Входной контроль деталей с гальваническим покрытием
Технологическая инструкция
1. Общие положения
1. 1 Настоящая инструкция устанавливает требования по контролю качества деталей с гальваническим покрытием.
1.2 В настоящую инструкцию включены все виды проверок деталей с гальваническим покрытием, необходимых для определения качества поступающих в механический цех деталей с покрытием.
1.3 Инструкция содержит справочные материалы по срокам годности покрытий.
1.4 Инструкция распространяется на работников цеха, выполняющих работы, связанные с проверкой на входном контроле деталей с гальваническим покрытием.
2. Виды проверок деталей с гальваническим покрытием на входном контроле
Для всех деталей с гальваническим покрытием установлены следующие проверки:
2.1 Проверка состояния упаковки (наличие пломб или клейм ОТК, исправность тары, маркировка).
2.2 Проверка наличия документов, подтверждающих качество: паспорт, сертификат о качестве.
2.3 Осмотр внешнего вида деталей.
2.4 Проверка толщины покрытий.
2.5 Проверка прочности сцепления (на образце –свидетеле)
3. Нормативные ссылки
Инструкция разработана в соответствии с:
- ГОСТ 9.301-86 Покрытия металлические и неметаллические неорганические. Общие требования.
- ГОСТ 9.302-86Покрытия металлические и неметаллические неорганические. Методы контроля.
4. Методы контроля
4.1 Метод контроля внешнего вида покрытий по п. 2.3 основан на выявлении дефектов поверхности покрытия внешним осмотром.
Контроль выполняется осмотром деталей невооруженным глазом на расстоянии 25 см от контролируемой поверхности при естественном или искусственном освещении. Освещенность должна быть не менее 300 600лк Допускается использование оптических приборов (лупа ЛП-1-4х ГОСТ 25707-83 и увеличительная лампа Х 5 Актакот АТР-6051)
Оценку качества внешнего вида покрытий допускается проводить на соответствие образцам эталонам, изготовленных из того же материала что и деталь, покрытых одновременно с деталями по одной технологии.
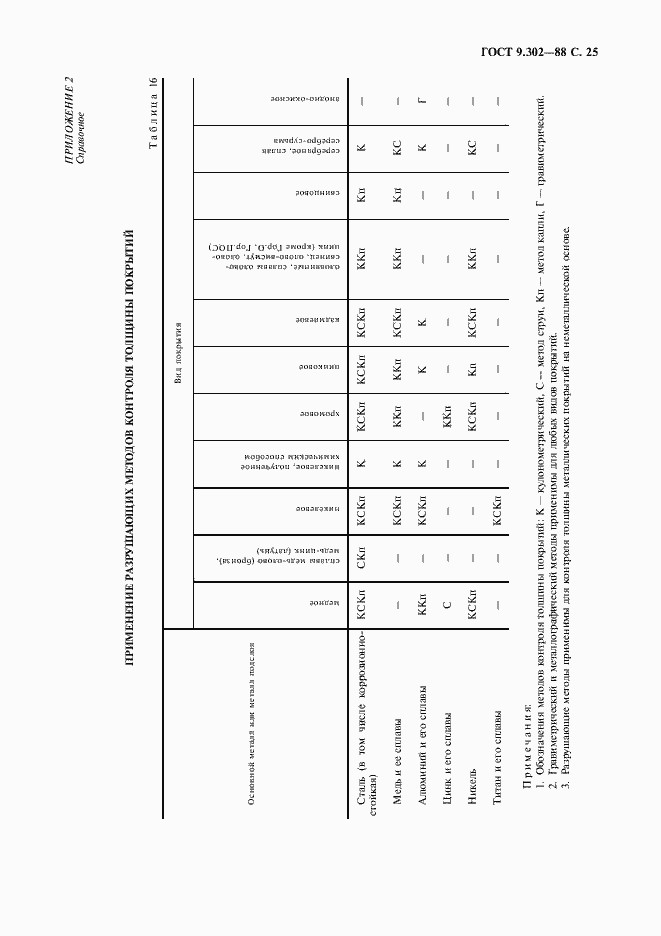
4.2 Толщину покрытия по п. 2.4 контролируют неразрушающими или разрушающими методами.
Применение неразрушающих и разрушающих методов контроля толщины покрытий в зависимости от вида покрытия и материала детали приведено в приложении 1 и 2.
4.2.1 Неразрушающие методы проверки толщины покрытия (п.3.6.3 и п.3.7 ГОСТ 9.302-88):
- метод магнитоиндукционный;
- метод вихревых токов
Метод магнитоиндукционный основан на определении изменений магнитного сопротивления участка цепи:
преобразователь – контролируемая деталь, зависящего от толщины покрытия, по ЭДС, наводимой в измерительной обмотке преобразователя, питающегося переменным током низкой частоты.
Метод применяют для неферромагнитных металлических и неметаллических покрытий на ферромагнитных металлах.
Относительная погрешность метода ± 5%.
Метод вихревых токов основан на регистрации взаимодействия собственного электромагнитного поля преобразователя с электромагнитным полем вихревых токов, наводимых этим преобразователем в детали и зависящих от электрофизических и геометрических параметров основного металла и покрытия.
Метод применяют для неэлектропроводимых покрытий на неферромагнитных металлах и электропроводимых покрытий на неферромагнитных и ферромагнитных металлах.
При контроле толщины неэлектропроводимых покрытий на деталях из неферромагнитных металлов метод применяют при условии, что значение шероховатости поверхности основного металла и покрытия Ra меньше толщины покрытия.
При контроле толщины электропроводимых покрытий на деталях из неферромагнитных металлов метод наиболее эффективен при условии, что удельные электрические проводимости основного металла и покрытия отличаются не менее чем в 2-3 раза.
Относительная погрешность метода ± 5%.
4.2.2 Приборы для контроля толщины покрытий
Таблица №1
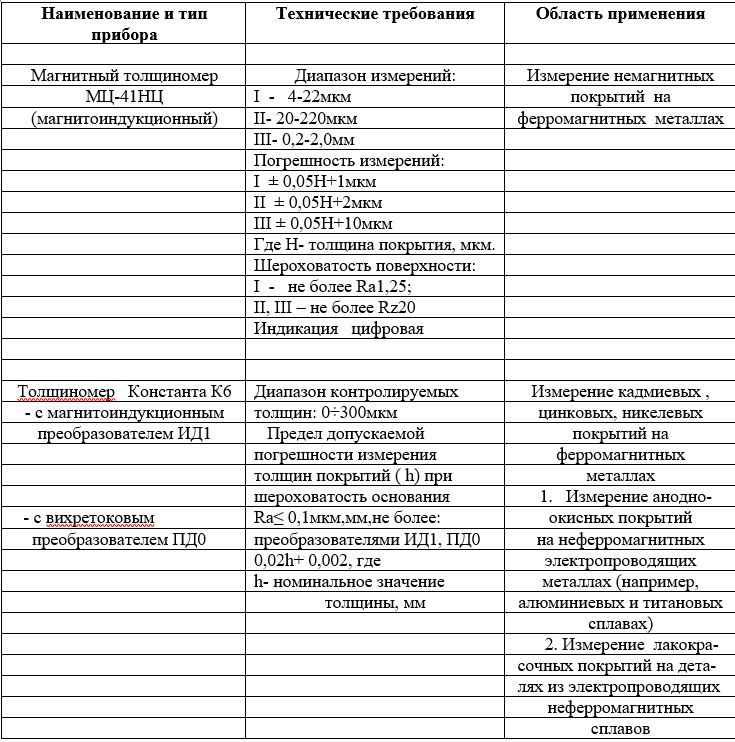
Примечание: Порядок работы с прибором (включение, проведение измерений, калибровка, выключение) согласно паспорта на прибор.
4.2.3 Измерение толщины покрытия
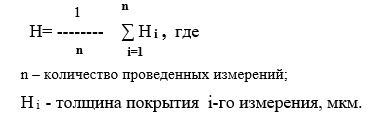
За результат измерения толщины покрытия принимают среднее арифметическое значение не менее трех измерений на поверхности одной детали или 3-5 деталях одной партии единовременной загрузки, если поверхность одной детали менее 1см2.
Среднее арифметическое значение толщины покрытия (Н)в микрометрах вычисляют по формуле:
4.2.4 Разрушающие методы проверки толщины покрытияметод капли п. 3.17 согласно ГОСТ 9.302-88
Метод капли основан на растворении покрытия соответствующим раствором, наносимым на поверхность каплями и выдерживаемым в течении определенного промежутка времени. Метод применяют для однослойных и многослойных покрытий (послойно).
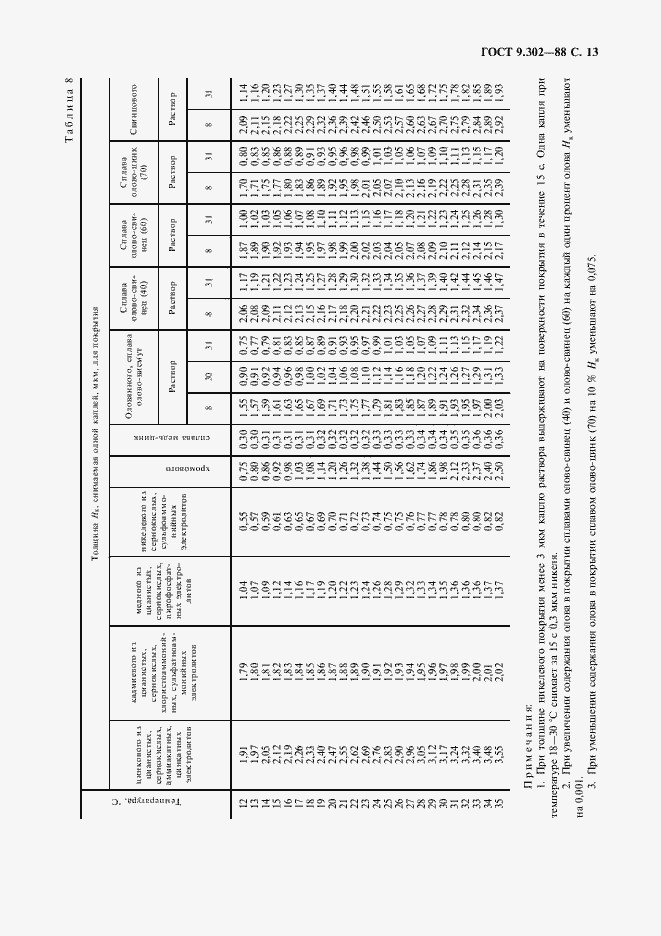
При проведении измерения на поверхность покрытия наносят одну каплю раствора. Выдерживают время, указанное в таблице 7 и насухо удаляют фильтровальной бумагой. Затем на то же место наносят вторую каплю раствора, повторяют до полного растворения. Растворы, применяемые для измерения толщины покрытия, время выдержки капли и признак окончания измерения приведены в таблице 7.
Толщину покрытия (Н) в микрометрах вычисляют по формуле
Н=Нк(n-0,5), где
- Нк – толщина покрытия, снимаемая одной каплей раствора за определенное время, мкм;
- n – количество капель, израсходованное на растворение покрытия.
Толщина Нк для различных покрытий в зависимости от температуры приведена в таблице 8.
При измерении многослойных покрытий отдельно подсчитывают количество капель, израсходованных на растворение каждого слоя.
Относительная погрешность метода +30%.

4.3 Метод контроля прочности сцепления покрытий по п. 2.5 основан на различии физикомеханических свойств металла покрытия и основного металла.
Методы контроля прочности сцепления после нанесения покрытия (кадмиевого, никелевого) согласно п.5.8 и п. 5.9 ГОСТ 9.302-88:
- метод нанесения сетки царапин (метод рисок);
- метод нагрева
4.3.1 Метод нанесения сетки царапин (п.5.8) применим для покрытий толщиной не более 20мкм.
На поверхности контролируемого покрытия стальным острием (твердость материала острия должна быть выше твердости покрытия) наносят не менее трех параллельных рисок с расстоянием между ними от 2 до 3-х мм и перпендикулярно к ним также не менее 3-х параллельныхрисок. Риски наносят в одном направлении острием, установленном под углом30 º, глубиной до основного металла.
После контроля не должно быть отслаивания покрытия между линиями и в сетке квадратов.
4.3.2 Метод нагрева (п.5.9). Детали с покрытием нагревают до температуры 190± 10 ºС, выдерживают при данной температуре в течение 1 часа и охлаждают на воздухе.
На контролируемых деталях не должно быть отслоения или шелушения, вздутия покрытия.
Примечание:
1. Контроль производить одним из методов: методом нагрева или методом нанесения сетки царапин в соответствии с ГОСТ 9.302-88 п.5,8, 5,9.
2. Для нанесения рисок использовать Лезвие безопасное ТУ 27-56-858-80
3. Контроль проводить на образцах – свидетеляхв случае предоставления требования к кадмиевому покрытию
5. Требования к кадмиевому покрытию
Внешний вид:
- Цвет кадмиевого покрытия светло-серый или серебристо-серый.
- Цвет кадмиевого покрытия с радужным хроматированием золотисто-желтый с радужными оттенками.
- Цвет кадмиевого покрытия с хроматированием хаки от хаки до коричневого.
- Цвет кадмиевого покрытия с фосфатированием от светло-серого до темно-серого.
- Фосфатное покрытие должно быть равномерным и плотным, структура микрокристаллическая, разнотонность пленки не допустима.
- Фосфатная пленка с дополнительной обработкой в ГФЖ (гидрофобизирование фосфатных деталей в 3-5% р-ре ГФЖ 136-41) должна сохранять первоначальный вид, после обработки поверхность слегка маслянистая.
Не являются браковочными следующие признаки:
- Матовая поверхность после подготовки поверхности металлопескоструйной очисткой, галтованием и травлением;
- Потемнение или ослабление интенсивности цвета хроматного покрытия на деталях после термообработки;
- Более темный или более светлый оттенок хроматного покрытия в отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, кромках, углах, местах контакта с приспособлением, между витками пружин с малым шагом;
- Матовые полосы вокруг отверстий;
- Следы от потеков воды, хроматирующих и фосфатирующих растворов без остатков солей;
- Блестящие точки и штрихи, образовавшиеся от соприкосновения деталей в процессе нанесения покрытий в барабанах или колоколах;
- Единичные механические повреждения хроматного покрытия (не более 2% от всей площади)
- Незначительный белый налет в глухих отверстиях и пазах на деталях с фосфатным покрытием.
Не допускаются:
- Непрокрытые полосы и пятна;
- Царапины, забоины;
- Очаги коррозии;
- Пригары;
Отложение шлама, шероховатость (на деталях с фосфатным покрытием) Максимальная толщина покрытия в зависимости от минимальной:
| Минимальная толщина, мкм | 1 | 3 | 6 | 9 | 12 | 15 | 18 | 21 | 24 | 30 |
| Максимальная толщина, мкм | 3 | 6 | 9 | 15 | 18 | 21 | 24 | 30 | 33 | 40 |
6. Требования к анодно-окисному покрытию на алюминии и его сплавах
Внешний вид:
- Цвет покрытия Ан.Окс.тв от светло-серого до черного, допускаются желто-зеленые оттенки.
- Цвет покрытия Ан.Окс.тв после наполнения хроматами от желто-зеленого до коричнево-черного.
Примечание: Цвет анодной пленки зависит от сплава и режима анодирования и может быть с различной интенсивностью окраски и различными оттенками.
Не являются браковочными следующие признаки:
- Темные точки, как результат выявления неоднородности структуры основного металла;
- Разнотонность цвета на деталях и в труднодоступных местах (пазы, каналы, углы и.т.п.);
- Следы от контакта с приспособлением на рабочей поверхности;
- Следы потеков от воды;
- Отклонения по внешнему виду, связанных с наличием на исходном металле дефектов, допускаемых НТД на него (стандартом на металл);
Не допускаются:
- Неанодированные участки ( исключение места контакта с зажимами подвески )
- Глубокие царапины, нарушающие анодную пленку;
- Растравленные участки поверхности;
- Пылевидный налет (рыхлая пленка, мажущая при протирании пальцем);
- Светлые пятна признак подтравливания пленки в следствии местного разогрева;
- Забоины, вмятины, др. металлические повреждения (сколы).
Примечание:
Допускается на деталях с покрытием контроль качества резьбы выполнять резьбовыми калибрами.
Толщина покрытия согласно требования КД
7. Требования к покрытию химический никель
Внешний вид:
- Цвет химического никелевого покрытия серый, серо-стальной с желтым оттенком.
- Не являются браковочными следующие признаки:
- Изменение интенсивности цвета: потемнение и радужные оттенки после термообработки;
- Матовые пятна из-за неравномерности травления основного металла;
- Следы от потеков воды.
Примечание: При нагреве до 400°С может быть пожелтение или посинение никелевого покрытия, не снижающее защитных свойств.
Не допускаются:
- Вздутия;
- Пригары;
- Отслаивания покрытия;
- Шероховатость;
- Темные полосы или пятна;
- Непрокрытия;
- Точки коррозии.
Максимальная толщина покрытия в зависимости от минимальной:

8. Порядок проверки деталей с гальваническим покрытием на входном контроле
![25[1]](https://455811.selcdn.ru/gostost/uploads/2019/12/табл-5.jpg)
![26[1]](https://455811.selcdn.ru/gostost/uploads/2019/12/табл-6.jpg)