Разделка и пайка кабеля АВКТ-4
Технологический процесс
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Внимание! К работе по данному технологическому процессу допускаются исполнители, изучившие настоящий технологический процесс, требования по охране труда, правила противопожарной безопасности и аттестованные на данные работы.
01. Работу выполнять на столе, удовлетворяющем нормам чистоты.
Под нормами чистоты понимается отсутствие пыли, грязи, посторонних предметов, оснастки и инструмента, не участвующих в данном технологическом процессе.
02. Все работы по разделке и пайке кабеля АВКТ-4 производить в сухом, чистом помещении с температурой воздуха (15÷30)°С и относительной влажностью воздуха от 40 до 80%. Контроль осуществляет мастер цеха с помощью гигрометра ВИТ-1 при температуре до 25ºС, свыше 25ºС — ВИТ-2 с записью результатов в журнале.
03. Приспособления и инструмент, применяемые при сборке и монтаже кабелей, не должны иметь острых кромок, заусенцев, следов коррозии и загрязнений. Инструмент должен быть замаркирован.
03. Средства измерения должны иметь действующие сроки поверки, смотри свидетельства калибровки (поверки).
05. Температура плавления припоя ПОС 61 +190°С. Температура жала паяльника должна быть на 30-80°С выше температуры плавления припоя.
06. Температуру нагрева электропаяльника контролировать прибором НАККО FG-100 не менее 4-х раз за смену и после перерывов в работе.
07. Зачистку проводов с фторопластовой изоляцией выполнять на режиме электроножа при температуре +380°С. Температуру нагрева электроножа контролировать прибором НАККО FG-100 не реже 1 раза на 10 зачисток.
При нагреве электроножа до температуры +380°С цвет электронагревателя темно-вишневый. Повышение температуры недопустимо, так как приводит к интенсивному выделению газов и к снижению механической прочности токопроводящей жилы провода.
08. Снятие изоляции выполнять при включенной местной вытяжной вентиляции, при этом обжиг изоляции и пайку производить у воздухоприемника на расстоянии не более 110 мм.
10. Нагар с жала паяльника удалять методом его опускания в сухую канифоль сосновую марки А, Б или ОК-5 ГОСТ 19113-84 с последующей протиркой стержня электропаяльника чистым лоскутом бязевым.
Встряхивать электропаяльник на рабочем месте категорически запрещается.
11. Заточка жала паяльника на рабочем месте не допускается. Данный вид работ производить на специально оборудованном верстаке.
12. Откусанные концы проводов, их жил и изоляции, отрезанные концы лент, нитей, трубок в процессе работы собрать в тару цеховую для отходов. Отходы проводов собирать отдельно по маркам.
13. При измерении времени больше минуты пользоваться бытовыми часами меньше минуты- методом отсчета 1и, 2и, 3и и так далее. При перерыве в работе место пайки закрывать лоскутом бязевым.
14. Использовать пакет полиэтиленовый, тару 7878-4099 для хранения и внутрицеховой транспортировки изделий в процессе технологического цикла изготовления, предварительно связав бухту кабеля в 2-х, 3-х местах Лентой киперной ЛЭ ГОСТ 4514-78 или шнуром эластичным с текстильным покрытием.
010 РАЗДЕЛКА ПРОВОДОВ
01. Получить материалы согласно комплектовочной карте.
Внимание!
Экраны кабелей АВКТ-4 с экранами других проводов не соединять.
Разделку экранов или групп экранов проводов, входящих в состав кабеля (кроме АВКТ-4), следует производить на расстоянии 190-195 мм от бандажа размерного в том случае, если его разделка попадает на спай экранов кабелей АВКТ-4 (лесенку), выполненного по переходам 19-40 данного технологического процесса.
- Допуск на заготовку кабеля или его ответвления длиной 101 … 200 мм, должен быть не более 5 мм.
- Допуск на заготовку кабеля или его ответвления длиной 201 …300 мм, должен быть не более 8 мм.
- Допуск на заготовку кабеля или его ответвления длиной 301 … 500 мм, должен быть не более 10 мм.
02. Работу выполнять на плаз-столе, удовлетворяющем нормам чистоты для выполнения данных работ.
Плаз-стол 7910-4577
03. Сделать метку маркером на внешней оболочке кабеля (или группы кабелей) АВКТ-4 на расстоянии 150 мм от бандажа размерного в сторону основной длины заготовки кабеля. Допускается на проводах с темной изоляцией делать метку электроножом, не повреждая экран кабеля АВКТ-4.
- Маркер черный канцелярский
- Линейка измерительная ГОСТ 427-75
- Электронож 0890-4020
04. Снять бандаж размерный из ленты ПВХ красной.
05. Снять внешнюю изоляцию кабеля АВКТ-4 по метке.
- Электронож 0890-4020
- Пинцет ПА-15 ТУ 64-1-37-78
06. Проверить визуально отсутствие механических повреждений и надрезов экрана кабеля АВКТ-4. Переход выполнять в присутствии представителя ОТК.
07. Повторить переходы 05-06 для каждого кабеля АВКТ-4, входящего в состав заготовки кабеля.
08. Нанести метку на экран кабеля (или группы кабелей) АВКТ-4 на расстоянии А согласно таблице 1 от размерного бандажа в сторону соединителя, смотри эскиз 1.
Для малогабаритных соединителей типа РПС1, ОНП-ЖИ-8, край разделки экрана может выступать за край соединителя не более, чем на 5мм.
- Карандаш 2М
- Линейка измерительная ГОСТ 427-75
| Таблица 1 | ||
| Тип соединителя | Размер А, мм | Размер Б, мм |
| РПС1; ОНП-ЖИ-8 | 5 | 4 |
| РС4; МР1-10 и др.* | 5 | 4 |
| РС7; МР1-19 и др.* | 5 | 5 |
| РС10;МР1-30 и др.* | 5 | 6 |
| РС19;МР1-50 и др.* | 5 | 7 |
| РС32;МР1-76 и др.* | 5 | 7 |
| РС50;МР1-102 и др.* | 5 | 8 |
| 9Р; Р; 2Р; 3Р и др.* | 7 | 12 |
| 2РМ14;2РМД18 | 5 | 6 |
| 2РМ22 | 7 | 7 |
| 2РМ(Д)24; 2РМ(Д)27; 2РМ(Д)30 | 7 | 8 |
| 2РМ(Д)33 | 7 | 10 |
| 2РМ(Д)36; 2РМ(Д)39; 2РМ(Д)42; 2РМ(Д)45 | 7 | 12 |
* для РРС;СНЦ-13,14; ОНЦ-БС(БМ) с соответствующим количеством контактов
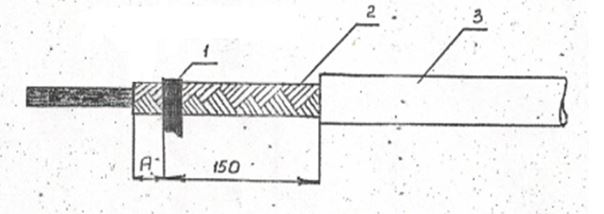
- — размерный бандаж показан условно
- — экран кабеля АВКТ-4
- — внешняя оболочка кабеля АВКТ-4
Эскиз 1
09. Сдвинуть экран к метке, обрезать его по окружности и снять.
Бокорезы Lindstrom 8151, или Stayer 2218-5
10. Выполнить переход 08 — 09 для каждого кабеля АВКТ-4, входящего в состав заготовки кабеля.
11. Отмерить и отрезать провод длиной 200 мм для вывода экрана на контакт соединителя, если это оговорено в чертеже. Сечение и марку провода брать по чертежу.
- Бокорезы Lindstrom 8151, или Stayer 2218-5
- Линейка измерительная ГОСТ 427-75
12. Зачистить провод на длину 20-25 мм, скрутить жилу провода по заводскому повиву пальцами рук. При зачистке провода МС(Э)О-26-15 — снять изоляцию, раскрутить жилу провода, развести проволочки жилы веером, снять слой суспензии фторопласта 4Д по всей длине жилы, скрутить жилу провода по заводскому повиву пальцами рук.
- Электронож 0890-4020
- Пинцет ПА-15 ТУ 64-1-37-78
13. Сделать 2-3 витка зачищенной жилой провода вокруг экрана кабеля АВКТ-4, смотри эскиз 2. Допускается одной жилой провода охватывать до трех кабелей АВКТ-4.

- — провод для вывода экрана на контакт соединителя (марка и сечение по КД)
- — бандаж размерный показан условно
- – жила провода
- – кабель АВКТ-4
Эскиз 2
14. Нанести флюс ФКЭт на жилы провода палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
15. Паять витки из жилы провода с экраном кабеля АВКТ-4 припоем ПОС-61 с помощью паяльника. Время пайки 2-3 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
- Бязь отбеленная ГОСТ 29298-2005
Внимание! Растекание припоя более чем на 1,0 мм с каждой стороны «кольца» не допускается. Размер не контролировать.
16. Протереть паяное соединение лоскутом из бязи, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
17. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Переход выполнять в присутствии представителя ОТК.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
18. Переходы 19÷41 выполняются при наличии в заготовке кабеля более трех кабелей АВКТ-4.
19. Отмерить и отрезать проволоку ММ длиной 500 мм для соединения экранов кабелей АВКТ-4.
- Линейка измерительная ГОСТ 427-75
- Бокорезы Lindstrom 8151, или Stayer 2218-5
- Проволока медная ММ Ø 0,3-0,5 ТУ16К71-087-90
20. Распределить равномерно кабели АВКТ-4 на группы по 2-3 шт. в каждой.
21. Сделать 2-3 витка вокруг одного экрана или группы экранов кабеля АВКТ-4, проволокой ММ, предварительно олуженной, на расстоянии 6-8 мм от торца внешней оболочки кабеля или группы кабелей, смотри эскиз 3.
Разрешается одной обмоткой охватывать до трех экранов кабелей АВКТ-4.
Вывод экрана на клемму соединителя производить из места спая экранов (ближайшего к соединителю) согласно переходам 32÷41.
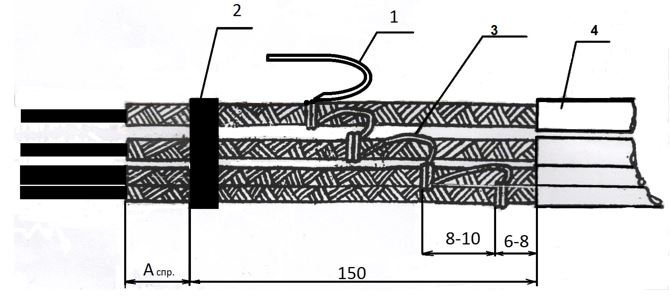
- — провод для вывода экрана на контакт соединителя (марка и сечение по КД)
- – бандаж размерный показан условно
- – проволока ММ Ø 0,3-0,5
- – кабель АВКТ-4
Эскиз 3
22. Нанести флюс ФКЭт на витки проволоки палочкой из провода сечением 0,2 мм2. Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
23. Паять витки проволоки ММ с экраном кабеля АВКТ-4 припоем ПОС-61 с помощью паяльника. Время пайки 2-3 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
24. Протереть паяное соединение лоскутом из бязи, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
25. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Переход выполнять в присутствии представителя ОТК.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
26. Сделать на расстоянии 8-10 мм от предыдущего проволочного бандажа 2-3 витка проволокой ММ вокруг экрана следующего кабеля АВКТ-4 или группы экранов, образовав из проволоки ММ петлю, смотри эскиз 3 (развернутая длина петли 10-15 мм). Проволока должна быть предварительно олуженна.
27. Нанести флюс ФКЭт на витки проволоки палочкой из провода сечением 0,2 мм2. Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
28. Паять витки проволоки ММ с экраном кабеля АВКТ-4 припоем ПОС-61 с помощью паяльника. Время пайки 2-3 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
29. Протереть паяное соединение лоскутом из бязи, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
30. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Переход выполнять в присутствии представителя ОТК.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
31. Выполнить переходы 26÷30 до последней группы кабелей АВКТ-4. Для электрического соединения экранов кабелей АВКТ-4 все последующие витки из проволоки ММ устанавливать на экраны равномерно лесенкой, расположив их на размере 150 мм, смотри эскиз 3.
32. Отмерить и отрезать провод длиной 200 мм для вывода экрана на контакт соединителя, если это оговорено в чертеже. Сечение и марку провода брать по чертежу.
- Бокорезы Lindstrom 8151, или Stayer 2218-5
- Линейка измерительная ГОСТ 427-75
33. Зачистить провод на длину 6-8 мм, скрутить жилу провода по заводскому повиву пальцами рук.
Скручивание должно быть таким, чтобы при пайке не происходило отставания отдельных проволочек от основной жилы.
При зачистке провода МС(Э)О-26-15 — снять изоляцию, раскрутить жилу провода, развести проволочки жилы веером, снять слой суспензии фторопласта 4Д по всей длине жилы, скрутить жилу провода по заводскому повиву пальцами рук.
- Электронож 0890-4028
- Пинцет ПА-15 ТУ 64-1-37-78
34. Нанести флюс ФКЭт на жилу провода палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
35. Лудить жилу провода припоем с помощью паяльника. При лужении следить за тем, чтобы припой не затекал под изоляцию провода, для чего 0,2-0,5 мм от торца изоляции жилу провода не олуживать. Размер не контролировать. Время лужения не более 5 секунд.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
36. Откусить олуженную жилу провода бокорезами до размера 5-7мм от торца изоляции.
- Бокорезы Lindstrom 8151, или Stayer 2218-5
- Линейка измерительная ГОСТ 427-75
37. Сделать 2-3 витка вокруг экрана кабеля АВКТ-4 проволокой ММ, предварительно олуженной, прихватив витками олуженную жилу провода Разрешается одной обмоткой охватывать до трех экранов кабелей АВКТ-4.
38. Нанести флюс ФКЭт на витки проволоки палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
39. Паять витки проволоки ММ с экраном кабеля АВКТ-4 и жилой провода припоем ПОС-61 с помощью паяльника. Время пайки 2-3 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
40. Протереть паяное соединение лоскутом из бязи, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
41. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Проконтролировать размеры разделки экранов кабелей АВКТ-4 согласно эскизу 2, 3. Переход выполнять в присутствии представителя ОТК.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Линейка измерительная ГОСТ 427-75
42. На размере кабеля сделать метку маркером.
Маркер черный канцелярский
43. Установить наружную защиту кабеля (групп кабелей) АВКТ-4 на участке 165-170 мм, смотри эскиз 4. Обмотать участок 165-170 мм лентой в два слоя с 50% перекрытием (первый слой липким слоем наружу, второй слой липким слоем внутрь). Марка ленты по КД (П-Ф-4 ЭО/180КО или Ф-4ЭОЛ/1).
Обмотку участка кабеля начинать и заканчивать у размерной метки. Сделать первые 2 — 3 витка по часовой стрелке со 100% перекрытием липким слоем внутрь. Уложить пруток или провод вдоль ствола кабеля.
- Линейка измерительная ГОСТ 427-75
- Подставка 7888-4046
- Пруток резиновый или провод
- Штангенциркуль ШЦ 1-125-0,1 ГОСТ 166-89
- Ножницы ГОСТ Р 51268-99
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
- Бязь х/б ГОСТ 29298-2005
- Лента П-Ф-4 ЭО/180КО 0,070х20 ТУ 3491-007-00216412-97 или Лента Ф-4ЭОЛ/1 0,070х20 ТУ6-05-041-730-83
- – бандаж размерный показан условно
- — марка ленты по КД (П-Ф-4 ЭО/180КО или лента Ф-4ЭОЛ/1)
- — бандаж из ниток швейных полиимидных специальных 90АТ
Эскиз 4
44. Зафиксировать обмотку ниточным бандажом, смотри эскиз 4.
- Тара для ЛВЖ или тара цеховая
- Ножницы ГОСТ Р 51268-99
- Линейка измерительная ГОСТ 427-75
- Клей БФ-4 ГОСТ 12172-2016
- Кисть КФК №8 ГОСТ 10597-87
- Нитки швейные полиимидные специальные 90АТ ТУ 8147-016-05138074-01
45. Проконтролировать размеры согласно эскизу 4.
Линейка измерительная ГОСТ 427-75
46. Завершить изготовление заготовки жгута согласно КД и технологическому паспорту.
020 КОНТРОЛЬНАЯ ОТК
01. Проверить отсутствие механических повреждений изоляции жилы и надрезов экрана кабеля АВКТ-4 визуально. Переход выполнять совместно с исполнителем при выполнении перехода 06 операции 010.
02. Проконтролировать размеры согласно эскизу 2, 3, 4. Контроль проводится совместно с исполнителем при выполнении перехода 41 операции 010.
Линейка измерительная ГОСТ 427-75
03. Проконтролировать качество пайки экранов. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Контроль проводится совместно с исполнителем при выполнении переходов 17, 25, 30, 41 операции 010. Закрасить место пайки лаком НЦ-62 красного цвета в виде небольшого аккуратного мазка.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Тара для ЛВЖ или тара цеховая
- Лак НЦ-62 ТУ 2314-157-07506104-2003 (красного цвета)
- Кисть КХЖК №3 ОСТ 17- 888-81
05. Сделать отметку в технологическом паспорте о выполненной работе.
- Клеймо ОТК
- Ручка шариковая
- Штемпельная подушка для печатей и штампов.
- Краска штемпельная ТУ 6-15-459-80
030 МОНТАЖНАЯ
01. Получить заготовку кабеля.
02. Вынуть заготовку кабеля и технологический паспорт из пакета полиэтиленового.
Пакет полиэтиленовый
03. Сверить чертежный и индивидуальный номер на бирке заготовки кабеля с номером в технологическом паспорте.
04. Ознакомиться с чертежом, предварительным извещением (при наличии), обратив внимание на серию действия конструкторской документации. Сверить номер чертежа, последних извещений об изменениях, предварительного извещения (при наличии), указанного в технологическом паспорте, с данными конструкторской документации.
05. Проверить в технологическом паспорте закрытие предыдущих операций подписями исполнителей, мастера, представителей ОТК и ВП.
06. Проверить комплектность.
07. Промерить заготовку кабеля.
08. Отмерить от торца экрана кабеля АВКТ-4 размер Б согласно таблице 1 и сделать метку на полупроводящем слое, смотри эскиз 5. Метка выполняется путем подчистки слоя осторожно, чтобы не повредить изоляцию.
- Скальпель ГОСТ 21240-89 или Нож монтажный
- Линейка измерительная ГОСТ 427-75
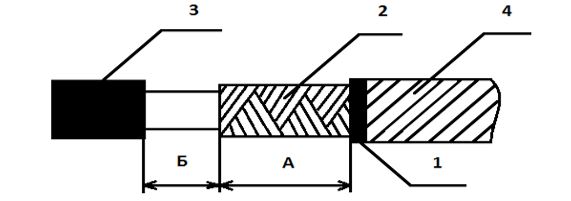
- – бандаж размерный показан условно
- – экран кабеля АВКТ-4
- – полупроводящий слой кабеля АВКТ-4
- — марка ленты по КД (П-Ф-4 ЭО/180КО или лента Ф-4ЭОЛ/1)
Эскиз 5
09. Счистить полупроводящий слой кабеля АВКТ-4 на размере Б. Подчистку полупроводящего слоя производить осторожно, повреждения изоляции не допускаются.
Скальпель ГОСТ 21240-89 или нож монтажный
10. Протереть изоляцию на участке Б бязевым лоскутом, смоченным спиртом и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
- Бязь х/б ГОСТ 29298-2005
11. Сушить 10-15 минут при температуре (18-30)°С. Время сушки не контролировать.
12. Проверить отсутствие механических повреждений электрической изоляции, отсутствие полупроводящего слоя на участке Б, смотри эскиз 5. Переход выполнять в присутствии представителя ОТК
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
13. Проверить электрическое сопротивление изоляции между полупроводящим слоем и экраном кабеля АВКТ-4. Электрическое сопротивление должно быть не менее 500 МОм. Проверку осуществлять в присутствии мастера и представителя ОТК.
Мегаомметр М4100/3
14. Выполнить переходы 08-13 для всех кабелей АВКТ-4, входящих в заготовку кабеля.
15. Выполнить дальнейшие операции согласно технологическому маршруту.
16. Отмерить и отрезать трубку изоляционную 305ТВ-50,2 длиной 10-15 мм.
- Ножницы ГОСТ Р 51268-99
- Линейка измерительная ГОСТ 427-75
- Трубка изоляционная 305ТВ-50,2 ГОСТ 19034-82
17. Установить трубку изоляционную 305ТВ-50,2 длиной 10-15 мм на кабель АВКТ-4. При запайке двух проводов в контакт соединителя трубка устанавливается на два провода одновременно, диаметр трубки подобрать по месту.
Внимание! Допускается трубку изоляционную 305ТВ-50,2 устанавливать после заделки кабеля АВКТ-4 в спец наконечник. Допускается наружную защиту кабеля, выполненную лентой по КД (П-Ф-4 ЭО/180КО или Ф-4ЭОЛ/1), аккуратно подрезать на расстояние, необходимое для удобства монтажа наконечника в соединитель.
18. Примерить кабель АВКТ-4 по контакту соединителя с учетом припуска:
- 30-40 мм на заделку в спец наконечник;
- 15-20 мм при заделке двух проводов в контакт соединителя;
- 10-15 мм при заделке проводов в соединители типа РПС1, ОНП-ЖИ-8,
МР1, СНЦ13, ОНЦ-БМ (без спец наконечника). Откусить излишки кабеля бокорезами.
- Бокорезы Lindstrom 8151, или Stayer 2218-5
- Линейка измерительная ГОСТ 427-75
19. Снять изоляцию с жилы кабеля АВКТ-4 на длину:
- 30-40 мм на заделку в спец наконечник;
- 15-20 мм при заделке двух проводов в контакт соединителя;
- 10-15 мм при заделке проводов в соединители типа РПС1, ОНП-ЖИ-8, МР1, СНЦ13, ОНЦ-БМ (без спец наконечника)
- Электронож 0890-4020
- Пинцет ПА-15 ТУ 64-1-37-78
20. Проверить отсутствие механических повреждений электрической изоляции и отсутствие полупроводящего слоя.
21. Протереть изоляцию лоскутом бязевым, смоченным спиртом.
- Тара для ЛВЖ или тара цеховая
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
- Бязь х/б ГОСТ 29298-2005
22. Сушить 10-15 минут при температуре (18÷30)°С. Время сушки не контролировать.
23. Скрутить зачищенную жилу по заводскому повиву пальцами рук.
Переходы 24÷31 выполняются при установке на кабель АВКТ-4 спец. наконечника.
Внимание!
При запайке в один контакт соединителя двух кабелей АВКТ-4 либо кабеля АВКТ-4 и провода другой марки спец. наконечник не применять.
При пайке кабеля АВКТ-4 в соединители типа РПС1, ОНП-ЖИ-8, МР, СНЦ13, ОНЦ-БМ спец наконечник не применять.
24. Навить 2-3 витка жилой вокруг изоляции кабеля АВКТ-4, оставив петлю, исключающую натяг жилы, смотри эскиз 6. Откусить излишки жилы кабеля АВКТ-4 бокорезами.
Бокорезы Lindstrom 8151, или Stayer 2218-5
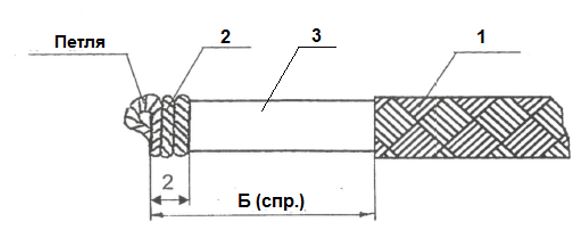
- – экран кабеля АВКТ-4
- – витки жилой кабеля АВКТ-4
- – изоляция кабеля АВКТ-4
Эскиз 6
25. Проверить дату лужения спец наконечника. По истечению 180 суток от даты лужения произвести повторное лужение припоем ПОС-61 при помощи паяльника. Указать в технологическом паспорте дату повторного лужения.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
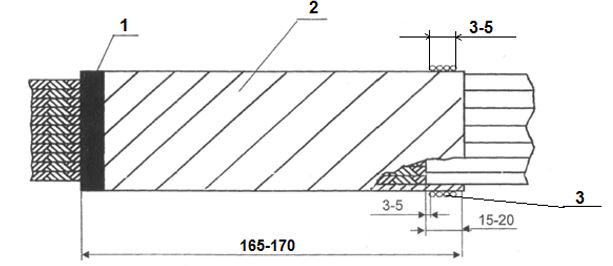
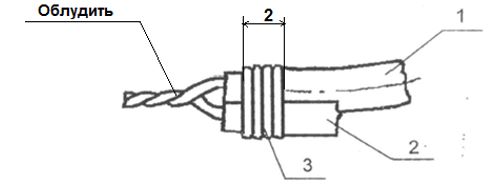
26. Установить спец наконечник на кабель АВКТ-4 и обжать, смотри эскиз 7.
Клещи специальные 7820-4609
- – экран кабеля АВКТ-4
- – спец наконечник
- – изоляция кабеля АВКТ-4
Эскиз 7
27. Нанести флюс ФКЭт на место пайки (смотри эскиз 7) палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
28. Паять наконечник с жилой кабеля АВКТ-4 припоем ПОС-61 с помощью паяльника. Время пайки 2-3 сек. Попадание припоя на петлю не допускается.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
29. Протереть паяное соединение лоскутом из бязи, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
- Бязь х/б ГОСТ 29298-2005
30. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Проверить наличие петли. Петля должна быть не олужена. Переход выполнять в присутствии представителя ОТК.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
31. После пайки кабеля АВКТ-4 с спец наконечником в соединитель, согласно ЭЗ и технологическому маршруту, надвинуть на контакт трубку изоляционную до упора в изолятор соединителя.
Пинцет ПА-15 ТУ 64-1-37-78
32. Выполнить переходы 24÷31 для каждого кабеля АВКТ-4, на которые устанавливаются спец наконечники.
Переходы 33÷40 выполняются при монтаже двух кабелей АВКТ-4 либо кабеля АВКТ-4 и провода другой марки в один контакт соединителя
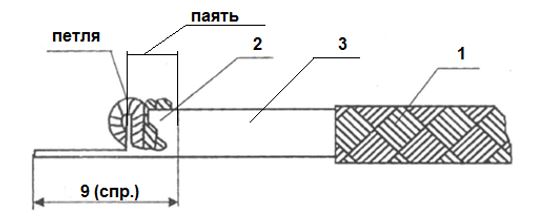
33. Скрутить жилы кабелей АВКТ-4 либо жилу кабеля АВКТ-4 и жилу провода другой марки между собой (смотри эскиз 8).
Плоскогубцы ГОСТ 17440-93
- – провод по чертежу;
- – изоляция жилы кабеля АВКТ-4;
- – бандаж из нити согласно чертежу
Эскиз 8
34. Нанести флюс ФКЭт на место лужения (смотри эскиз 8) палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
35. Лудить жилы проводов припоем ПОС-61 с помощью паяльника. При лужении следить, чтобы припой не затекал под изоляцию провода. Время лужения не более 5 сек.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
36. Выполнить бандаж ниточный, смотри эскиз 8.
- Тара для ЛВЖ или тара цеховая
- Ножницы ГОСТ Р 51268-99
- Линейка измерительная ГОСТ 427-75
- Клей БФ-4 ГОСТ 12172-2016
- Кисть КФК №8 ГОСТ 10597-87
- Нитки швейные полиимидные специальные 90АТ ТУ 8147-016-05138074-01
37. Нанести флюс ФКЭт на место пайки палочкой из провода сечением 0,2 мм2 . Количество флюса должно быть минимально. Обильное смачивание флюсом не допустимо.
- Тара под ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200
38. Паять кабель АВКТ-4 и провод другой марки или два кабеля АВКТ-4 в контакт соединителя согласно ЭЗ и технологическому маршруту.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Пинцет ПА-15 ТУ 64-1-37-78
- Припой ПОС-61 ГОСТ 21931-76
39. Проконтролировать качество пайки. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений.
Переход выполнять в присутствии представителя ОТК.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
40.Надвинуть на контакт трубку изоляционную до упора в изолятор соединителя.
Пинцет ПА-15 ТУ 64-1-37-78
41. Закончить обмотку разделанных экранов кабелей АВКТ-4, начатую участком сборки, с перекрытием 10-15 мм. Марка ленты согласно КД (П-Ф-4 ЭО/180КО или Ф-4ЭОЛ/1). Обмотать лентой в два слоя с 50% перекрытием (первый слой липким слоем наружу, второй слой – липким слоем внутрь), полностью изолируя внутренний экран от внешней плетенки и корпуса соединителя.
- Линейка измерительная ГОСТ 427-75
- Ножницы ГОСТ Р 51268-99
- Спирт этиловый гидролизный ректификованный ГОСТ Р 55878-2013
- Бязь х/б ГОСТ 29298-2005
- Лента П-Ф-4 ЭО/180КО 0,070х20 ТУ 3491-007-00216412-97 или Лента Ф-4ЭОЛ/1 0,070х20 ТУ6-05-041-730-83
42. Выполнить дальнейшие операции согласно технологическому маршруту.
43. Сделать отметку в технологическом паспорте о выполненной работе.
Ручка шариковая
Внимание! При наличии в заготовке кабеля трех и менее кабелей АВКТ-4 надпись «Спай экрана» наносить на месте расположения бирки соединителя с другой стороны ствола кабеля. При наличии в заготовке кабеля трех и более кабелей АВКТ-4 надпись «Спай экрана» наносить на месте расположения бирки ответвления кабеля с другой стороны ствола кабеля.
44. Свернуть кабель в бухту диаметром не менее 20-30 диаметров ствола кабеля. Вложить кабель и соответствующий ему технологический паспорт в пакет полиэтиленовый.
Пакет полиэтиленовый
050 КОНТРОЛЬНАЯ ОТК
01. Проверить отсутствие механических повреждений изоляции на участке Б и отсутствие полупроводящего слоя. Контроль проводится совместно с исполнителем при выполнении перехода 12 операции 030.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
02. Проверить электрическое сопротивление изоляции между полупроводящим слоем и экраном кабеля АВКТ, смотри эскиз 5. Электрическое сопротивление должно быть не менее 500 МОм. Контроль проводится совместно с исполнителем при выполнении перехода 13 операции 030.
Мегаомметр М4100/3
03. Проконтролировать качество пайки кабеля АВКТ-4 на спец наконечник и в контакт соединителя. Поверхность пайки должна быть гладкой без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений. Проверить наличие петли. Петля должна быть не олужена. Контроль проводится совместно с исполнителем при выполнении переходов 30, 39 операции 030.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
04. Закрасить место пайки лаком НЦ-62 красного цвета. Лак наносить в виде небольшого аккуратного мазка
- Тара для ЛВЖ или тара цеховая
- Лак НЦ-62 ТУ 2314-157-07506104-2003
- Кисть КХЖК №3 ОСТ 17- 888-81
05. Сделать отметку в технологическом паспорте о выполненной работе.
- Клеймо ОТК
- Ручка шариковая
- Штемпельная подушка для печатей и штампов.
- Краска штемпельная ТУ 6-15-459-80