Техническое обслуживание пресс-форм на производстве
Технологическая инструкция
1. Область применения
Настоящая инструкция: устанавливает требования к приёму, обслуживанию и ремонту пресс-форм (ПФ); обеспечивает контроль за жизненным циклом ПФ, порядок проверки с регистрацией действий.
К области применения настоящей инструкции относятся все ПФ, находящиеся в распоряжении производства.
Требования инструкции являются обязательными для всех подразделений и должностных лиц предприятия, эксплуатирующих и обслуживающих ПФ.
2. Техника безопасности
2.1 Вредные и опасные факторы труда
Вредными и опасными факторами труда на данном участке согласно ГОСТ 12.0.003-74 являются:
- Физические:
-повышенное напряжение электрического тока в сети питания оборудования;
- Химические — нет.
- Биологические — нет.
- Психофизиологические — нет.
2.2 Требования безопасности
- Требования безопасности.
- Комплект СИЗ согласно инструкции
3.Оборудование, оснастка и вспомогательные материалы.
- Стол рабочий;
- Инструмент слесарный;
- Смазка силиконовая в аэрозольной упаковке Si-10 ТУ 2389-320-05763458-2001;
- Смазка водостойкая, высокотемпературная А 7002/1000 (HASCO);
- Чистящие средство для пресс-форм: DME C126, Weicon Cleaner S,- MouldPro polymer Remover, WD-40
- Антикоррозийное средство для защиты форм Lusin Protect G 31 (Chem Trend );
- Фланелевая ткань;
- Отходы пром. сортир. х/б белые арт.361 40х40 ГОСТ4644-75;
- Спирт этиловый в.с. ГОСТ 18300-87;
- Алмазная паста DP20 1, DP20 3, DP20 9, DP20 15, DP20 70, каталог DME;
- Рукавицы брезентовые ГОСТ 12.4.010-75
- Выколотки медные
4. Проверка новых пресс-форм
4.1. Все вновь поступившие ПФ в цех проходят проверку, которую проводит комиссия в составе: руководитель технологической службы, инженер по подготовке производства, начальник инструментального участка, инженер-технолог по оснастке, слесарь-инструментальщик цеха. Проверяется комплектность пресс-формы на соответствие технологическому заданию, наличие необходимого количества запасных частей и наличие прилагаемой 2D и 3D документации. Слесарь-инструментальщик проводит разборку, промывку от консервационной смазки, осмотр формообразующих и проверку на потенциальную работоспособность.
4.2. По результатам комиссионной проверки определяются дальнейшие действия с оснасткой.
При отсутствии замечаний, пресс-форма допускается к испытаниям.
При наличии, каких-либо несоответствий, инженером по подготовке производства направляется претензия изготовителю с требованием об устранении всех недостатков.
5. Эксплуатация пресс-форм
5.1. Начальник инструментального участка цеха обязан обеспечить: — содержание ПФ в работоспособном состоянии, их эксплуатацию в соответствии с требованиями технологического процесса на закрепленном ТПА, соблюдение настоящих правил, правил безопасности и других нормативно-технических документов, действующих на предприятии;
- своевременное и качественное проведение технического обслуживания;
- выявление и анализ нарушений в эксплуатации ПФ;
- регистрацию данных по обслуживанию и ремонту ПФ.
- организацию учета запасных частей к ПФ, и их своевременное пополнение (размещение заявок в бюро инструментального хозяйства на стандартные комплектующие, оформление ремонтных заказов на изготовление и ремонт оригинальных деталей);
- своевременное пополнение расходных материалов, необходимых для проведения обслуживания ПФ: мелкой шкуркой, смазочными материалами, тканями для протирки, полировальными пастами и т.п. (см. п.3 настоящей инструкции).
5.2. Эксплуатацию ПФ на ТПА, неуказанных в технологическом процессе, начальник тех-бюро цеха согласовывает с инженером- технологом по направлению и проводит пробные отливки с проведением обмеров детали (проведением переаттестации пресс-формы), пере согласованием эталона внешнего вида, если последнее требуется.
6. Порядок проведения работ по техническому обслуживанию и ремонту пресс-форм
6.1 Целью проведения организации обслуживания ПФ является обеспечение безопасной, надёжной безотказной эксплуатации ПФ в межремонтный период и содержание их в исправном состоянии.
6.2 ПФ относятся к основной технологической оснастке литейного производства.
6.3 Техническое обслуживание ПФ проводится по планово-предупредительной системе и включает в себя:
- ежесменное обслуживание, проводимое наладчиками цеха;
- плановое (после выполнения месячного плана) и полугодовое обслуживание, проводимые слесарем-инструментальщиком цеха.
6.4 Ежесменное техническое обслуживании пресс-форм, производимое наладчиком.
— Перед запуском литья наладчику необходимо:
6.4.1 Произвести проверку крепления пресс-формы на ТПА, при необходимости подтянуть болты.
6.4.2 Произвести визуальный осмотр формообразующих пресс-формы на наличие механических повреждений.
6.4.3 Формообразующие перед запуском должны быть чистыми, при необходимости протереть плоскость смыкания ПФ. Полированные поверхности допускается протирать только чистой фланелевой тканью или безворсовыми салфетками.
6.4.4 Перед смыканием убедиться, что подвижные элементы стоят в правильном положении.
6.4.5 Проверить плавность перемещения движущихся частей ПФ (толкатели ползуны и т.д.), ПФ должна открываться и закрываться без толчков, ударов и заеданий. При необходимости произвести смазку направляющих (не допускается попадание смазки на формообразующие). Проверка осуществляется в режиме наладки!
6.4.6 Убедиться в корректном функционировании системы термостатирования (охлаждения), отсутствии подтеканий.
6.4.7 При возникновении неисправности, которую невозможно устранить самостоятельно, следует обратиться в службу инструментального участка.
— Во время литья наладчик должен осуществлять:
6.4.8 Контроль плоскости смыкания пресс-формы на предмет налипания пластика, при необходимости её следует протереть или продуть.
6.4.9 Контроль чистоты каналов для отвода воздуха (выпоров). При наличии нагара или остатка пластика произвести протирку чистящим средством с тряпкой или деревянной палочкой. 6.4.10 Контроль процесса работы пресс-формы на предмет возникновения посторонних шумов, скрипов, нарушения плавности хода и т.д. В случае обнаружения неисправности, незамедлительно остановить ТПА и принять меры для её устранения. Если ПФ плохо раскрывается или изделие не извлекается, то не допускается применять инструменты, приводящие к повреждению ПФ. Раскрывать ПФ и извлекать изделие следует специальными приспособлениями и инструментами, обеспечивающими сохранность ПФ (медные, латунные или алюминиевые выколотки и т.п.). При возникновении неисправности, которую невозможно устранить самостоятельно, следует обратиться в службу инструментального участка.
Контроль осуществляется не реже чем раз в 2 часа после запуска, с соответствующей отметкой в табеле учёта работы оборудования!
По окончании литья.
6.4.11 Перед предъявлением пресс-формы для проведения профилактических работ на слесарный участок, после отключения контуров системы охлаждения необходимо произвести осушение каналов термостатирования сжатым воздухом.
6.4.12 Формообразующие после завершения литья должны быть чистыми и сухими, при необходимости их нужно протереть или продуть. Полированные поверхности допускается протирать только чистой фланелевой тканью.
6.4.13 При предъявлении ПФ на место для профилактики необходимо обязательно прикладывать одну из последних отливок (литник и детали со всех гнёзд с одного съёма).
6.4.14 При возникновении каких-либо дефектов на изготавливаемой детали, необходимо выделить маркером зоны несоответствия на прилагаемом к ПФ образце.
6.4.15 При возникновении какой-либо неисправности ПФ, для более эффективного анализа возникновения и её предотвращения в дальнейшем, необходимо прописать обстоятельства при которых возник данный дефект и приложить к пресс-форме.
6.5 Плановое обслуживание пресс-форм, проводимое слесарями по обслуживанию оснастке.
а) Анализ последней детали (литника) Слесарь по обслуживанию оснастки устанавливает пресс-форму на рабочее место из зоны приёмки и анализирует последнюю отливку (литник и детали со всех гнёзд) на соответствие эталону внешнего вида. При этом обращается внимание на наличие облоя, задиров, подливов, пятен, царапин, следов от толкателей и других дефектов. Каждый дефект обсуждается с инженером по оснастке и инженером технологом. Комиссионно принимается решение о необходимости разборки и необходимости доработки пресс-формы.
б) Разборка пресс-формы. По итогам пункта «а)» слесарь-инструментальщик размыкает пресс-форму, разбирается плита толкателей, ползуны. Необходимо учитывать расположение элементов пресс-форм и проверять маркировку установленных элементов. Используется инструмент, который не влечёт повреждения пресс-форм.
в) Чистка формообразующих и других внутренних и наружных частей пресс-формы (толкатели, литниковые втулки, штуцера, пружины и т.д.) Производится очистка всех элементов от ржавчины, старой смазки и продуктов износа. Используются средства, разъедающие плохо очищающиеся отложения. После нанесения, чистящие средства в обязательном порядке удаляются поверхности элементов пресс-форм с помощью ветоши, фланели и сжатого воздуха. Чистящее средство не должно оставаться в стыках пресс-формы и впоследствии влиять на качество деталей.
г) Съём пуансона и матрицы из пакета пресс-формы.
Инженер по оснастке принимает решение по разборке и съёме матриц и пуансонов.
Разборка производится при наличии повреждений или течи каналов термостатирования. Необходимо учитывать порядок и последовательность разборки.
д) Осмотр формообразующих и других внутренних и наружных частей пресс-формы. Очищенные элементы пресс-формы подвергаются анализу на предмет повреждения, износа или т.п.
е) Замена повреждённых и изношенных элементов. Совместно с инженером по оснастке слесарь инструментальщик принимает решение о доработке или замене частей пресс-формы. Необходимо обращать особое внимание на установку новых элементов пресс-формы, особенно тех, которые не имеют маркировку (используются чертежи пресс-формы, мат. модель). Проверяются установочные и другие особо важные размеры новых частей, которые влияют в дальнейшем на собираемость и внешний вид получаемой детали.
ж) Сборка пресс-формы (смазка подвижных частей, полировка зеркальных поверхностей) После полной подгонки и проверки новых элементов собираем пресс-форму по установочной маркировке. Новые элементы необходимо промаркировать в соответствии с занимаемым местом. Все подвижные элементы смазываются. Зеркальные элементы протираются спиртом, при необходимости полируются до устранения дефектов зеркала.
Необходимо проверить полную фиксацию формообразующих элементов. Не допускается движение знаков в матрице или пуансоне.
После полной сборки пресс-форма, прошедшая замену элементов (толкателей, формообразующих знаков и т.п.), отправляется на место для проведения испытаний. Пресс-формы, прошедшие профилактику без замены элементов и не требующие испытаний (определяет инженер по оснастке и (или) инженер-технолог, слесарь-инструментальщик устанавливает на стеллажах готовых к работе пресс-форм согласно своему номеру.
Инженер по оснастке заполняет соответствующие графы паспорта пресс-формы, кратко описывает причины ремонта и вид выполненных работ.
Слесари-инструментальщики заносят информацию о проведении обслуживания пресс-форм (ремонт, подгонка, чистка, профилактика и т. п.) в электронный документ формата Exсel.
з) Готовность пресс-формы к работе.
Пресс-формы, которые подвергались замене элементов проходят испытания. Наладчик устанавливает пресс-форму на ТПА и в присутствии инженера по оснастке получает детали, соответствующие эталону внешнего вида в нужном количестве (количество определяет инженер по оснастке или инженер-технолог). Так же проверяется работоспособность пресс-формы, соответствие режимов и время цикла согласно выписки из ТП. Полученные детали инженер по оснастке отдает на замеры по конструкторскому чертежу по необходимым размерам (определяет инженер по оснастке).
Детали, имеющие отклонения по внешнему виду от эталона внешнего вида, согласовываются с потребителем (ОГК с подписью конструктора в паспорте п/ф или с оформлением эталона внешнего вида).
После получения положительных результатов обмеров (с записью в паспорт пресс-формы), проверки собираемости и согласованию эталона внешнего (или получения подписи конструктора) пресс-форма устанавливается на стеллаж я является годной к работе.
6.6 Потребность в замене запчастей и элементов п/ф на новые определяет инженер по оснастке. Принимаются во внимание рекомендации слесаря инструментальщика. На основании чертежей пресс-формы, чертежей и обмеров детали инженер по оснастке идентифицирует формообразующие элементы, подлежащие замене или доработке вследствие их износа\поломки.
6.7 Заполнения всех граф паспорта пресс-формы проверяются службами ОГТ, технического контроля цеха и технологического бюро цеха во время проверки технологической дисциплины.
7. Порядок проведения работ по техническому обслуживанию и ремонту горячеканальных ПФ.
Горячеканальная система (ГКС) является сложной конструкцией литниковой системы пресс-формы и требует надлежащего ухода и содержания. Обслуживающий персонал должен иметь соответствующую квалификацию.
Разогрев этой системы производится перед запуском формы в работу. Затем, на протяжении производства всей партии изделий, полимерный материал в литнике поддерживается в вязко-текучем состоянии.
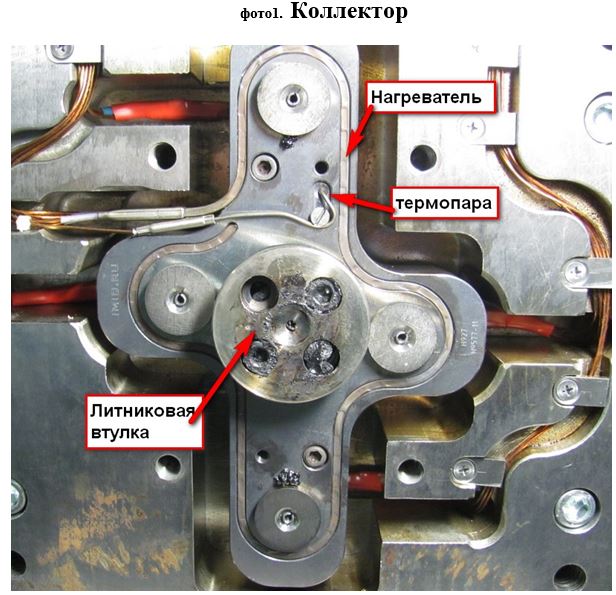
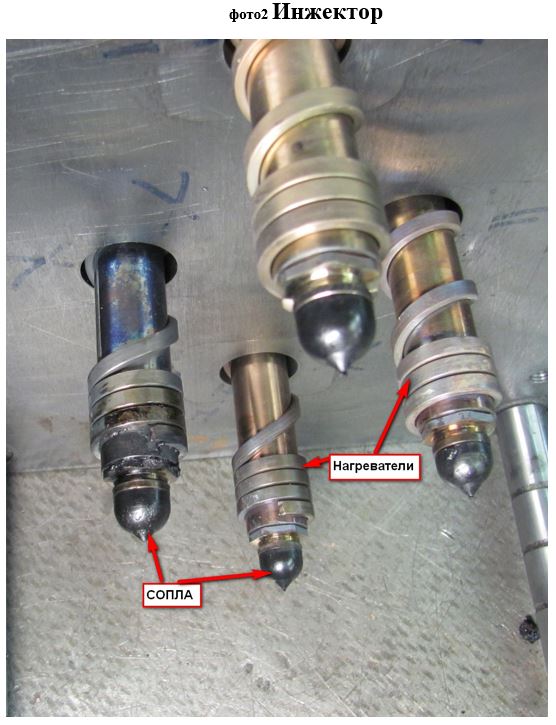
Элементы горячеканальной системы (см. фото 1 и 2) являются неремонтируемыми частями и подлежат замене при выходе из строя- к ним относятся: нагреватели, термопары, сопла, обогреваемые литниковые втулки. Корпуса коллекторов и инжекторов, как правило, не подвержены износу.
В виду особенности процесса литья на горячеканальных пресс-формах, присутствует вероятность попадания посторонних примесей в полость горячего канала. В этом случае слесарь инструментальщик производит разборку пресс-формы, освобождая последовательно элементы ГКС. В разобранном виде к ГКС подключается терморегулятор и нагревается до температур, при которых внешний и внутренний застывший пластик начинает размягчаться, но не более, чем указанным в технологическом процессе для данной пресс-формы. Производится очистка в горячем виде от остатков пластмассы, при необходимости вывинчиваются сопла инжекторов.
Запрещается применять абразивные материалы в контакте с элементами ГКС. Необходимо использовать рукавицы из плотной ткани, прутки из цветных сплавов, ветошь.
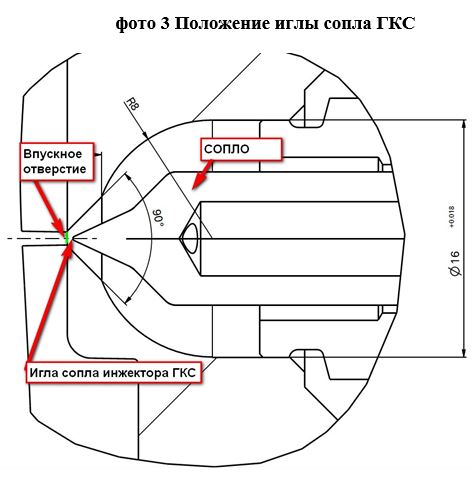
После проведения очистки каналов необходимо собрать пресс-форму и обращать внимание на положение игл сопел ГКС относительно впускного отверстия в форме. Игла должна быть симметрична, кромка должна быть острой.
Положение иглы согласно сборочному чертежу пресс-формы (заподлицо, либо на определенном заглублении-0,2-0,4 мм) см фото 3 Обязательно перепроверить положение иглы в нагретом состоянии ГКС (температуры по зонам согласно технологическому процессу для данной пресс-формы)