Проверка магнитных упоров
Определение и назначение
Данная технологическая инструкция устанавливает порядок проверки и настройки магнитных упоров для станков-установщиков ПМИ на линиях ПМ. Данная инструкция предназначена для инженеров по наладке и испытаниям, операторов по наладке.
Цель
Определить порядок проверки и настройки магнитных упоров для станков — установщиков ПМИ на линиях ПМ.
Сокращения
- ПМИ – поверхностно монтируемое изделие
- ПМ – поверхностный монтаж
Ответственность
Ответственность за выполнение технологической инструкции несет старший инженер по наладке и испытаниям, инженера по наладке и испытаниям.
Описание процесса
Магнитные упоры в станках-установщиках ПМИ служат для поддержки печатной платы во время монтажа компонентов на её поверхность. Магнитный упор имеет высоту, определенную заводом-изготовителем станков-установщиков ПМИ равную 64 мм. Отклонения от этой высоты оказывают неблагоприятные условия для монтажа компонентов на поверхность платы – это непременно повлияет на качество полуфабриката, а также может привести к механической поломке вакуумных захватов.
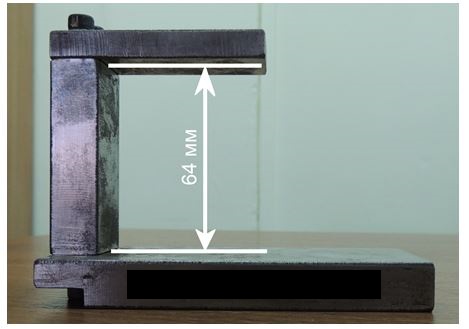
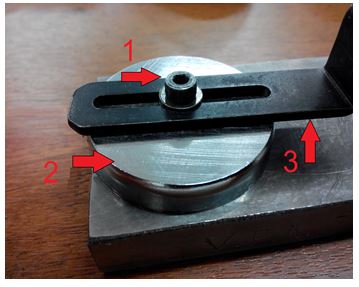
Для проверки и настройки высоты магнитного упора используется приспособление (Рис. 1), ключ рожковый 8мм, ключ шестигранный 3мм.
Перед проверкой магнитного упора необходимо убедиться в надежной фиксации магнита к основанию магнитного упора. Если магнит не держится – необходимо приклеить его.
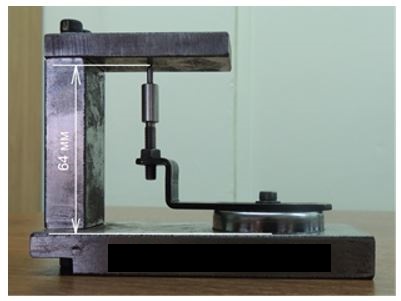
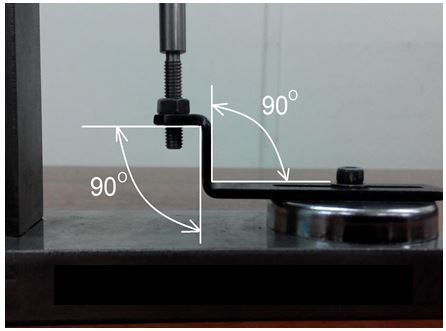
Для проверки и настройки высоты магнитный упор помещается в приспособление, как показано на рис.2.
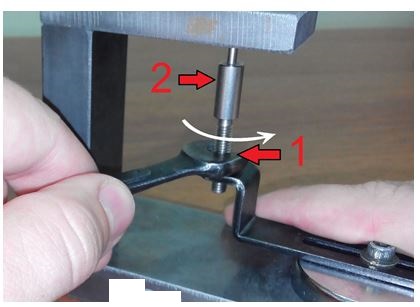
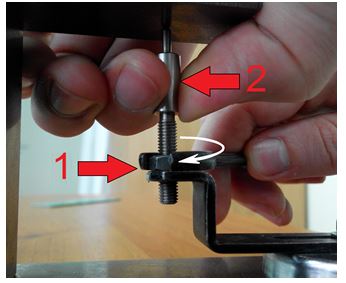
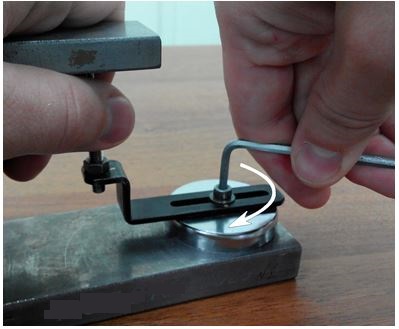
Если магнитный упор не помещается или наблюдается зазор между вершиной упора и приспособлением, то необходимо произвести настройку упора по высоте. Для этого ключом 8мм необходимо ослабить гайку 1 (рис.3) и вращая пальцами шпильку 2 (рис.3) выровнять её по высоте так, чтобы упор помещался в приспособление без зазора. Далее, придерживая пальцами шпильку 2 (рис.4), затянуть гаечным ключом гайку 1 (рис.4) для надежной фиксации соединения.
Также следует проверить соединение кронштейна 3 (рис.5) с основанием 2 (рис.5). Фиксирующий винт 1 (рис.5) должен быть затянут, соединение должно быть неподвижным. При необходимости затянуть винт шестигранным ключом 3мм (рис.7).
Дополнительно визуально контролируется кривизна кронштейна. В местах сгибов должен просматриваться угол 90 градусов (рис.6), на прямолинейных участках кривизны быть недолжно. При несоответствии — устранить кривизну. Передать на ремонт в ГОО.
Периодичность проверки
Проверка магнитного упора производится 1 раз в сутки в период простоя оборудования, а также при необходимости:
А) при падении магнитного упора с высоты
Б) после наладки изделия на линии ПМ, если в процессе наладки выявились проблемы, связанные с упором (упор не достает до платы либо упор выгибает плату вверх).
После выполнения проверки сделать запись в журнале проверок магнитных упоров (форма журнала см. приложение 1). Запись «ОК» будет означать, что настройка магнитных упоров не потребовалась, «NOK» — были выявлены магнитные упоры с отклонениями, произведена их настройка.