатой пленки укладывать в отдельную чистую пластмассовую тару (многооборотную) горизонтально до полного заполнения.