Наладка установки ультразвуковой сварки ИЛ 100-7/2
Определение и назначение
Настоящая инструкция устанавливает порядок настройки установки ультразвуковой сварки ИЛ 100-7/2 в процессе работы при неудовлетворительной сварке на предмет осевого люфта, биения, выплесков пластмассы.
Инструкция распространяется на инженеров и операторов по наладке оборудования цеха.
Назначение оборудования
Ультразвуковая сварочная установка (сварочный пресс) предназначена для контактного сваривания ультразвуком изделий из термопластичных материалов.
Принцип работы ультразвукового сварочного пресса
УЗ сварочный пресс состоит из следующих основных частей:
- сварочный пресс с пневматическим приводом
- программируемый контроллер управления
- МС (магнитострикционный) преобразователь
- ультразвуковой генератор
Изделие, подлежащее сварке, должно быть расположено между сварочным волноводом и приспособлением для сварки. Приспособление для сварки должно обеспечивать четкую фиксацию свариваемого изделия в нужном положении между волноводом и приспособлением для сварки.
Запуск цикла сварки осуществляется нажатием на кнопку «4» (Пуск) на передней панели. Затем подается сигнал включения подачи пневмоцилиндра.
Длительность сигнала программируется и зависит от технологической потребности. На пневмоцилиндре расположены регулируемые золотники, позволяющие плавно регулировать скорость подхода и отхода сварочного волновода к приспособлению для сварки. Устройство подготовки воздуха имеет два регулятора, общего давления в пневмосистеме ультразвуковой установки и регулятор давления прижима сварочного волновода.
С помощью регулятора давления прижима устанавливается необходимое, по технологии, давление прижима свариваемого изделия.
После того, как свариваемое изделие зажато между сварочным волноводом и приспособлением для сварки, контроллер управления включает и выключает УЗ генератор на время сварки, необходимое по технологии. Пневмоцилиндр удерживает свариваемое изделие в сжатом положении на время сварки. После завершения цикла сварки сварочный волновод отходит от приспособления для сварки и освобождает свариваемое изделие.
Техника безопасности
Категорически запрещается производить работы в зоне между сварочным волноводом и приспособлением для сварки при подключенном сварочном прессе к электрической сети и к пневмомагистрали. Возможна травма!
Запрещается держать руки под инструментом-концентратором и касаться его при включенном генераторе.
Внутри приборного блока (генератора) имеется опасное напряжение для жизни.
Категорически запрещается вскрывать корпус генератора во время работы.
Прикосновение к токоведущим частям генератора разрешается не ранее 30 секунд с момента отключения генератора от сети (вынуть вилку сетевого питания из розетки).
К эксплуатации установки допускаются лица, прошедшие инструктаж по Технике Безопасности и изучившие данную инструкцию.
Правила эксплуатации
К эксплуатации установки допускаются лица, имеющие допуск по электробезопасности не ниже 2, прошедшие инструктаж по Технике Безопасности и изучившие данную инструкцию.
Не включать генератор, если температура его корпуса ниже 10°C, выдержать время, необходимое для того, чтобы корпус прогрелся до рабочей температуры.
Включить генератор в сеть, переключить выключатель питания в положение ON и убедиться в работоспособности генератора: должен светиться индикатор POWER.
Повторное включение генератора допускается не ранее 30 секунд после выключения.
Настройка установки ИЛ 100-7/2
При выявлении оператором некачественных соединений инженер или оператор цеха по наладке оборудования должен произвести настройку установки ультразвуковой сварки:
| № п/п | Вид несоответствия | Причина несоответствия | Меры по устранению |
| 1 | Биение ротора > 0,2 мм | 1. Несоосность волновода и втулки ротора при сварке в приспособлении | 1. Настройка приспособления для сварки |
| 2 | Осевой люфт ротора >0,1 мм | 1. Износ волновода; 2. Износ приспособления для сварки; 3. Сбой частоты генератора 4. Мало время сварки 5. Мал ход волновода 6. Падение давления в системе |
Заменить волновод Настроить приспособление для сварки или заменить Проверить частоту генератора, при необходимости произвести настройку Увеличить время сварки, оно должно составлять 0,9-1,1 сек. (увеличение производить постепенно, увеличивая на 0,1 сек.) Настроить ход волновода Проверить воздушное давление в системе, должно быть 3 атм. |
| 3 | Усилие на разрыв | 1. Мало время сварки | 1. Увеличить время сварки, оно должно составлять 0,9-1,1 сек.(увеличение производить постепенно, увеличивая на 0,1 сек.) |
| 4 | Появление облоя, выплесков пластмассы на сепаратор подшипника. | 1.Большое время сварки 2.Повышенное давление сварки |
Уменьшить время сварки на 0,1 сек. Время сварки должно быть 0,9-1,1 сек. Проверить давление сварки, должно составлять 0,25 атм. |
| 5 | Нагрев волновода в верхней его части (место крепления к МС преобразователю) | 1. Плохо закреплен волновод 2. Большой ход волновода (перебег) 3. Недостаточное охлаждение МС преобразователя |
Проверить крепление волновода к установкеНастроить ход волновода (при необходимости волновод поднять) Проверить работу системы охлаждения (в бачке с водой должно наблюдаться характерное бурление) |
| 6 | Сильный износ волновода в области сварки | Большой ход волновода Большое время сварки | Настроить ход волновода Уменьшить время сварки |
| 7 | Отсутствие характерного звука сварки (шипения) Волновод опускается, сварка не происходит | Перебои в работе генератора из-за вероятных скачков напряжения в сети Сбой частоты генератора Плохо закреплен волновод |
Проверить работоспособность генератора Проверить частоту генератора Проверить надежность крепления волновода к установке. |
Настройка приспособления для сварки
Для настройки приспособления 0870-4002 для УЗ сварки необходимо проделать следующие операции:
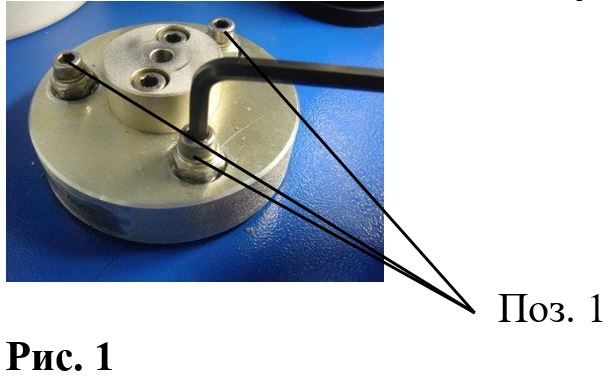
01. Ослабить 3 винта поз. 1 на приспособлении для сварки 0870-4002 см. рис. 1
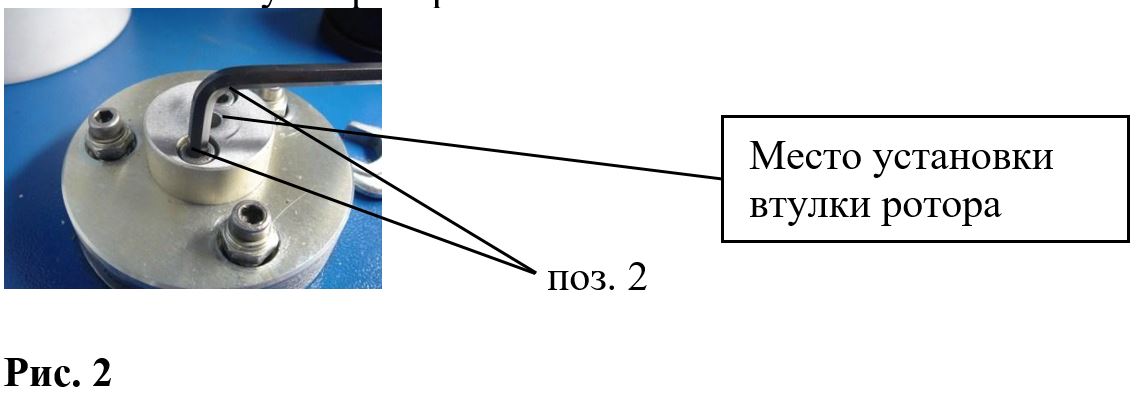
02. Затем ослабить 2 винта поз. 2 на верхней части приспособления (основания), куда вставляется втулка ротора см. Рис.2
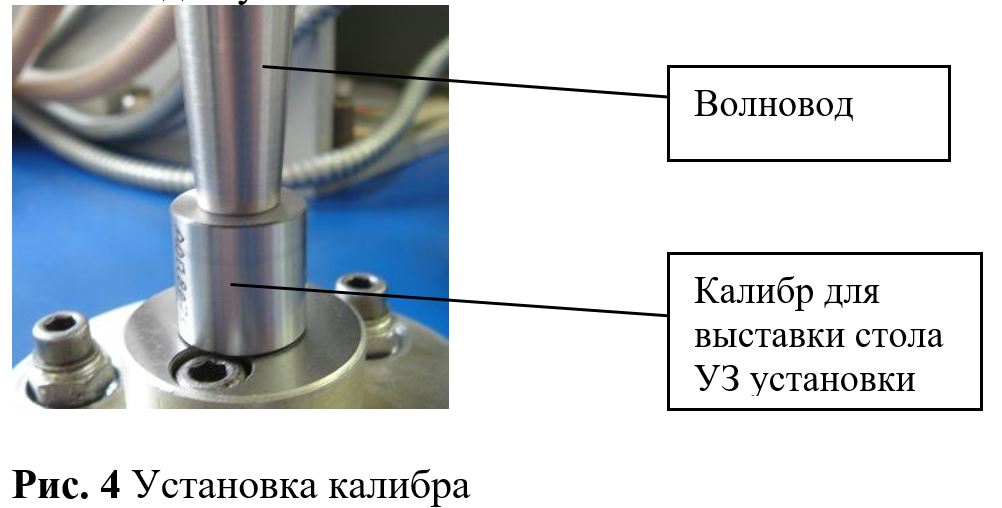
03. Установить калибр 8071-4108 для выставки основания приспособления для УЗ сварки см. Рис. 4
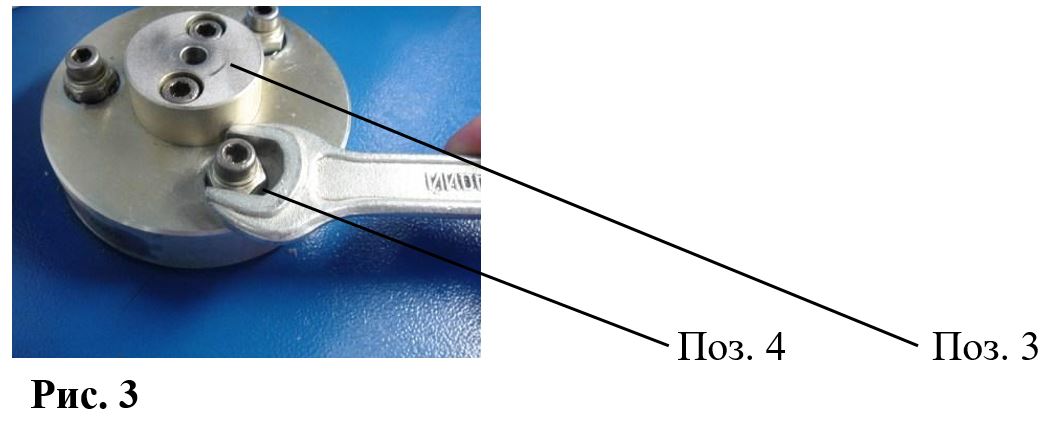
04. Перемещая верхнюю часть приспособления (основание) поз. 3 (Рис. 3) добиться совпадения оси волновода и калибра.
05. Опустить волновод до соприкосновения с поверхностью эталона (калибра), установленного на поверхность основания, для этого необходимо снизить давление в системе до нуля.
06. Поворачивая гайки поз. 4 (Рис. 3) добиться того, чтобы в зазор между торцем волновода и калибром для выставки основания приспособления для УЗ сварки не проходил щуп толщиной 0,03 мм.
07. Для наилучшего совпадения оси волновода и оси втулки ротора допускается выставлять соосность по детали (втулке ротора без кольца и подшипника) см. Рис. 4а. При опускании волновода и центрировании его относительно втулки, не должно быть перекосов втулки ротора относительно оси волновода.

08. Добившись соответствия по этим двум параметрам (зазор между торцем волновода и калибром 0,03 мм, совмещение оси волновода и оси калибра или втулки ротора), не вынимая калибр или втулку ротора из приспособления затянуть винты поз. 1 и поз. 2
09. Сделать пробную сварку 5-ти шт. роторов, (при необходимости откорректировать настройки установки), проверить на осевой люфт, биение и на усилие отрыва. Если по какому-то из параметров сварка ротора не удовлетворяет условиям действующей технологии продолжить настройку установки (см. раздел 6 данной инструкции).
Замена волновода
Внимание! Перед заменой волновода необходимо полностью отключить установку от электросети и подачи воздушного давления.
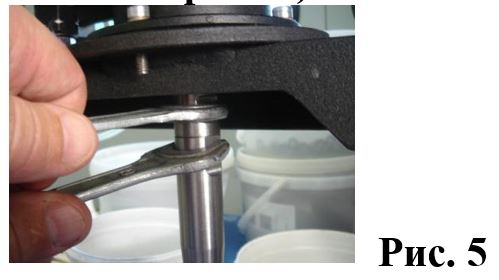
01. Аккуратно выкрутить волновод 0890-4040 из установки ультразвуковой сварки:
Удерживая ключом место крепления волновода к МС преобразователю, вторым ключом выкрутить волновод (по часовой стрелке).
02. Из волновода выкрутить переходник.
03. Взять новый волновод и проверить качество его изготовления: не должно быть заусенцев в формообразующей канавке.
04. Ввернуть переходник в новый волновод примерно до половины длины переходника.
05. Ввернуть волновод в установку:
Удерживая ключом место крепления волновода к МС преобразователю, вторым ключом вкрутить волновод (против часовой стрелки).
06. Установить рабочие параметры установки
06.1 Включить установку
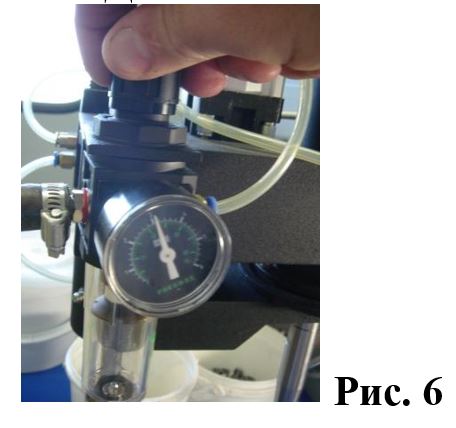
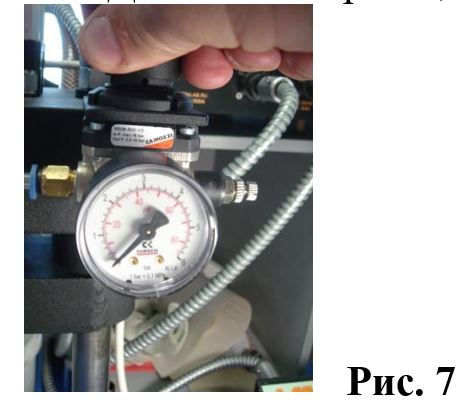
| 06.2 Давление в системе 3 атм. Рис. 6 | 06.3 Давление сварки 0,25 атм. Рис. 7 |
06.4 Настроить резонансную частоту на генераторе (см. раздел 9)
06.5 Установить рабочие параметры сварки на контроллере (см. раздел 11)
07. Прогреть установку в течение 1 минуты или 5-10 циклов сварок без свариваемой детали.
08. Сделать пробную сварку согласно оп. 020-Сварочная сборки ротора.
Проверить ротор на осевой люфт, биение и усилие отрыва.
09. В случае несоответствия ротора по какому-либо из параметров, произвести наладку установки, руководствуясь разделом 6 настоящей инструкции.
ВНИМАНИЕ! Замену волновода производить каждые 20000 циклов сварки ротора с обязательной записью в цеховом журнале.
Настройка резонансной частоты
Включить установку, руководствуясь ТП сборки ротора.
На передней панели генератора располагается индикатор рабочей частоты генератора, стрелочный индикатор резонанса, разъем подключения нагрузки и включатель питания.
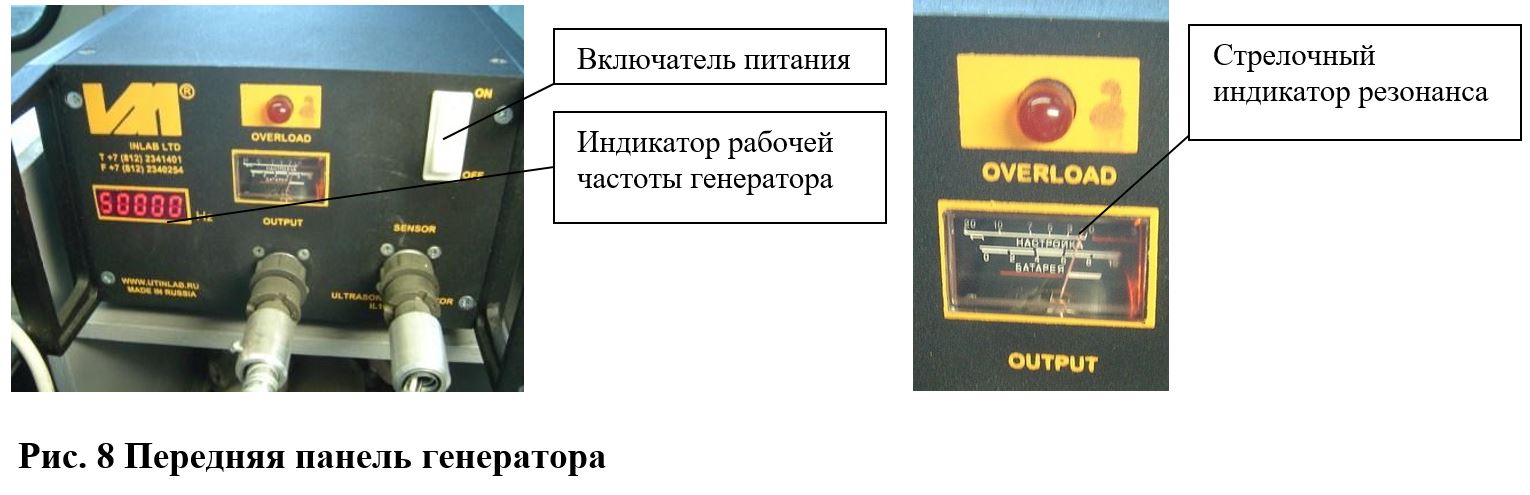
На задней панели генератора расположены переключатель выходной мощности и выведенный «под шлиц» регулятор рабочей частоты.
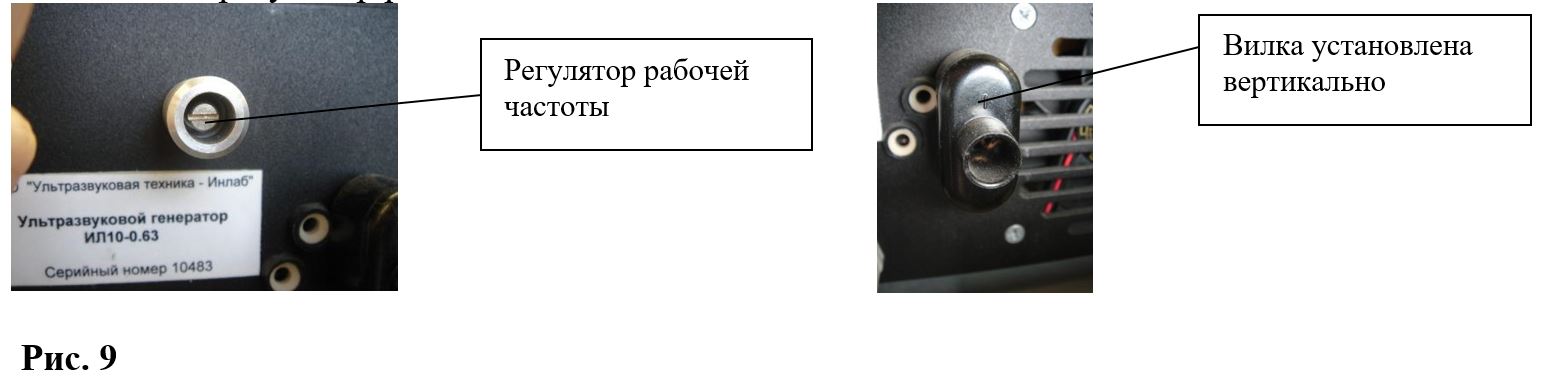
Выходная мощность устанавливается в пределах 100% (вилка установлена вертикально), 75% и 50% (вилка установлена горизонтально) от номинальной.
Перед включением генератора установить регулятор рабочей частоты в крайнее положение по часовой стрелке.
Если при включении генератора с МС преобразователем отсутствует характерный шум его работы (шипение), то это значит, что генератор не работает на резонансной частоте МС преобразователя.
Для подстройки генератора на резонансную частоту МС преобразователя необходимо произвести следующие действия:
установить 100% выходной мощности, плавно поворачивая регулятор рабочей частоты против часовой стрелки, добиваясь максимальных показаний индикатора выходной мощности (стрелочный индикатор над разъемом подключения МС преобразователя, увеличение показаний индикатора слева направо).
Если появился характерный шум, то генератор предварительно настроен на резонансную частоту преобразователя. Регулятор рабочей частоты генератора нужно повернуть как можно дальше против часовой стрелки (согласуя настройку с показаниями индикатора), но при этом, при включении генератора должен происходить автоматический захват рабочей частоты МС преобразователя. Для этого может понадобиться поворот регулятора рабочей частоты на 2-5° по часовой стрелке относительно положения максимального показания индикатора.
При настройке на резонансную частоту стрелка индикатора должна быть максимально приближена к нулю.
При необходимости все действия повторить.
Рабочая частота МС преобразователя может быть в пределах 19,8¸24,2 кГц.
При невозможности настроиться на резонансную частоту необходимо заменить волновод.
ВНИМАНИЕ! РАБОТА ГЕНЕРАТОРА ВНЕ РЕЗОНАНСНОЙ ЧАСТОТЫ МС ПРЕОБРАЗОВАТЕЛЯ ДОПУСКАЕТСЯ НЕ БОЛЕЕ 1 МИНУТЫ. ПРИ БОЛЬШЕМ ВРЕМЕНИ РАБОТЫ ГЕНЕРАТОРА НА НЕСОГЛАСОВАННУЮ НАГРУЗКУ ВОЗМОЖЕН ВЫХОД ГЕНЕРАТОРА ИЗ СТРОЯ!
Настройка хода волновода
Настройка хода волновода осуществляется следующим образом:
01. Выключить генератор и контроллер управления.
02. С помощью регулировочных гаек произвести настройку хода волновода

03. Ослабить две контровочные гайки
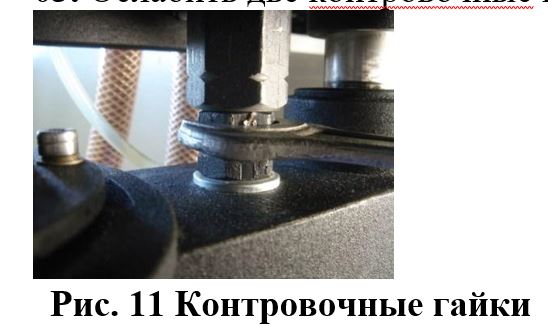
04. Если требуется поднять волновод, то следует постепенно поворачивать регулировочные гайки против часовой стрелки на ½ грани.

05. Затянуть гайки и произвести пробную сварку. Если волновод поднят недостаточно, то следует повторить переходы 03,04.
06. Если требуется опустить волновод, то следует постепенно поворачиватьрегулировочные гайки по часовой стрелке.
Если настройка хода волновода ничего не дала, значит настраиваем приспособление для сварки (см. пункт 7 данной инструкции).
Работа с контроллером управления
Контроллер исполнительных устройств (прибор) управляет работой до 4-х исполнительных устройств.
Времена включения и задержки до включения программируются для каждого устройства отдельно с точностью до 0,1 сек.
Прибор имеет четыре основных состояния функционирования:
«СТОП, ПУСК, ВВОД ПАРОЛЯ, ПРОГРАММИРОВАНИЕ», которые переходят по схеме:
«СТОП» «СТОП» «ПУСК»
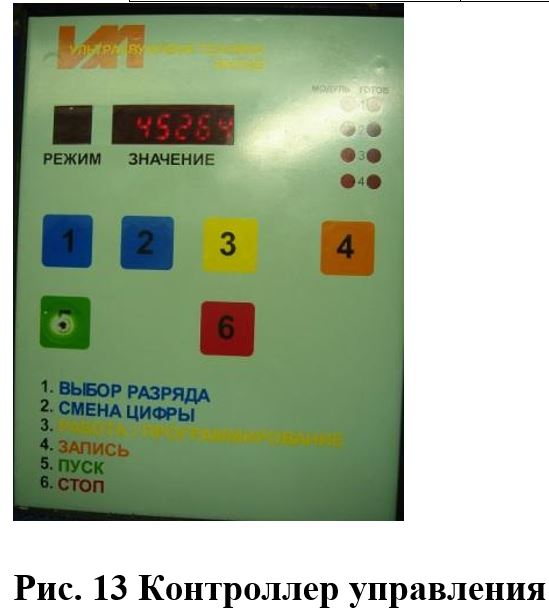
Для управления используются 6 клавиш:
«Стоп», «Пуск», «Работа/Программа», «Выбор», «Смена цифры», «Запись».
Ввод необходимых технологических параметров сварки производится следующим образом:
01. Входим в режим программирования, для этого нажимаем кнопку «3» на панели контроллера.
02. Для установки необходимых параметров сварки заходим в режим записи, для этого необходимо нажать кнопку «4».
03. Затем выбираем необходимый режим, для этого необходимо одновременно нажимать кнопки «5» и «3».

| Режим | Значение |
| 11 | 00000.0 |
| 12 | 00003.0 |
| 21 | 00000.4 |
| 22 | 00001.0** |
| 31 | 00000.0 |
| 32 | 00000.0 |
| 41 | 00000.0 |
| 42 | 00000.0 |
| 51 | 050447* |
| 52 | 000000 |
| 61 | 000001 |
| 62 | 000000 |
*- режим для примера
**- время сварки 0,9-1,1 сек.
- 11- время задержки включения 1-го ИУ(исполнительного устройства) после нажатия клавиши «Пуск», а также после окончания рабочего цикла в циклическом режиме (сек).
- 12- время включения 1-го ИУ (в сек.).
- 21- время задержки включения 2-го ИУ по окончании работы 1-го ИУ (сек.).
- 22- время включения 2-го ИУ (в сек.).
- 31- время задержки включения 3-го ИУ по окончании работы 2-го ИУ (сек.).
- 32- время включения 3-го ИУ (в сек.).
- 41- время задержки включения 4-го ИУ по окончании работы 3-го ИУ (сек.).
- 42- время включения 4-го ИУ (в сек.).
- 51- количество выполненных на данный момент рабочих циклов.
- 52- пароль входа в состояние программирования.
- 61- поле выбора последовательной или параллельной работы ИУ:
- поле равно 000000- последовательная работа,
- поле не равно 000000-параллельная работа ИУ;
- 62- старший байт счетчика рабочих циклов.
Для выбора необходимого разряда используется кнопка «1», для изменения значения разряда используется кнопка «2».
После установки всех необходимых режимов сварки нажать кнопку «4»- запись, а затем кнопку «3» для выхода из режима программирования.
В начале каждого месяца производить обнуление количества рабочих циклов с записью текущего количества выполненных рабочих циклов в цеховом журнале.
Техническое обслуживание установки
01. Обслуживание системы охлаждения:

Система охлаждения состоит из бачка с охлаждающей жидкостью, внутри которого находится насос, и шлангов подвода-отвода, по которым охлаждающая жидкость из бачка поступает и охлаждает магнитострикционный преобразователь и попадает обратно в бачок.
02. Жидкость в бачке заменять по мере загрязнения и появления ржавого осадка, для этого необходимо:
слить старую жидкость, промыть бачок под проточной водой, залить новую охлаждающую жидкость.
снять шланги и также промыть их под проточной водой.
подключить шланги к установке.
Подающий трубопровод должен входить в нижний штуцер охлаждающей рубашки МС преобразователя. Давление охлаждающей жидкости в линии должно быть в пределах 0,5-2 кг/см2.
ВНИМАНИЕ! Категорически запрещается эксплуатация МС преобразователя без охлаждения. В качестве охлаждающей жидкости применяется дистиллированная вода либо антифриз марки «Antifrost-BP» в количестве »10 литров.
В случае использования антифриза в концентрированном виде, разбавить его дистиллированной водой (1:1).
Если применяется антифриз в готовом виде, использовать его неразбавленным.
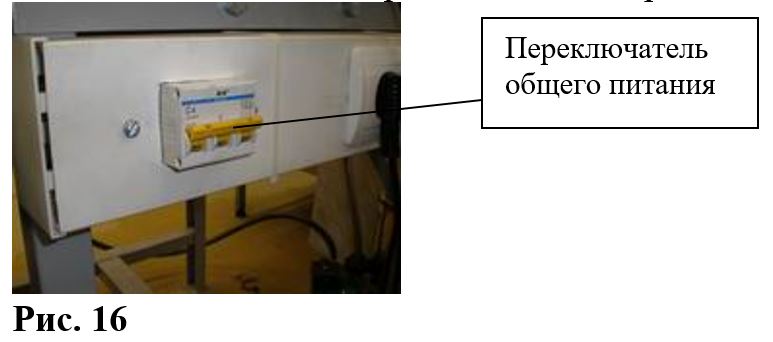
03. Залить охлаждающую жидкость в бачок так, чтобы насос был не полностью скрыт. При включении переключателя общего питания (Рис. 16) в бачке должно наблюдаться бурление, значит, включился насос.
Используемая оснастка и инструмент
- Приспособление для УЗ сварки 0870-4002
- Инструмент-концентратор (волновод) 0890-4040
- Калибр 8071-4108 для выставки основания стола УЗ установки ИЛ100-7/2
- Набор щупов № 1 кл. 2 ТУ2-034-225-87
- Зеркало бытовое размерами (70´50) мм
- Ключ гаечный рожковый 14´17 ГОСТ 2839-80-1 шт.
- Ключ гаечный рожковый 17´19 ГОСТ 2839-80-2 шт.
- Ключ гаечный рожковый 22´24 ГОСТ 2839-80-1 шт
- Приспособление 8701-4060 для контроля осевого люфта
- Приспособление 8900-4001 для контроля прочности сварного шва
- Приспособление 8701-4096 для контроля биения
- MILLITRON TYP1254 1C
- Разрывная машина модели МИП-100-2