Образец СТП «Статистический контроль процессов производства»
Стандарт предприятия
Система менеджмента качества
Статистический контроль процессов производства
Предисловие
Настоящий стандарт разработан заместителем директора по качеству в соответствии с требованиями стандартов ISO/TS16949 (методикой SPC).
Утвержден и введен в действие приказом генерального директора
№ __________________ от ____________________________ (число, месяц, год),
дата введения в действие ( число, месяц, год).
1.ЦЕЛЬ
Предупреждение возникновения несоответствий при производстве продукта с помощью статистического контроля процессов.
2.ТЕРМИНЫ, ОПРЕДЕЛЕНИЯ И СОКРАЩЕНИЯ
- Прoцeсс — совокупность взаимосвязанных или взаимодействующих видов деятельности, которые трансформируют входы в выходы.
- Управляемый процесс – процесс, на выходе которого, при определенных заданных условиях, получают ожидаемые результаты.
- Изменчивость (вариации) — свойство параметров процесса принимать различные значения в силу определенных причин.
- Систематические причины изменчивости – как правило, многочисленные причины, появление которых стабильно и предсказуемо, появление постоянно, если не реализованы мероприятия по предотвращению.
- Случайные причины изменчивости – как правило, одна или несколько нерегулярно появляющихся причин, наступление которых непредсказуемо.
- Стабильность — отсутствие систематических причин вариаций.
- Процесс в состоянии статистического управления — статистически стабилен и предсказуем или статистически не стабилен, но предсказуем
- Контрольная карта – графическое представление характеристики процесса, демонстрирующее нанесенные на график значения, центральную линию и один или два предела управления. Она имеет два основных назначения: формирование суждения о том, функционирует ли процесс в состоянии статистической управляемости; поддержание процесса в статистическом управлении.
- Возможность процесса – достижение процессом соответствия определенным допускам, выраженное в терминах процесса.
- Cp – индекс воспроизводимости процесса, оценивающий возможности удовлетворять технический допуск без учета положения среднего значения и применяемый для стабильных по разбросу процессов (норма ³ 1,33).
- Cpk — индекс воспроизводимости процесса, оценивающий возможности удовлетворять технический допуск с учетом фактического положения среднего значения и применяемый для стабильных по разбросу и по настройке процессов (норма ³ 1,33).
- Pp – индекс пригодности процесса удовлетворять технический допуск без учета положения среднего значения, применяемый для процессов, стабильность которых по разбросу не подтверждена (норма ³ 1,67).
- Ppk — индекс пригодности процесса удовлетворять технический допуск с учетом положения среднего значения, применяемый для процессов, стабильность которых по разбросу не подтверждена (норма ³ 1,67).
- Критические характеристики (cc, либо s, если конкретный заказчик не оговорил иного способа маркировки) — характеристики продукции или параметры производственного процесса, которые могут оказывать влияние на безопасность участников производства и эксплуатации изделий, а также те характеристики, несоответствие которых может привести к нарушению законодательных требований.
- Важные характеристики (sc, либо ¯, если потребитель не оговорил иного способа) — характеристики продукции или параметры производственного процесса, несоответствие которых может привести к отказу какой-либо функции изделия или производственного процесса без критических последствий.
- План управления – письменное описание систем для управления (регулирования) характеристиками собираемых изделий и процессов их сборки.
- ОГТ – Отдел Главного Технолога
- ОПП – опытно — промышленная партия
3.ОТВЕТСТВЕННОСТЬ
Ответственность за функционирование данной процедуры несет Главный технолог, ответственность за сбор статистических данных (в соответствии с утвержденными планами управления и техпроцессами на изделия) несут руководители производственных подразделений.
4.ПОКАЗАТЕЛИ ПРОЦЕССА
Процент контролируемых параметров изделий, для которых Cp и Cpk ≥ 1,33 (1,67 – для критических характеристик).
5.ОБЩИЕ ПОЛОЖЕНИЯ
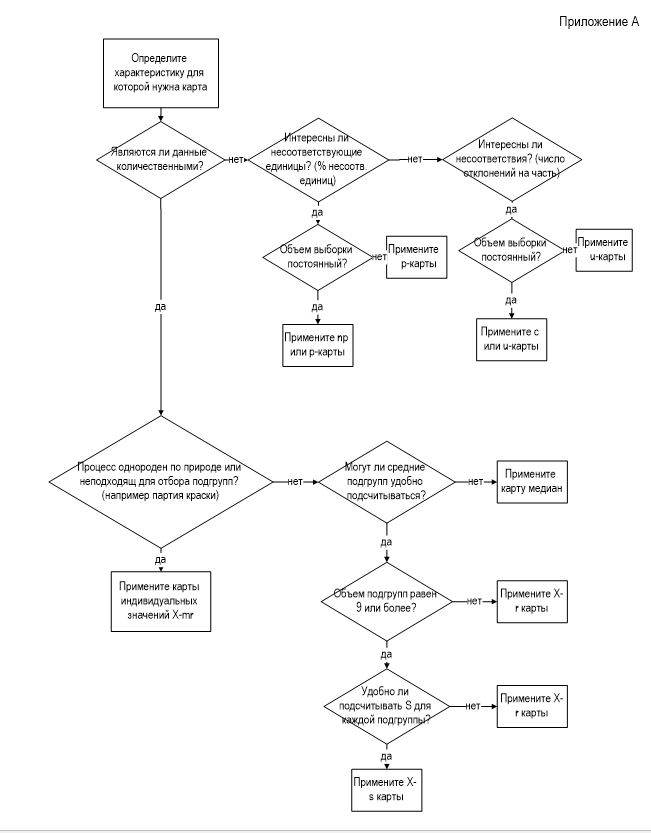
На этапе подготовки производства, ответственный инженер-технолог должен определить параметры продукта и/или технологического процесса, которые необходимо статистически контролировать. При этом он должен руководствоваться перечнем ключевых (критических и важных) характеристик продукта и процесса, схемой для выбора типа контрольных карт (Приложение А), техническими возможностями оборудования и инструментов. Характеристики продукта или технологического процесса, подлежащие статистическому контролю, могут быть определены в ходе проведения FMEA.
В Плане управления для изделия ответственный инженер-технолог указывает характеристики, подлежащие статистическому контролю, объем выборки, частоту, способ измерения, исполнителей, план реагирования при несоответствиях.
Если замеры будут производиться операторами и / или контролерами, то на этапе производства ОПП ответственный инженер технолог проводит их обучение правилам статистического контроля процессов и чтения контрольных карт, контролирует сбор статистических данных о процессе в соответствии с Планом управления.
Для первоначальной оценки возможностей процесса необходимо проконтролировать минимум 25 подгрупп, содержащих в общей сложности минимум 100 индивидуальных значений. Во время производства ОПП, оператор, в соответствии с Планом управления, заносит измеренные данные в Контрольную карту (пока не имеющую контрольных границ и среднего значения).
После сбора первоначальных статистических данных о процессе, ответственный инженер-технолог анализирует нанесенные на карту контрольные точки, при наличии резких выбросов (причиной появления которых, скорее всего, послужили случайные причины изменчивости).
Их необходимо исключить из дальнейшего расчета среднего значения и первоначальных контрольных границ (расчет производится в соответствии с приложениями к формам контрольных карт, либо в программной среде производственного оборудования). При этом должны быть установлены причины появления таких выбросов и (по возможности) проведены мероприятия по предупреждению их повторного появления.
Если рассчитанные среднее значение и контрольные границы удовлетворяют требованиям (например, не превышают технический допуск для этого параметра), то они принимаются в качестве «пробных» и проводится дальнейшее изучение процессов производства ОПП.
В случае появления на карте приведенных ниже сочетаний контрольных точек, оператор руководствуется планом реагирования (как правило, это остановка производства и вызов инженера-технолога/специалиста по настройке оборудования — последняя колонка Плана управления).
Правила чтения контрольных карт. 5 случаев, когда корректировка процесса необходима:
Выход значения параметра за пределы границ регулирования
Выраженная тенденция к увеличению или уменьшению значения параметра в виде 7 последовательно возрастающих/убывающих точек (значений)
Выраженная тенденция к нарушению центровки процесса в виде 7 последовательно расположенных точек (значений) ниже или выше центральной линии
Процесс протекает под влиянием систематической причины изменчивости
Более 90% точек находится близко к центральной линии, что говорит об ошибочно рассчитанных контрольных границах, фальсификации данных или
непригодности измерительной системы
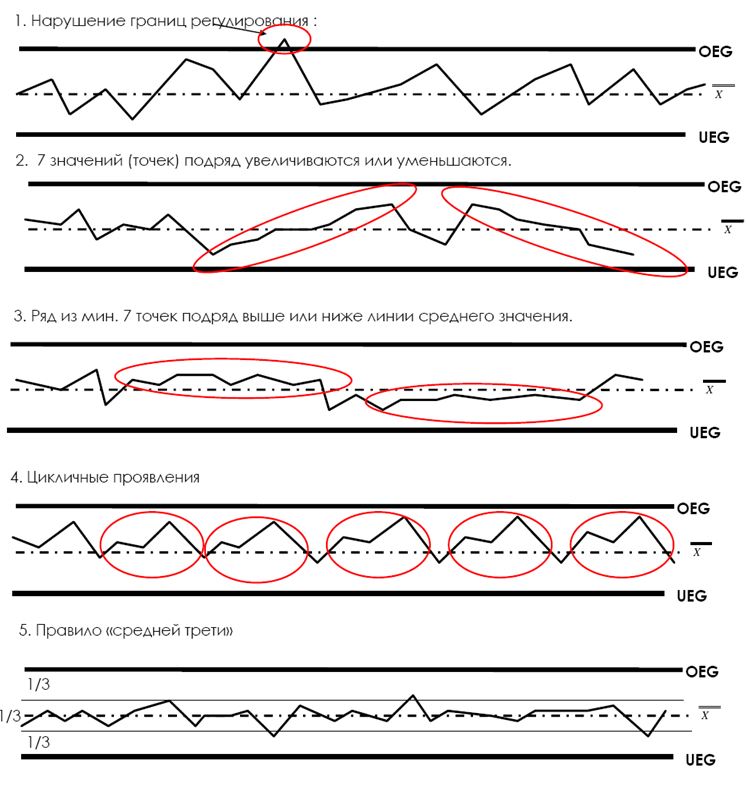
1.Выход значения параметра за пределы границ регулирования
2. Выраженная тенденция к увеличению или уменьшению значения параметра в виде 7 последовательно возрастающих/убывающих точек (значений)
3.Выраженная тенденция к нарушению центровки процесса в виде 7 последовательно расположенных точек (значений) ниже или выше центральной линии
4.Процесс протекает под влиянием систематической причины изменчивости
5.Более 90% точек находится близко к центральной линии, что говорит об ошибочно рассчитанных контрольных границах, фальсификации данных или непригодности измерительной системы
На этапе производства ОПП необходимо выявить случайные и систематические причины, влияющие на изменчивость контролируемых параметров и исключить влияние этих причин на процесс (на контрольной карте не должно появляться указанных выше групп контрольных точек). После того, как процесс приводится в состояние статистически управляемого, инженер-технолог производит пересчет контрольных границ и среднего значения, а так же производит расчет индексов пригодности процесса (Pp и Ppk). Расчет производится на основании статистических данных контроля минимум 25 подгрупп, содержащих в общей сложности минимум 100 индивидуальных значений. В случае если рассчитанные Pp и Ppk ≥ 1,67 (по умолчанию), процесс признается пригодным, пересчитанные контрольные границы и среднее значение переводятся из статуса «пробных» в статус «утвержденных».
В случае если Pp и Ppk не соответствуют установленным требованиям, необходимо исключить влияние случайных и систематических причин на процесс и добиться требуемой пригодности процесса.
На этом работа по статистическому изучению процессов на этапе ОПП завершается.
В серийном производстве допускается применение контрольных карт только с указанными контрольными границами и средним значением. Характеристики продукта и технологического процесса, для которых предусмотрен статистический контроль, указываются в Плане управления. Заполнение контрольных карт и наблюдение за распределением контрольных точек на карте осуществляют операторы на соответствующих операциях. В случае появления на карте приведенных выше сочетаний контрольных точек, оператор руководствуется планом реагирования (как правило, это остановка производства и вызов инженера-технолога/специалиста по настройке оборудования — последняя колонка Плана управления).
Анализ заполненных контрольных карт и расчет индексов воспроизводимости (Cp и Cpk) осуществляет инженер-технолог, ответственный за изделие, периодичность анализа (по умолчанию) – один раз в неделю, в случае появления несоответствий периодичность может быть уменьшена, в случае недостатка статистических данных для анализа периодичность может быть увеличена. Расчет индексов воспроизводимости (Cp и Cpk) осуществляется с помощью приложений к формам контрольных карт. Расчет производится на основании статистических данных контроля минимум 25 подгрупп, содержащих минимум 100 индивидуальных значений. В случае если рассчитанные Cp и Cpk ≥ 1,33 (1,67 – для критических характеристик) процесс признается достаточно воспроизводимым.
Если в процессе тестирования сбор данных производится автоматически, то инженер-технолог, ответственный за изделие, самостоятельно осуществляет расчет индексов Cp и Cpk и оценивает воспроизводимость процесса.
В случае если Сp и Сpk не соответствуют установленным требованиям, необходимо исключить влияние случайных и систематических причин на процесс и добиться требуемой воспроизводимости процесса. При настройке параметров процесса может возникнуть потребность в пересчете контрольных границ и среднего значения (например, в случае уменьшения объемов выборок и увеличении их частоты).
Записи по статистическому контролю процессов хранятся на сервере технологической документации в соответствующих папках по изделиям.
6.ССЫЛКИ
- СТП Технологическая подготовка производства и управление технологической документацией.
- Ф Перечень ключевых (критических и важных) характеристик.
- Ф План управления.
- Ф Контрольные карты.