Монтаж соединителей типа ОНЦ-БС (БМ)
Технологический процесс
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Внимание! К работе по данному технологическому процессу допускаются исполнители, изучившие настоящий технологический процесс, требования по охране труда, правила противопожарной безопасности и аттестованные на данные работы.
01. Работу выполнять на столе электромонтажника, удовлетворяющем нормам чистоты. Под нормами чистоты понимается отсутствие пыли, грязи, посторонних предметов, оснастки и инструмента, не участвующих в данном технологическом процессе.
02. Приспособления и инструмент не должны иметь острых кромок, заусенцев, следов загрязнений, коррозии и должны быть замаркированы, иметь действующие сроки аттестации.
03. Средства измерения должны иметь действующие сроки поверки, смотри свидетельства калибровки (поверки).
04. Все работы производить в сухом, чистом помещении с температурой воздуха (15-30) °С и относительной влажностью воздуха (40- 80) %. Контроль осуществляет мастер цеха с помощью гигрометров: ВИТ-1 при температуре до 25ºС; — ВИТ-2 при температуре свыше 25ºС с записью результатов в журнале.
05. При измерении времени больше минуты пользоваться бытовыми часами, меньше минуты – методом отсчёта: 1и, 2и, 3и, и т.д.
06. Зачистку и пайку проводов выполнять при включенной общеобменной приточно-вытяжной и местной вытяжной вентиляции, при этом зачистку проводов производить вблизи воздухоприёмника на расстоянии не более 110 мм.
07. Зачистку проводов выполнять с помощью электроножа при температуре +380°С. Температуру нагрева электроножа контролировать прибором НАККО FG-100 не реже одного раза на 10 зачисток. При нагреве электроножа до температуры +380°С цвет электронагревателя темно-вишневый.
08.Температура плавления припоя ПОС-61 +190°С. Температура нагрева электропаяльника должна быть на 30 – 80 °С выше температуры плавления припоя. Температура плавления припоя ПОССу-61-0,5 +189 °С. Температура нагрева электропаяльника должна быть на 30 – 80 °С выше температуры плавления припоя.
Температуру нагрева электропаяльника контролировать прибором НАККО FG-100 не реже 4-х раз за смену и после перерывов в работе.
09. Нагар с электропаяльника удалять опусканием жала паяльника в сухую сосновую канифоль с последующей протиркой жала сухим чистым бязевым лоскутом. Встряхивать электропаяльник на рабочем месте категорически запрещается.
10. При монтаже использовать флюсы и припои, указанные в КД, НД: ФКЭТ, ФКСП, ФПЭт и др. ПОС-61, ПОССу-61 и др. по ОСТ 4ГО. 033.200.
11. Флюс ФКЭт 30% концентрации применять для пайки соединителей без удаления остатков флюса после пайки.
12. Откусанные концы проводов, их жил и изоляции, отрезанные концы лент, нитей, трубок, плетенок в процессе работы собрать в тару цеховую для отходов.
13.Сечение проводов запаиваемых в контакт соединителя ОНЦ-БМ должно быть не более 0,14 мм2. Сечение проводов, запаиваемых в контакт соединителя ОНЦ-БС должно быть не более 0,5 мм2.
14. Условные обозначения соединителей ОНЦ-БС, изготавливаемых по бРО.364.030 ТУ смотри эскиз 1.
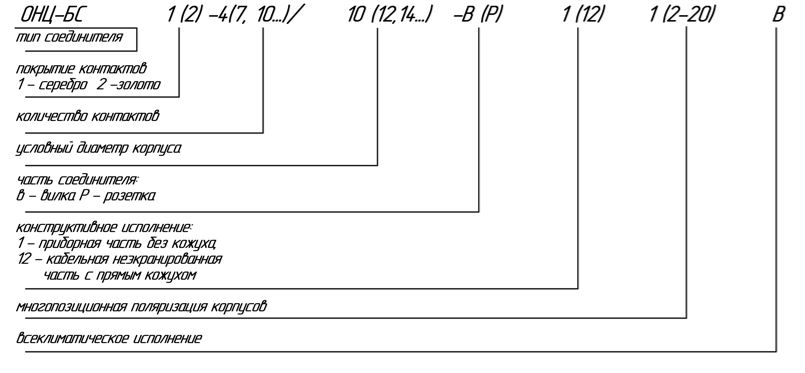
эскиз 1
15. Условные обозначения соединителей ОНЦ-БМ, изготавливаемых по бРО.364.031 ТУ смотри эскиз 2.
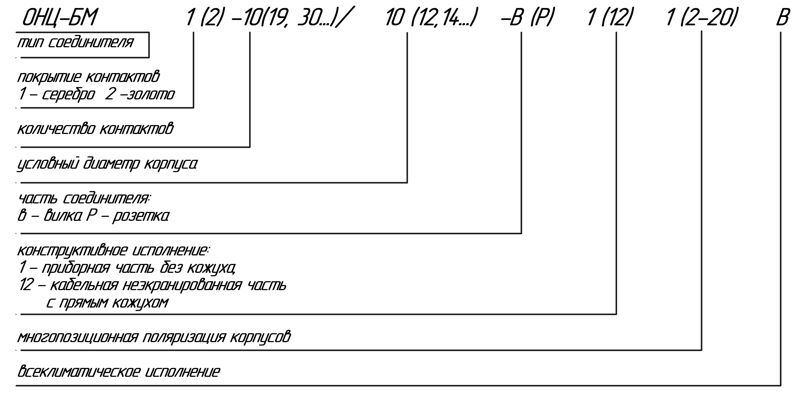
эскиз 2
16. Соединители устанавливать в приспособлении так, чтобы ключ находился в положении, оговорённом в чертеже по отношению к стволу. Срезы контактов должны быть обращены в сторону электромонтажника.
17. Изоляция провода не должна иметь повреждений (поджоги, надрезы и другие дефекты), снижающие механическую и электрическую прочность. Допускается местное потемнение и оплавление изоляции провода, вызванное электрообжигом или следы от инструмента, не нарушающие её целостность.
18. Провода, подходящие к контактам не должны иметь натяжения.
19. Пайку проводов к контактам соединителя производить по рядам, начиная с наиболее удалённого ряда.
20. Если перемычки составляют до 30 % заполняемости контактов соединителя, рекомендуется их распайку производить внутри соединителя (данная рекомендация распространяется на распайку перемычек между соседними контактами при большей заполняемости).
21. Время сушки клея БФ-4 не контролировать, обеспечивается в процессе дальнейшего технологического цикла изготовления кабеля (жгута).
22. Протирку спиртом платы соединителя и платы теплоотвода перед их стыковкой производить по ТИ.
23. При перерыве в работе соединитель с приспособления не снимать, в этом случае соединитель с разделанными проводами закрыть лоскутом марлевым или бязевым.
24. Заливку розеток ОНЦ-БС; ОНЦ-БМ компаундами производить в сочленённом положении с ответной частью.
25. Заливку компаундами герметичных вилок ОНЦ-БМ; ОНЦ-БС производить, используя крышки технологические.
26. Маркировку схемного обозначения соединителей с пластмассовыми корпусами производить согласно КД. Если в КД нет указания о способе маркировки – маркировку производить эмалью ЭП-140 с двух сторон; со стороны фиксатора и с противоположной стороны фиксатора.
27. Маркировку в случае четырёх и более знаков буквенно-цифрового обозначения, если они не помещаются на корпусе наносить на бумажной бирке.
28. Маркировку трубок из пластиката (бирок) производить по ТТП.
29. Пайку проводов в соединители выполнять по операции 015.
30. Монтаж соединителей при бескорпусной заливке выполнять по операции 020.
31. Сборку соединителей с кожухом в состоянии поставки для изделий, изготавливаемых по ОСТ 4ГО.010.016 выполнять по операции 030.
33. Использовать пакет полиэтиленовый, тару 7878-4099 для хранения и внутрицеховой транспортировки изделий в процессе технологического цикла изготовления, предварительно связав бухту кабеля (жгута) в 2-х, 3- х местах лентой киперной ЛЭ ГОСТ 4514-78 либо шнуром эластичным с текстильным покрытием. Отводы должны быть подвязаны к бухте.
34. Во время работы монтажник должен использовать комплект СИЗ по инструкции. Выполнять требования ИОТ для монтажника.
010 ПОДГОТОВИТЕЛЬНАЯ
01. Ознакомиться с чертежом, ИИ, ПИ (при наличии), обратив внимание на серию действия конструкторской документации. Сверить номер чертежа, ИИ, ПИ, вписанные в паспорт технологический, с документацией, указанной в чертеже. Проверить в технологическом паспорте закрытие всех предыдущих операций подписями исполнителей, мастера, представителей ОТК.
02. Получить заготовку кабеля (жгута), детали и комплектующие по комплектовочной карте.
03. Проверить комплектность согласно ТТП.
04. Проверить соединитель на чистоту, отсутствие механических повреждений согласно ТТП. Проверить детали на отсутствие механических повреждений и на чистоту визуально.
05. Проверить кабель (жгут), поданный на монтаж, на соответствие чертежу по ТТП.
- Рулетка 20 м
- Набор линеек ГОСТ 427-75
06. Обмотать конец кабеля (жгута) лентой изоляционной ПВХ в один слой на длине 30 – 50 мм для удобства установки деталей.
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ПВХ ГОСТ 16214-86
07. Разобрать соединитель (розетку).
08. Проверить отсутствие смазки на резьбе платы соединителя сухим чистым лоскутом бязевым. При наличии смазки удалить её чистым лоскутом бязевым, смоченным спиртом и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый ректификованный ГОСТ Р 55878-2013
09. Одеть кожух с гайкой (при наличии) на ответвление и продвинуть его на длину удобную для монтажа. Закрепить кожух на ответвлении лентой ПВХ. Снять обмотку с проводов на конце ответвления.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
10. Уложить плату соединителя в пакет полиэтиленовый. Закрепить пакет на ответвлении лентой ПВХ.
- Ножницы ГОСТ Р 51268-99
- Пакет полиэтиленовый
- Лента ПВХ ГОСТ 16214-86
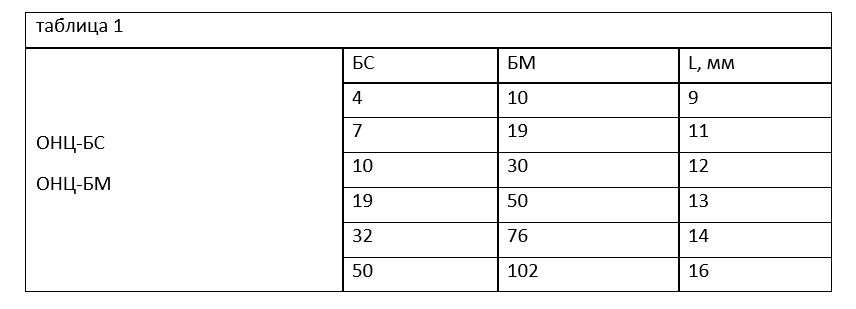
11. Выровнять монтируемое ответвление, промерить размер монтируемого ответвления по чертежу с учётом припуска на разделку и пайку в соединитель. Сделать на проводах метку маркером на месте снятия изоляции с провода с учётом припуска — размер L, смотри эскиз 3 (таблица 1).
- Маркер
- Набор линеек ГОСТ 427-75
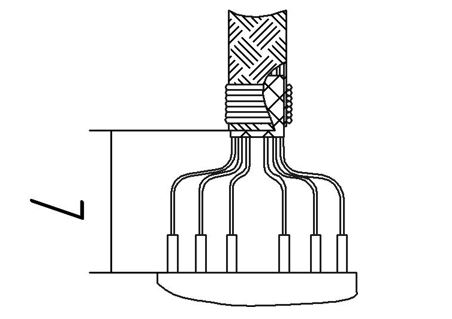
эскиз 3
12. Сдвинуть внешнюю оболочку кабеля (жгута) в сторону основной длины на расстояние удобное для монтажа. Закрепить бандажом из ленты ПВХ.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
13. Одеть шаблон соединителя, соответствующий типу соединителя, согласно маркировке на проводах.
- Шаблон 7845-40ХХ
14. Установить технологический бандаж из ленты ПВХ на проводах ниже шаблона.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
15. Прозвонить кабель (жгут) на соответствие схеме электрической согласно ТТП после установки шаблонов на все ответвления. Восстановить технологический бандаж на проводах ниже шаблона.
- Прозвоночное устройство, встроенное в стол электромонтажника.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
16. Осмотреть теплоотвод на чистоту, на отсутствие механических повреждений, на отсутствие повреждения контактов теплоотвода. В качестве теплоотвода может быть применена ответная часть соединителя.
17. Снять пакет с платой соединителя с ответвления.
18. Состыковать плату паяемого соединителя с теплоотводом, соединив предварительно направляющие платы и теплоотвода. Стыковку платы соединителя с теплоотводом производить полную, т.е. до упора с завинчиванием байонетных обойм, при этом полное сочленение соединителя определяется по характерному щелчку, производимому байонетной обоймой в конце хода (вращения). При стыковке-расстыковке розетки ОНЦ не должно наблюдаться свободного осевого люфта обоймы. При наличии свободного хода и отсутствия щелчка розетку ОНЦ необходимо заменить. При стыковке соединителя и теплоотвода соблюдать осторожность, т.к. неправильная стыковка может привести к поломке соединителя.
19. Установить состыкованный соединитель с теплоотводом в приспособление 0870-4054.
20. Навесить ответвление кабеля (жгута) на приспособление для вертикальной пайки так, чтобы метка маркера на проводах находилась на уровне контактов платы соединителя. Снять размерный бандаж из красной изоленты.
- Приспособление 0870-4054
21. Загнуть концы проводов, продетые в шаблон соединителя в сторону основной длины ответвления и закрепить бандажом из ленты ПВХ к стволу ответвления.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
22. Произвести перед пайкой протирку платы соединителя со стороны пайки спиртом с помощью кисти капроновой.
- Тара для ЛВЖ или тара цеховая
- Спирт этиловый ректификованный ГОСТ Р 55878-2013
- Кисть КФК-12(14) ГОСТ 10597-87
015 ПАЙКА ПРОВОДОВ В СОЕДИНИТЕЛЬ
01. Вынуть из шаблона конец провода, примерить его по контакту и откусить излишки провода бокорезами. Длина провода должна быть такой, чтобы после монтажа провода не имели натяжения.
- Бокорезы Lindstrom 8151 или Stayer 2218-5
02. Зачистить конец провода под лужение на длину 8 – 10 мм с помощью электроножа, снять изоляцию с провода и скрутить жилу провода по заводскому повиву. Если к контакту подходят два и более проводов зачистку производить на длину 15 – 20 мм. Скручивание должно быть таким, чтобы при пайке не происходило отставания отдельных проволочек от основной жилы.
Скручивание проводов сечением до 0,12 мм2 и менее следует производить пальцами рук, свыше 0,12 мм2 – плоскогубцами со шлифоваными губками.
При зачистке провода МС(Э)О 26-15 снять изоляцию с провода пальцами рук с применением хлопчатобумажной ткани или пинцетом, на концы которого должны быть надеты трубки изоляционные, раскрутить жилу провода, развести проволочки веером, снять слой суспензии фторопласта 4Д по всей длине жилы пальцами рук, и скрутить жилу провода по заводскому повиву.
При зачистке провода марки МК27 – с изоляцией, содержащей стекловолокно:
- снять наружную изоляцию с провода пальцами с применением хлопчатобумажной ткани или пинцетом, на концы которого должны быть надеты трубки изоляционные;
- расплести внутреннюю изоляцию (стекловолокно), скрутить и откусить её средней режущей частью кусачек на расстоянии не менее 0,5 мм от торца внешней изоляции жилы.
Провод при откусывании внутренней изоляции должен быть прямым, при этом не допускается подрезка отдельных проволочек.
- Электронож 0890-4028
- Бокорезы Lindstrom 8151 или Stayer 2218-5
- Пинцет ПА-15 ТУ64-1-37-78
- Плоскогубцы 7814-0291 ГОСТ 17440-93
03. Нанести флюс на жилу провода. Количество флюса должно быть минимальным. Лудить припоем. При лужении следить за тем, чтобы припой не затекал под изоляцию провода, для чего 0,2 – 1,5 мм от торца изоляции не олуживать. Время лужения не более 5 сек. Размер дан для визуального контроля.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ64-1-37-78
- Тара для ЛВЖ или тара цеховая
- Припой ПОС-61 ГОСТ 21930-76 или припой согласно КД
- Флюс ФКЭТ ОСТ4 ГО.033.200 или флюс согласно КД (НД)
04. Откусить олуженную жилу кусачками на длину от торца изоляции:
3,5 – 4,5 мм для контактов соединителя ОНЦ-БС.
3 мм для контактов соединителя ОНЦ-БМ.
- Бокорезы Lindstrom 8151 или Stayer 2218-5
- Набор линеек ГОСТ 427-75
05. Надеть на провод изоляционную трубку и сдвинуть в сторону удобную для монтажа. При бескорпусной заливке соединителя изоляционные трубки не устанавливать.
06. Отрихтовать проводник (выполнить формовку), смотри эскиз 3 табл 1. При бескорпусной заливке соединителя высоту рихтовки контролировать при помощи заливочной формы. Заливочную форму выбирать согласно технологическому паспорту.
Проводник к контакту должен подходить без натяжения. Длина проводов, подходящих к контактам соединителя, расположенных ближе к центру должна быть пропорционально уменьшена. Формовку провода производить круглогубцами, на губки которых надеты изоляционные трубки.
- Круглогубцы 7814-0113 ГОСТ 7283-93
07. Нанести флюс в контакт соединителя. Количество флюса должно быть минимальным. Флюс не должен растекаться за пределы пайки.
- Тара для ЛВЖ или тара цеховая
- Флюс ФКЭТ ОСТ4 ГО.033.200 или флюс согласно КД (НД)
08. Вставить олуженную жилу провода в контакт соединителя, соответствующий номеру контакта на шаблоне, на всю его глубину до упора, смотри эскиз 4. Зазор L между контактом соединителя и изоляцией провода, должен быть:
для ОНЦ-БС 0,2 – 1,5 мм;
для ОНЦ-БМ 0,12 – 1,5 мм.
Размер дан для визуального контроля.
Пинцет ПА-15 ТУ64-1-37-78
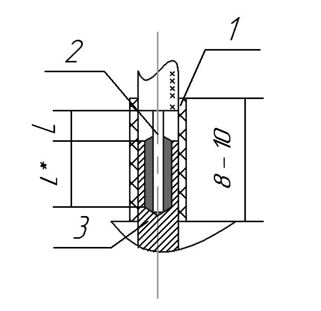
1 – трубка изоляционная; 2 – жила провода; 3 — контакт соединителя L*: — для ОНЦ-БМ – 2,5±0,2; для ОНЦ-БС – 3±0,2
эскиз 4
09. Паять жилу провода припоем ПОС-61 или припоем согласно КД с помощью электропаяльника.
Продолжительность пайки для соединителя:
ОНЦ-БС – не более 8 сек,
ОНЦ-БМ – не более 4 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ64-1-37-78
- Припой ПОС-61 ГОСТ 21930-76 или припой по КД
10. Паять ряд контактов по переходам с 1 по 09 данной операции.
11. Очистить место пайки при необходимости от нагара:
- при использовании флюса ФКЭТ — сухой капроновой кистью
- лоскутом бязевым или кистью слегка смоченным в спирте при использовании флюсов других марок. При этом спирт не должен затекать внутрь соединителя.
Протирка паек проводов сечением 0,08 и менее не допускается.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый ректификованный ГОСТ Р 55878-2013
- Кисть КФК-12(14) ГОСТ 10597-87
12. Проконтролировать качество пайки. Паяная поверхность должна быть гладкой, без загрязнений, инородных включений, не должна иметь пор, вздутий, пузырей, трещин, наплывов и острых выпуклостей припоя. Припой должен залить места соединения, со всех сторон, заполняя щели и зазоры между жилой провода и контактом, смотри эскиз 4.
Проверить отсутствие натяжение провода, целостность изоляции. Проверить плату соединителя на чистоту.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
13. Предъявить пайку ряда контактов ОТК.
14. Контроль ОТК
Проверить качество пайки. Паяная поверхность должна быть гладкой, без загрязнений, инородных включений, не должна иметь пор, вздутий, пузырей, трещин, наплывов и острых выпуклостей припоя. Припой должен залить места соединения, со всех сторон, заполняя щели и зазоры между жилой провода и контактом, смотри эскиз 4.
Проверить плату соединителя со стороны пайки на чистоту визуально. Проверить отсутствие натяжения проводов, целостность изоляции визуально.
Сделать отметку подписью в паспорте технологическом о выполненной работе.
Закрасить пайку лаком НЦ-62 красного цвета на соединителе ОНЦ-БС. Лак наносить в виде небольшого аккуратного мазка.
На соединителях ОНЦ-БМ пайка не закрашивается.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Ручка шариковая
- Набор линеек ГОСТ 427-75
- Тара для ЛВЖ или тара цеховая
- Лак НЦ-62 ТУ 2314-064-00204211-2009
16. Надвинуть на контакты трубки изоляционные.
- Пинцет ПА-15 ТУ64-1-37-78
17. Проложить лоскут бязевый между рядами соединителя для исключения загрязнения платы и напаянных проводов. Лоскут в зоне пайки должен быть чистым.
- Бязь отбеленная ГОСТ 29298-2005
18. Выполнить переходы с 10 по 17 данной операции для каждого ряда контактов соединителя.
19. Вынуть лоскут бязевый.
20. Перемешать деревянной палочкой шпатлевку ЭП-0010, приготовленную по ТИ, до получения однородной массы. Наличие осадка не допускается. Ввести деревянной палочкой шпатлёвку ЭП-0010 во все шпоночные канавки платы соединителя со стороны пайки. Допускается данный переход выполнять в операции 010 «Подготовительная».
- Тара цеховая для шпатлевки
- Шпатлевка ЭП-0010 ОСТ92-1542-83
- Деревянная палочка
21. Открепить концы проводов с шаблоном соединителя от ствола отвода, снять бандажи технологические. Открепить зажимы приспособления, крепящие ствол. Снять кабель с приспособления.
020 Заделка наружной защиты
01. Сдвинуть наружную защиту в сторону соединителя, подрезать наружную защиту по месту. Установить бандаж из ленты изоляционной в 2 – 3 слоя на месте выхода проводов из корпуса соединителя (заливки). Надвинуть наружную защиту на бандаж и закрепить её бандажом из капроновых нитей 3К или нитей согласно КД, отступив от торца наружной защиты 1+1 мм, смотри эскиз 5. Ширина бандажа 7+1 мм, смотри эскиз 4. Бандаж должен выходить из корпуса или заливки на 1 – 5 мм.
- Бокорезы Lindstrom 8151 или Stayer 2218-5
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ЛСКЛ 155/180 ТУ 3491-010-31885305 или лента изоляционная по КД
- Нить капроновая 3К ОСТ 17-330-84 или нить, жгут по КД
02. Покрыть бандаж клеем БФ-4
- Тара для ЛВЖ или тара цеховая
- Клей БФ-4 ГОСТ 12172-2016
- Кисть КХЖК №3 ТУ 17-15-07-89
03. Сушить бандаж 10 – 15 минут при температуре 15 – 35 °С. Время сушки не контролировать.
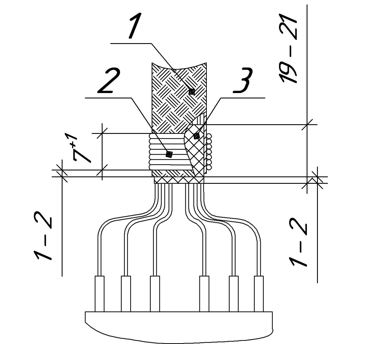
1 – наружная защита; 2 – бандаж из нити капроновой 3К; 3 лента ЛСКЛ
эскиз 5
04. Отстыковать теплоотвод. Проверить плату соединителя на чистоту, отсутствие механических повреждений визуально. Проверить отсутствие натяжения проводов и целостность изоляции проводов визуально. Проверить наличие шпатлёвки в шпоночной канавке платы соединителя со стороны пайки. Проверить размеры и заделку проводов, наружной защиты в соединителе согласно эскизу 5. Сделать отметку о выполненной работе.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Ручка шариковая
Контроль ОТК
Проверить плату соединителя на чистоту, отсутствие механических повреждений визуально. Проверить отсутствие натяжения проводов и целостность изоляции проводов визуально. Проверить наличие шпатлёвки в шпоночной канавке платы соединителя со стороны пайки. Проверить размеры и заделку проводов, наружной защиты в соединителе согласно эскизу 5. Сделать отметку о выполненной работе.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Ручка шариковая
030 СБОРКА РОЗЕТОК С КОЖУХОМ В СОСТОЯНИИ ПОСТАВКИ
01. Сдвинуть кожух розетки к плате соединителя.
02. Обезжирить резьбу платы и резьбу гайки кожуха лоскутом бязевым, смоченным в:
бензине-растворителе — для изделий, изготавливаемых по инструкции;
спирте — для изделий, изготавливаемых по по ОСТ 4ГО.010.016;
- Тара для ЛВЖ или тара цеховая
- Бензин-растворитель ТУ 38.401-67-108-92
- Спирт этиловый ректификованный ГОСТ 5962-2013
03. Сушить обезжиренные поверхности 15 – 20 мин при температуре 15 – 35 °С. Время сушки не контролировать.
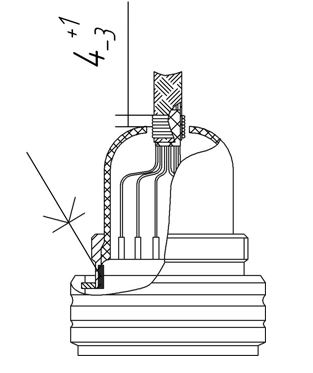
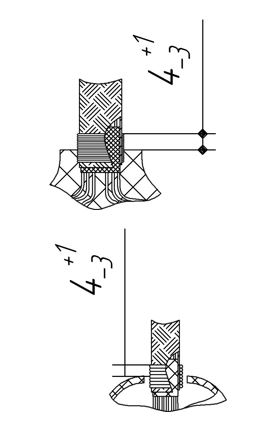
эскиз 6
04. Нанести клей ЭЛ-20, приготовленный по ТИ, тонким слоем на всю резьбу гайки деревянной палочкой смотри эскиз 6.
- Тара цеховая для клея
- Клей ЭЛ-20 ОСТ 92-0949-2013
- Палочка деревянная
05. Навернуть корпус на соединитель до упора пальцами. Не допускается проворачивание ствола и перекос корпуса. Удалить излишки клея лоскутом бязевым. Отметить время нанесения клея в паспорте технологическом. Жизнеспособность клея ЭЛ-20 при температуре 15 – 35 °С до 5 часов.
- Ручка шариковая
- Тара цеховая для клея
- Клей ЭЛ-20 ОСТ 92-0949-2013
- Бязь отбеленная ГОСТ 29298-2005
Промежуток времени между переходами 04 и 05 не должен превышать 10 минут, время не контролировать.
06. Время сушки клея ЭЛ-20 — 48 часов при температуре 15 – 35°С Записать время окончания отверждения клея в паспорт технологический. Допускается ускоренная сушка 4 часа при температуре 15 – 35 °С, затем 10 часов при температуре 50 – 60 °С или 6 часов при температуре 70 – 80 °С. В случае, если последующие монтажные работы не связаны с механической нагрузкой на резьбовое соединение, разрешается их проведение во время сушки клея.
07. Заклеить лентой ПВХ отверстие под заливку для предохранения от загрязнения внутренней полости корпуса соединителя.
- Ножницы ГОСТ Р 51268-99
- Лента ПВХ ГОСТ 16214-86
08. Проверить отсутствие перекоса корпуса соединителя визуально. Проверить плату соединителя со стороны стыковки на чистоту, на отсутствие механических повреждений визуально. Проверить выход нитяного бандажа из кожуха соединителя (размер 4 +1-3) Проверить наличие клея ЭЛ-20 на резьбовом соединении, визуально. Проверить отсутствие клея под гайкой соединителя визуально. Проверить время сушки клея ЭЛ-20 по паспорту технологическому. Установить крышку на соединитель. Сделать отметку подписью в паспорте технологическом о выполненной работе.
- Ручка шариковая
09. Установить на соединитель приспособление с целью исключения обрыва проводов. Ответвление кабеля и кожух соединителя не должны проворачиваться.
- Приспособление 7820-46ХХ….
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ПВХ ГОСТ 16214-86
10. Свернуть кабель (жгут) в бухту, диаметр которой равен 20 – 30 диаметров ствола. Уложить кабель (жгут) в тару упаковочную.
- Рулетка 20 м
- Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166-89
- Тара цеховая
10. Контроль ОТК
Снять приспособление с соединителя. Снять крышку с соединителя. Проверить плату соединителя со стороны стыковки на чистоту, на отсутствие механических повреждений визуально. Проверить выход бандажа из нити из кожуха (размер 4 +1-3, смотри эскиз 6. Проверить наличие клея ЭЛ-20 на резьбовом соединении, визуально. Проверить отсутствие клея под гайкой соединителя визуально. Проверить время сушки клея ЭЛ-20 по паспорту технологическому. Установить крышку на соединитель. Установить приспособление на соединитель. Сделать отметку подписью в паспорте технологическом о выполненнойработе.
- Ручка шариковая
- Клеймо ОТК
- Набор линеек ГОСТ 427-75
- Штемпельная подушка для печатей и штампов.
- Краска штемпельная ТУ 6-15-459-80