Монтаж и пайка плетенки ПМЛ в наконечник ОСТ 92-0528-70
Технологический процесс
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Внимание! К работе по данному технологическому процессу допускаются исполнители, изучившие настоящий технологический процесс, требования по охране труда правила противопожарной безопасности и аттестованные на данные работы.
01. Работу выполнять на столе электромонтажника, удовлетворяющем нормам чистоты. Под нормами чистоты понимается отсутствие пыли, грязи грязи, посторонних предметов, оснастки и инструмента, не участвующих в данном технологическом процессе.
02. Приспособления и инструмент, применяемые при монтаже кабелей, не должны иметь острых кромок, заусенцев, следов коррозии и загрязнений, должны быть замаркированы, иметь действующие сроки аттестации.
03. Средства измерения должны иметь действующие сроки поверки, смотри свидетельства калибровки (поверки).
04. Все работы производить в сухом, чистом помещении с температурой воздуха (15-30)°С и относительной влажностью воздуха (40-80)%. Контроль осуществляет мастер с помощью гигрометра ВИТ-1 при температуре до 25ºС, свыше 25ºС — ВИТ-2 с записью результатов в журнале.
05. Откусанные концы проводов, их жил и изоляции, отрезанные концы лент, нитей, трубок, в процессе работы собрать в тару цеховую для отходов. Отходы проводов собирать отдельно по маркам.
06. При измерении времени больше минуты пользоваться бытовыми часами, меньше минуты- методом отсчета 1и, 2и, 3и и так далее. При перерыве в работе место пайки закрывать лоскутом бязевым.
07. Пайку выполнять при включенной общеобменной приточно-вытяжной и местной вытяжной вентиляции.
08. Температура плавления припоя ПОС-61 +190°С. Температура нагрева электропаяльника должна быть на 30 – 80 °С выше температуры плавления припоя.
09. Температуру нагрева электропаяльника контролировать прибором НАККО FG-100 не реже 4-х раз за смену и после перерывов в работе.
10. Нагар с электропаяльника удалять опусканием жала паяльника в сухую сосновую канифоль с последующей протиркой жала сухим, чистым лоскутом бязевым. Встряхивать электропаяльник на рабочем месте категорически запрещается.
11. Заточка жала паяльника на рабочем месте не допускается. Данный вид работ производить на специально оборудованном верстаке.
12. Использовать пакет полиэтиленовый, тару 7878-4099 для хранения и внутрицеховой транспортировки изделий в процессе технологического цикла изготовления, предварительно связав бухту кабеля в 2-х, 3-х местах лентой киперной ЛЭ ГОСТ 4514-78, либо шнуром эластичным с текстильным покрытием.
Внимание! По истечению 180 суток с момента лужения наконечника ОСТ 92-0528-70 изготовителем провести повторное лужение припоем ПОС 61 при помощи паяльника с указанием в технологическом паспорте даты лужения.
010 ПОДГОТОВИТЕЛЬНАЯ
01. Получить заготовку кабеля, наконечник(и) и материал согласно карте комплектации.
02. Вынуть заготовку кабеля, КД и технологический паспорт из пакета п/э.
Пакет полиэтиленовый
03. Сверить чертежный и индивидуальный номер на бирке заготовки кабеля с номером в технологическом паспорте и КД.
04. Ознакомиться с чертежом, предварительным извещением (при наличии), обратив внимание на серию действия конструкторской документации.
Сверить номер чертежа, последних извещений об изменениях, предварительного извещения (при наличии), указанного в технологическом паспорте с данными конструкторской документации.
05. Проверить маркировку наконечника(ов) на соответствие карте комплектации технологического паспорта и КД.
06. Проверить наконечник на отсутствие механических повреждений и на чистоту, визуально.
07. Указать в технологическом паспорте дату лужения наконечника(ов).
Ручка
08. Проверить размеры заготовки кабеля на соответствие КД. Длина вывода плетенки на корпус изделия (в наконечник) от узла заделки должна быть 400 мм, если нет других указаний в КД
Рулетка
09. Проверить в технологическом паспорте закрытие предыдущих операций подписями исполнителей, мастера, представителей ОТК.
020 МОНТАЖ И ПАЙКА ПЛЕТЕНКИ В НАКОНЕЧНИК
01. Вытянуть и выпрямить плетенку ПМЛ.
02. Замерить вывод плетенки к наконечнику, излишки обрезать бокорезами. Конец плетенки должен быть ровно обрезан и не расплетён.
- Линейка измерительная ГОСТ 427-75
- Бокорезы Lindstrom 8151, или Stayer 2218-5
03. Обезжирить плетенку ПМЛ в месте пайки, протерев ее лоскутом бязевым, слегка смоченным спиртом. Протирка бензином и другими растворителями не допускается.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый технический гидролизный ректификованный ГОСТ Р 55878-2013
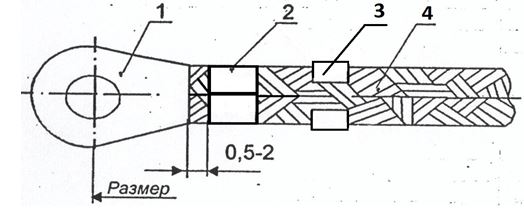
- — наконечник
- – первые лапки наконечника
- – вторые лапки наконечника
- – плетенка ПМЛ
Эскиз 1
04. Вставить плетенку в наконечник, обжать первые лапки наконечника (встык) на плетенке плоскогубцами со шлифованными губками, смотри эскиз 1.
При обжатии допускается местное нарушение покрытия плетенки. Проверить качество обжатия первых лапок наконечника визуально. Проверить размеры согласно эскизу 1.
- Плоскогубцы ГОСТ 17440-93
- Линейка измерительная ГОСТ 427-75
05. Нанести флюс ФКЭт на плетенку и первые лапки наконечника в зоне 5-6 мм палочкой из провода длиной 80-120мм, смотри эскиз 2. Количество флюса должно быть минимально.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200

- – наконечник;
- – первые лапки наконечника;
- – вторые лапки наконечника;
- – плетенка ПМЛ;
- – зона нанесения флюса и припоя
Эскиз 2
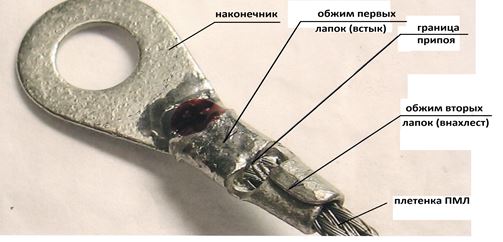
06. Паять первые лапки наконечника припоем ПОС-61 при помощи паяльника в зоне 5-6 мм, смотри эскиз 2. Припой должен спаять плетенку ПМЛ с внутренней и торцевой поверхностью первых лапок наконечника, а также покрыть торец плетенки.
Место выхода плетенки из наконечника и плетенка ПМЛ не должны быть спаяны с целью сохранения эластичности плетенки. В качестве теплоотвода применять пинцет медицинский. Продолжительность пайки не более 40 секунд.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
07. Проверить качество пайки. Паяная поверхность должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов, острых выпуклостей припоя, инородных вкраплений. Припой должен спаять плетенку ПМЛ с внутренней и торцевой поверхностью первых лапок наконечника, а также покрыть торец плетенки.
Место выхода плетенки из наконечника и плетенка ПМЛ не должны быть спаяны с целью сохранения эластичности плетенки. Наплывы припоя каплевидные или шиповидные не допускаются. Проверить размеры заделки согласно эскизу 2. Проверить длину вывода (плетенки) на соответствие чертежу. Проверить целостность прядей плетенки визуально.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Линейка измерительная ГОСТ 427-75
08. Обжать вторые (неспаянные) лапки наконечника на плетенке плоскогубцами со шлифованными губками.
Допускается обжим вторых лапок наконечника внахлест, смотри эскиз 3. При обжатии допускается местное нарушение покрытия плетенки.
Плоскогубцы 7814-0291 ГОСТ 17440-93
09. Проверить качество обжатия вторых лапок наконечника визуально.
Допускаются следы от инструмента. Не допускается нарушение покрытия наконечника.
Эскиз 3
10. Сделать отметку в технологическом паспорте о выполненной работе.
Ручка шариковая
030 КОНТРОЛЬНАЯ ОТК
01. Проверить качество пайки. Паяная поверхность должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов, острых выпуклостей припоя, инородных вкраплений.
Припой должен спаять плетенку ПМЛ с внутренней и торцевой поверхностью первых лапок наконечника, а также покрыть торец плетенки. Место выхода плетенки из наконечника и плетенка ПМЛ не должны быть спаяны с целью сохранения эластичности плетенки. Наплывы припоя каплевидные или шиповидные не допускаются.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
02. Проверить качество обжатия вторых лапок наконечника визуально. Допускаются следы от инструмента. Не допускается нарушение покрытия наконечника.
03. Проверить размеры заделки согласно эскизу 2.
Линейка измерительная ГОСТ 427-75
04. Проверить длину вывода (плетенки) на соответствие чертежу. Проверить целостность прядей плетенки визуально.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Линейка измерительная ГОСТ 427-75
05. Закрасить пайку лаком НЦ-62 красного цвета. Лак наносить на место спая в виде небольшого аккуратного мазка.
- Тара для ЛВЖ или тара цеховая
- Лак НЦ-62 ТУ2314-064-00204211-2009
- Кисть КХЖК №3 ОСТ 17- 888-81
06. Сделать отметку в технологическом паспорте о выполненной работе.
- Клеймо ОТК
- Ручка шариковая
- Штемпельная подушка для печатей и штампов.
- Краска штемпельная ТУ 6-15-459-80