Управление трафаретами
Цель
Обеспечить единый порядок разработки и заказа трафаретов (стенсилов) для выполнения технологических операций по нанесению паяльной пасты на контактные площадки печатных плат.
Термины, определения и сокращения
- Проектирование трафаретов (стенсилов) — создание в электронном виде гербер-файлов и чертежей с описанием требований на изготовление необходимого типа трафарета:
а). трафарета, закрепленного на жесткую раму;
б). трафарета, самонатягивающегося на раму;
в). трафарета для ручного нанесения паяльной пасты на печатную плату.
- БППиТ – бюро подготовки производства и технологий.
- IPC – международная организация по стандартизации.
- ПП – печатные платы.
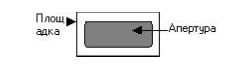
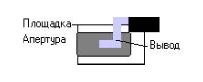
- Апертура – отверстие, окно в трафарете.
- mil. мил – мера длины, в которой часто выражают значение толщины материала, в основном бумаг, пленок. 1 мил = 0,0254 мм.
Действие и ответственность
Действие данной инструкции распространяется только на электронные изделия, выпускаемые цехом.
Ответственность за управление трафаретами несет начальник цеха.
Показатели процесса
Количество случаев выпуска несоответствующей продукции из-за некачественного трафарета.
Описание процесса
5.1. Проектирование и заказ трафарета (стенсила).
Проектирование (создание гербер-файлов) стенсила осуществляется при подготовке к производству новых изделий или доработке изделий.
Руководством к началу проектирования стенсила служит план-график выполнения работ на конкретное изделие.
Проектирование трафарета осуществляет БППиТ. Решение о выборе типа трафарета принимает рабочая группа в составе: начальник цеха, начальник БППиТ.
Инженер-конструктор по печатным платам и трафаретам разрабатывает гербер-файлы на трафарет согласно утвержденным к запуску в производство гербер-файлам на плату (мульти-модульную плату), руководствуясь при этом стандартом IPC 7525 «Stencil Design Guidelines» и Приложением А («Основные принципы разработки трафаретов») данной инструкции.
К комплекту гербер-файлов трафарета на жесткой раме прилагается файл в формате Word на русском или английском языке (в зависимости от выбранного изготовителя) с описанием чертежа требуемой конструкции трафарета.
К комплекту гербер-файлов для самонатягивающегося на раму трафарета прилагается файл в формате Word с описанием чертежа требуемой конструкции трафарета или по формам заявок предприятий — изготовителей.
Заказ трафарета для ручного нанесения паяльной пасты осуществляется по формам заявок предприятий — изготовителей.
Заказ трафаретов осуществляет инженер-конструктор по ПП и трафаретам.
Гербер-файлы размещаются на сервере конструктором по печатным платам в папках по изделиям.
5.2. Согласование трафарета с изготовителем и контроль процесса изготовления.
Согласование трафарета с изготовителем и контроль процесса изготовления осуществляет инженер – конструктор по ПП.
До отправки самого трафарета изготовитель направляет для проверки и одобрения фотографии и гербер-файлы, по которым был изготовлен трафарет.
Инженер–конструктор по ПП сравнивает присланные фотографии и гербер-файлы с оригиналами гербер-файлов на плату (мультиплату).
При положительном результате проверки фотографий и гербер-файлов (при отсутствии замечаний) инженер – конструктор по ПП сообщает изготовителю о предварительном одобрении изготовленного трафарета.
При отрицательном результате проверки инженер–конструктор по ПП направляет замечания изготовителю для устранения несоответствий.
5.3. Приемка, испытание, введение в эксплуатацию, учёт и хранение трафаретов.
Инженер-технолог по подготовке производства направляет полученный от производителя трафарет в цех для проведения испытаний и приемки в эксплуатацию и передает его инженеру по по наладке и испытаниям. Инженер по наладке и испытаниям регистрирует трафарет в журнале учета трафаретов (Приложение Б).
Перед использованием в производстве трафарет (стенсил) должен быть проверен на оборудовании цеха. Проверку осуществляет инженер по наладке и испытаниям в присутствии инженера-конструктора по печатным платам, инженера – технолога по процессам и инженера – технолога по подготовке производства.
Проверка осуществляется визуально путем совмещения апертур трафарета с рисунком контактных площадок печатной платы, измерением штангенциркулем толщины трафарета, проверкой качества отпечатков паяльной пасты после нанесения на первую плату.
Результаты проверки оформляются в бланке проверки трафарета (Приложение В).
При положительном результате проверки гербер-файлы на полученный трафарет остаются в папках на изделия на сервере, отсканированный бланк проверки трафарета (Приложение В) помещается в эту же папку на сервере.
При отрицательном результате проверки трафарет бракуется, инженер по наладке и испытаниям вносит соответствующие записи в журнал учета трафаретов и сообщает нач. БППиТ о результатах проверки. Инженер-конструктор по ПП составляет отчет для выставления претензии поставщику и перемещает гербер-файлы на полученный трафарет на сервер в архив папки на изделие.
Процесс заказа, получения и проверки трафарета возобновляется с п. 5. 2. настоящей инструкции.
В случае принятии решения о применении или запрете использования трафарета в производстве, статус трафарета регистрируется в журнале учета трафаретов (Приложение Б): годный (использовать в производстве), несоответствующий (забраковать поставщику).
Журнал ведет инженер по наладке и испытаниям. Журнал хранится в цехе. На каждый трафарет наносится маркировка (Приложение Г). Маркировка для трафаретов на раме наносится непосредственно на раму, маркировка для натяжных трафаретов наносится как на конверт для трафарета (номер трафарета и название изделия), так и на сам трафарет. При наличии нескольких трафаретов для одного изделия, они помечаются на этикетке надписью Основной, Резервный 1, Резервный 2 и т.д.
Решение об использовании резервных трафаретов принимается по мере необходимости (при неисправности основного, при параллельном запуске изделий на нескольких линиях), при этом качество работы трафаретов проверяется визуально.
Трафареты на раме, постоянно находящиеся в работе, хранятся в помещении цеха на специальных тележках, а натяжные трафареты — в специальных конвертах на тележках. Трафареты, потребность в которых возникает периодически, и трафареты изделий, снятых с производства, хранятся в специальном стеллаже в зоне длительного хранения.
5.4. Текущая замена трафарета.
Основанием к заказу нового трафарета, взамен вышедшего из строя из-за физического износа или повреждения в процессе эксплуатации, является заявка (Приложение Д) начальника цеха, утвержденная директором по производству. На основании заявки директору по закупкам направляется служебная записка, согласованная с директором по производству, о заказе на изготовление нового трафарета.
При получении нового трафарета, взамен вышедшего из строя, процедура приемки — согласно разделу 5. 3 данной инструкции.
Приложение А
(обязательное)
Основные принципы разработки трафаретов
Размер апертуры относительно размеров контактной площадки
Рекомендуется, чтобы открытая часть апертуры:
для компонентов с шагом больше 0,65 мм (25mil)), была неизменна;
для компонентов с шагом 0,65 мм (25mil) и меньше, была меньше, чем размер контактной площадки.
Главным образом, это нужно для:
увеличения эффекта «прокладки» между контактной площадкой и нижней стороной трафарета;
предотвращения образования перемычек между контактами компонентов с малым шагом.
Рекомендуемые размеры контактных площадок и апертур:
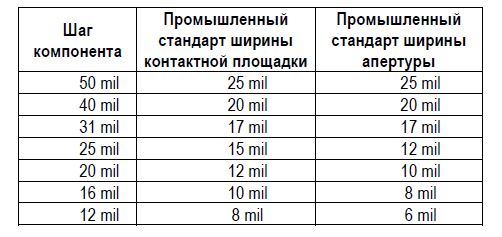
Уменьшение ширины апертуры производится эквивалентно, с каждой из ее сторон, таким образом, чтобы апертура располагалась по центру контактной площадки.
Длины апертур должны уменьшаться на одинаковые значения для уменьшения вероятности образования свободных шариков припоя.
Апертуры должны сдвигаться на внешний край площадки для уменьшения вероятности образования «подмикросхемных» шариков припоя.
Форма апертуры
Различные формы апертур применяются для достижения меньшего расхода пасты, обеспечения ее стабильного нанесения на печатную плату, а также уменьшения или устранения условий образования шариков припоя. Главным образом, это прямоугольник со скругленными углами.
Толщина трафарета
Толщина трафарета является важной частью конструкции трафарета. Оптимальное попадание пасты на печатную плату определяется следующими взаимосвязанными параметрами, такими как размер контактной площадки, размер открытой части апертуры и толщины фольги трафарета. Тогда как размер апертуры может быть примерно равен размеру контактной площадки, слишком тонкий или наоборот, слишком толстый трафарет, может привести к недостаточному распределению паяльной пасты на трафарете.
Это соотношение также известно под именем «Показатель» (Aspect). «Показатель» — это разница сил, вытягивающих пасту из апертуры на контактную площадку, и удерживающих ее в апертуре отверстия.
Действие этих сил выражается величиной, называемой Коэффициент Показателя (Aspect Ratio). Для того, чтобы паста легла на контактную площадку, поверхностное натяжение паяльной пасты должно быть больше по величине, чем сила притяжения пасты к стенкам апертуры.
Для расчетов необходимо использовать наименьшую из применяемых на данной печатной плате апертур.

Например, трафарет, вырезанный лазером, с 16 mil выводами компонентов (с шириной апертуры 8 mil), должен иметь максимальную толщину фольги 6 mil [6 x 1.2 = 8]
Трафарет должен всегда иметь коэффициент Втягивающего Натяжения Пасты (Paste Pulling Tension) 0.2 или выше.
(Примечание): трафарет может быть в исполнении «с переменной толщиной» для уменьшения толщины фольги в тех местах, где расположены компоненты с малым шагом выводов. Это позволяет использовать более толстый трафарет для других частей печатной платы.
Рекомендуется, чтобы стандартные, с большим шагом (>31 mil) апертуры были слегка увеличены (то есть выполнены 1:1 с контактной площадкой) при использовании фольги с толщиной
Рекомендуется в слое Top Silk наносить маркировку (гравировку), содержащую: название изделия, версию, дату изготовления.
Трафареты для печати клея
Для печати клеев рекомендуются вырезанные лазером трафареты из нержавеющей стали.
Для апертур, с минимальным расстоянием меньше, чем 15 mil, должны использоваться трафареты, вырезанные лазером, с последующей электрополировкой. Для случаев, где применимы более обширные допуски, могут использоваться трафареты, изготовленные химическим травлением.
Толщина трафарета 8 mil является типичной используемой толщиной фольги для трафаретов. Для большинства случаев, когда используется обычный набор пассивных компонентов, пригодна толщина от 6 до 12 mil.
Дизайн апертуры
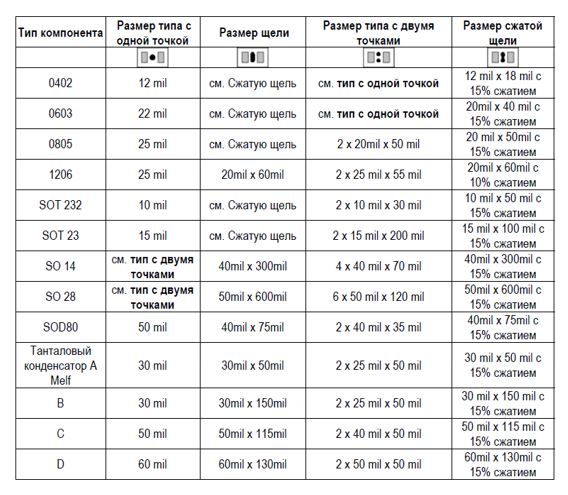
Расположенная ниже таблица отражает рекомендуемые формы апертур и размеры для наиболее распространенных компонентов. Для нанесения клея рекомендуется форма апертуры в виде двух точек или щели, поскольку они дают максимальное окно для нормального приклеивания и, соответственно, правильного размещения компонента.
Сжатая щель или овал являются модификациями типичной щелевой апертуры и разработаны для улучшения воздухоотводящих характеристик апертуры.
Рекомендуемые размеры апертуры
Приведены для трафарета толщиной 8 mil, вырезанного лазером, с электрополировкой.
Требования к конструированию трафарета.
1. Размер рамы (29×29) дюймов (736.6× 736.6 мм), предпочтительно из профиля сечением 38×38 мм.
2. Трафарет должен быть изготовлен из специальной высокопрочной стали толщиной 0.15 мм, отцентрирован относительно рамы. Размер листа по X: (550-565 мм), по Y: (605-620 мм). Gerber – файл Plate.ger
3. Углы прорезей в трафарете рекомендуется скруглять. Радиус скругления выбирается, исходя из размеров апертуры.
4. При размещении на одном трафарете двух образов плат расстояние от внешней стороны рамы до нижнего края платы должно быть (580+1) мм. Второй образ должен быть повернут на 180° относительно первого. Образы платы должны быть отцентрированы относительно осевых линий.
5. Реперные метки должны быть изготовлены на нижней поверхности трафарета методом выжигания на половину его толщины и закрашены чёрной краской, не смываемой растворителями. Gerber – файл reper.ger.
6. На трафарете необходимо поместить название проекта и дату производства.
7. Расстояние от верхнего и нижнего внутренних краев рамы до границы рабочей области трафарета должно быть не более 30мм.
8. Ширина рабочей зоны трафарета должна быть не менее 400мм.
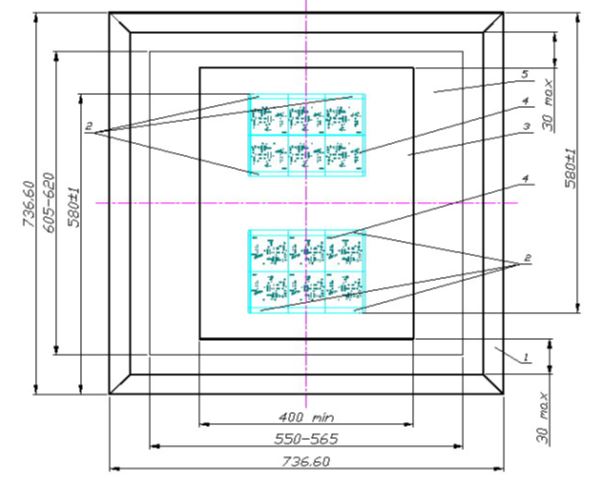
- 1- рама
- 2- реперные метки черного цвета расположены с нижней стороны стенсила
- 3- рабочая область стенсила
- 4- прорези
- 5- эластичный подвес
Приложение Б
(обязательное)
Рекомендуемая форма журнала учета трафаретов
| № п/п | Дата поступления/ поставщик | Обозна-чение, версия трафа-рета | Изделие. Версия. Сторона. | Дата cдачи/ приемки | Сдал (инженер БППиТ) | Принял (инженер по нададке и испытаниям) | Результат проверки | ФИО, подпись прове-ряющих | Реше-ние нач. БППиТ | Место-нахожде- ние тра-фарета | Статус | ||
| ФИО | Под- пись | ФИО | Под- пись | ||||||||||
Приложение В
(обязательное)
Бланк проверки трафарета
| Обозна-чение, версия трафа-рета | Изделие. Версия. Сторона. | Дата поступления/ поставщик | Дата проверки | Результат проверки | ФИО, подпись прове-ряющих | Реше-ние нач. БППиТ | Место-нахожде- ние тра-фарета | Статус |
Приложение Г
(обязательное)
Приложение Д
(обязательное)
«Согласовано»:
Директор по производству
______________
«_____» «__________» _________г.
Обоснование заявки на заказ трафарета, взамен вышедшего из строя
| № п/п | Изделие, версия | Обозначение, версия трафарета | Дата начала эксплуатации | Количество циклов работы (по количеству отработанных мультиплат) | Причина заказа | Примечание |
Нач. БППиТ_____________________
Нач. цеха_____________________