Выбор плана контроля
Вида контроля и принятие решений при выполнении процедуры выборочного приемочного контроля по альтернативному признаку
1 Область применения
Настоящая инструкция устанавливает порядок статистического приемочного контроля по альтернативному признаку и принятие решений контролёрами ОТК при выполнении операции приёмочного контроля и распространяется на службу ОТК.
При разработке инструкции учтены требования ГОСТ Р ИСО 2859-1.
2 Нормативные ссылки
В настоящей инструкции использованы ссылки на следующие документы:
- ГОСТ Р ИСО 2859-1-2007 Статистические методы Процедуры выборочного контроля по альтернативному признаку. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества
- Методика «Система менеджмента качества. Порядок идентификации и обеспечение прослеживаемости продукции в производстве»
- Стандарт предприятия «Система менеджмента качества. Управление несоответствующей продукцией. Основные положения».
- Стандарт предприятия «Система менеджмента качества Контроль и проведение испытаний. Основные положения
-
Положение «Система менеджмента качества. Управление
несоответствующей продукцией. Положение о комиссии по принятию решений» -
Положение «Система менеджмента качества. Управление
несоответствующей продукцией. Положение об изоляторе брака».
3 Определения
В настоящей инструкции применяют следующие термины:
Партия – это группа изделий одного наименования и типоразмера, изготовленные за одну рабочую смену
Порционность – это оптимальное количество изделий одного наименования и типоразмера используемые для перемещения и складирования в производственной таре.
Изделие — единица продукции, выпущенная предприятием и поставленная по договору для эксплуатации и применения по назначению.
4 Обозначения и сокращения
- КД — конструкторская документация
- ОГТ — отдел главного технолога
- ОГК — отдел главного конструктора
- ОТК — отдел технического контроля
5 Организация проведения процедуры приемочного контроля на предприятии
5.1 Инженер-технолог при разработке рабочей инструкции на контрольную операцию указывает специальные характеристики контролируемых параметров (размеров) со следующими символами:
∆ ◊ ◊Т
1) Символ ∆ — специальная характеристика безопасности, соответствие нормам безопасности (указывается в КД).
2) Символ ◊ — специальная характеристика работоспособности, влияет на собираемость изделия (указывается в КД).
3) Символ ◊Т — специальные технологические характеристики (указывается технологом в ТД).
5.2 Параметры, имеющие не высокие требования по точности (прочие) в рабочей инструкции указываются без символов.
5.3 Процедура проведения выборочного приёмочного контроля контролёрами ОТК в производственных подразделениях
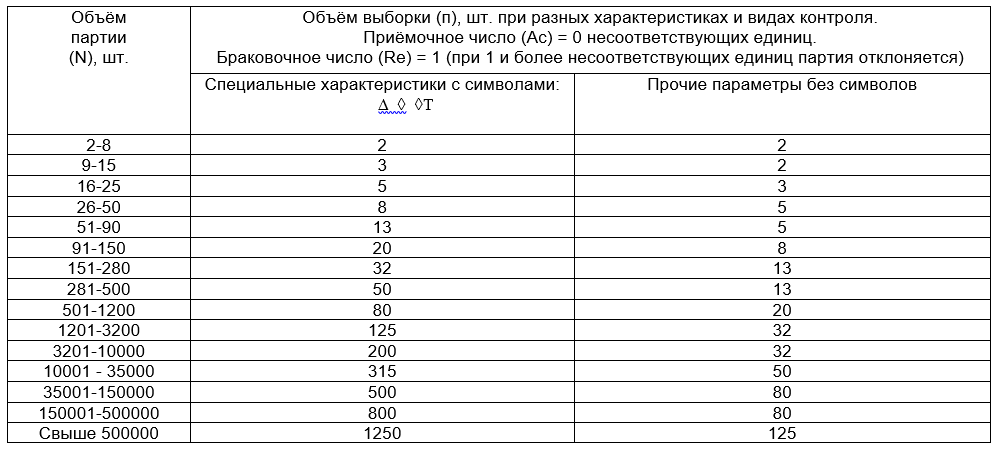
5.3.1 Контролер ОТК выполняет контроль партии предъявленной продукции на основании контрольной операции рабочей инструкции в объёме согласно Приложения А. Допускается порционная приемка продукции с записью результатов в сопроводительной карте.
5.3.2 Выборку изделий (деталей) для контроля производить с учетом порционности партии продукции произвольным способом (из разных рядов тары).
5.3.3 При контроле продукции приемочное число «0» браковочное число «1».
5.3.4 Результаты контроля считаются положительными, если параметры изделия соответствуют действующей рабочей инструкции.
5.3.5 При получении неудовлетворительных результатов контроля партия идентифицируется и возвращается цеху изготовителю.
5.3.6 Действия с несоответствующими изделиями и их регистрацию производить согласно действующих СТП.
5.3.7 Повторное предъявление продукции осуществляется после проверки в полном объеме приемо-сдаточных испытаний сплошным контролем, анализа причин брака и принятия мер по их устранению.
5.3.8 Если повторные испытания дали отрицательный результат, решение о дальнейших испытаниях данной партии изделий принимается комиссией на основании Положения о комиссии по принятию решений
ПРИЛОЖЕНИЕ А
Объем выборки при разных характеристиках и видах контроля