Меднение деталей из коррозионностойких сталей
Технологический процесс
1. Требования безопасности труда
1.1 К выполнению работ в качестве гальваника допускаются лица не моложе 18 лет, прошедшие: медицинское освидетельствование, обучение по профессии, инструктаж по технике безопасности на рабочем месте, усвоившие безопасные методы и приемы выполнения работ, аттестованные на группу по электробезопасности.
1.2 При выполнении работ на гальваническом участке необходимо руководствоваться следующими инструкциями:
- Инструкция «По охране труда и пожарной безопасности для всех работающих на предприятии;
- Инструкция «По охране труда для гальваника и корректировщика»;
- Инструкция «По оказании первой медицинской помощи при поражении электрическим током»;
- Инструкция «По охране труда при работе с сушильными шкафами».
1.3 Для предотвращения несчастных случаев, связанных с работами на гальваническом участке необходимо:
1.3.1 Выполнять работу, пользуясь средствами индивидуальной защиты: комплект СИЗ согласно Инструкции.
1.3.2 Пользоваться исправными инструментами, приспособлениями и только по их прямому назначению.
1.3.3 Пользоваться при чистке штанг респиратором противопылевым У-2К (ТУ 6-16-2267-78),при работе с кислотами респиратором РУ-60М, РПГ-67 марки В (ГОСТ 17269-71; ГОСТ 12.4.004-74).
1.3.4 При выполнении работы быть внимательным, не отвлекаться на посторонние дела и не отвлекать других.
1.3.5 О всех возникших во время работы неисправностях сообщить мастеру.
1.3.6 Соблюдать правила личной гигиены перед приемом пищи и по окончании работы:
мыть руки водой с мылом, пищу и питьевую воду принимать только в оборудованных для этой целипомещениях, спецодежду и личную одежду хранить в установленных местах, снимать спецодежду перед посещением столовой, медпункта и т.д.
1.3.7 В случае заболевания или получения даже незначительной травмы прекратить работу, лично или через товарища по работе сообщить об этом лицу, ответственному за проведение работ, и обратиться в медпункт.
1.3.8 Подъем и перемещение тяжести при чередовании с другой работой (до 2 раз в час)для женщин 10 кг, для мужчин до 30 кг. Подъем и перемещение тяжести постоянно в течение рабочей смены для женщин до 7кг, для мужчин до 15 кг, при массе от 7 до 14 кг ( включительно) работы выполняются вдвоем — для женщин, или мужчин; от 15 до 30 кг подъем тяжести выполнять мужчинам вдвоем.
1. Общие положения
1.1 Процесс меднения деталей из нержавеющих сталей предназначен для нанесения медного покрытия на детали, изготовленные из марок 14Х17Н2, 07Х16Н6, 12Х18Н9Т, 12Х18Н10Т и др. с шифром покрытия М3…6.
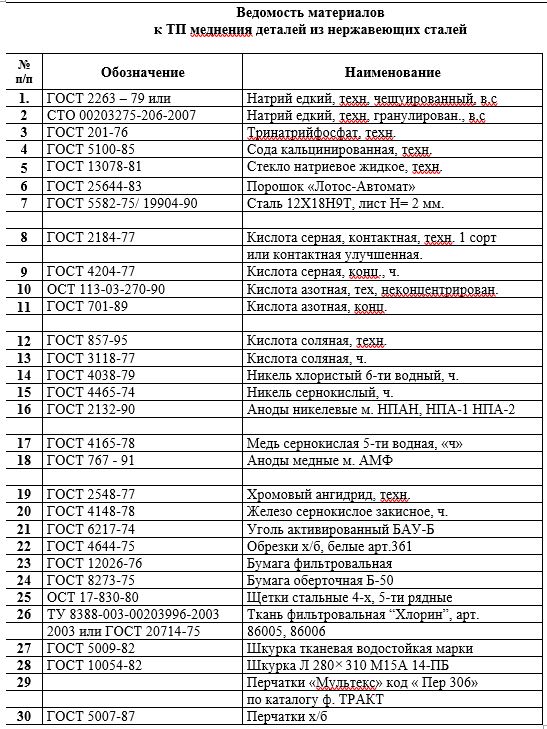
1.2 Все материалы, используемые в процессе нанесения медного покрытия, должны поступать со склада КСО с сертификатом качества, гигиеническим сертификатом и проходить проверку ЛВК.
1.3 Процесс меднения деталей из нержавеющих сталей представляет последовательность технологических операций подготовки поверхности, нанесение подслоя никеля из раствора хлористого никелирования и медного покрытия с последующей пассивацией.
1.4 Процесс подготовки поверхности деталей выполняется на линии цинкования и линии мелких деталей, процесс предварительного никелирования — на линии мелких деталей в колокольной установке никелирования, несение медного покрытия — на линии эл. химического оксидирования на установке меднения в переносном барабане, пассивация медного покрытия – на линии цинкования в ванне пассивации.
1.5 Процесс подготовки включает в себя удаление жировых загрязнений в ванне обезжиривания, с последующей промывкой в горячей и холодной воде, удаление окислов в ванне травления.
1.6 Нанесение предварительного никеля, с целью улучшения сцепления осадка с основным металлом, выполняется в маленьком колокольчике с перфорацией боковых стенок ( 011.117.01), нанесение меди – в переносном барабане БП.3.14 (1.5).
1.7 В ванне никелирования использовать никелевые аноды марки НПА-1 и НПА-2 и непассивирующие НПАН (ГОСТ 2132-90), в ванне меднения — медные аноды марки АМФ с фосфором( ГОСТ 767-91).
1.8 Чистку никелевых и медных анодов производить стальными 4-х или 5- ти рядными щетками, при необходимости активировать в растворе травления.
1.9 Промывку деталей в ваннах с холодной и теплой водой выполнять путем многократного погружения. Подачу проточной воды в промывочных ваннах регулировать так, чтобы вода была всегда чистой.
1.10 Аноды завешивать в электролитах в мешках марки «Хлорин» (ГОСТ 20714-75).
1.11 Для обеспечения постоянства состава электролита и равномерного распределения покрытия на деталях необходимо поддерживать отношение катодной поверхности к анодной для ванн колокольного и барабанного типа от 2:1 до 5:1.
1.12Смену и чистку промывочных ванн производить по степени её загрязненности не реже 1 раза в смену.
1.13 Детали должны поступать на покрытие в соответствующей таре цеха-изготовителя.
1.14 Сжатый воздух, применяемый для сушки покрытий, должен быть очищен от масляных и других загрязнений и соответствовать группе 1 ГОСТ 9.010-80.
1.15 Для измерения температуры растворов и промывочных вод применять термометр марки ТТЖ, СП-2К от 0 до 200 С с ценой деления 1С или 2С.
1.16 Допускается температура в ванне холодной промывки от 5 до 20 С.
1.17 При отклонении температуры в процессных ваннах от установленных норм, технолог цеха в праве, в пределах установленных параметров технологического процесса, изменять технологические режимы, обеспечивая требуемое качество продукции.
1.18 В процессе меднения необходимо учитывать максимальную толщину медного покрытия в зависимости от минимальной согласно ГОСТ 9.303.-84 .

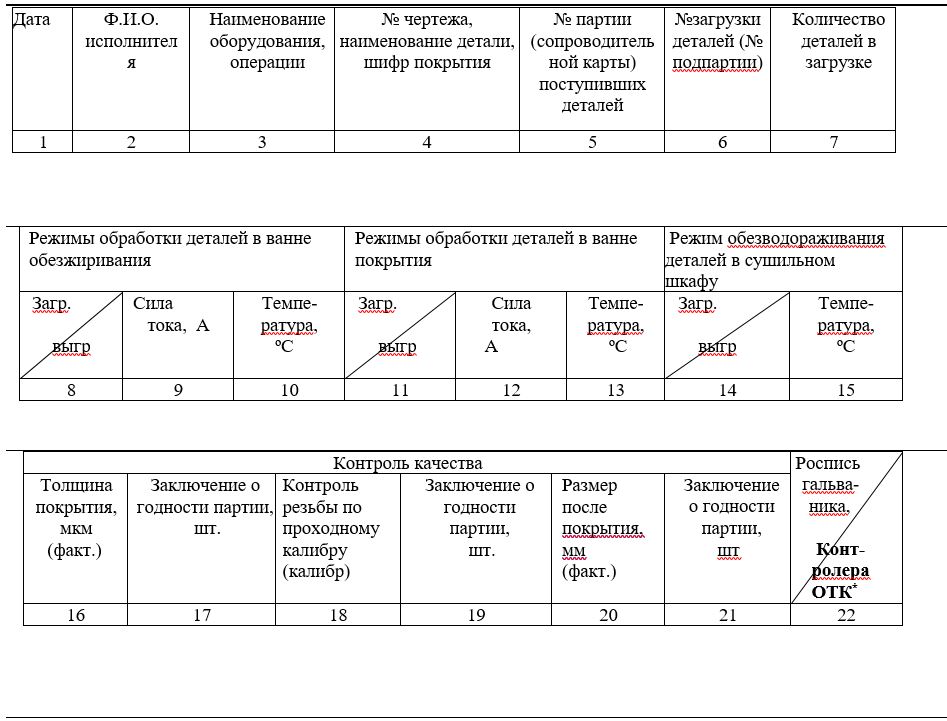
1.19 Время нахождения деталей в ванне обезжиривания и процессной ванне (время загрузки и выгрузки) регистрировать в Журнале «Регистрация технологических режимов» в соответствии с Методикой «Порядок идентификации и обеспечения прослеживаемости продукции в производстве».
1.20 Время загрузки и выгрузки деталей из сушильного шкафа регистрировать в журнале «Регистрация технологических режимов», в графе «режим обезводораживания деталей в сушильном шкафу»
Примечание:
1. Время обработки детали продолжительностью менее 2-х минут не регистрируется в Журнале «Регистрации технологических режимов».
2. В графе «режимы обработки – загрузки и выгрузки» указывается время начала и окончания режима (часы, минуты в формате хх:хх).
3. Для отсчета технологического времени выдержки (загрузки и выгрузки из ванн) использовать часы бытовые.
4. Допускается выполнять регистрацию первого режима обезжиривания в Журнале.
*Подпись контролера ОТК обязательна, если детали в дальнейшем предъявляются ВП (военному представителю).
1.21 Детали, подлежащие приемке ВП, должны быть приняты службой ОТК и представителем ВП МО РФ.
1.22 Выполнять через каждый час контроль температуры в ванне горячей промывки с записью в листе регистрации температуры
Примечание:Сохранять в отдельной папке в течение года.
Подколоть к журналу №2«Регистрация технологических режимов
1.23 Колокольчик винипластовый 011.117.01 для нанесения подслоя никеля состоит: из привода, колокола с перфорацией стенок, кронштейна крепления.
Привод колокола крепится к борту ванны на кронштейне, позволяющим опускать колокол в ванну. Колокол с приводом необходимо опускать в ванну под углом 40oС к зеркалу раствора.
В качестве катода в колокольчике 011.117.01 использован неподвижный гибкий контакт, устанавливаемый с помощью кольца-зажима на наружную трубу вала. На катод подается напряжение. Подъем и опускание колокола с приводом осуществляется вручную за ручку.
При вращении колокола детали постоянно перемешиваются не теряя контакта с катодом.
Дополнительная циркуляция обеспечивает наличие перфорации на стенках колокола.
Изменение числа оборотов колокола осуществляется вращением маховика на приводе: по часовой стрелке — увеличение оборотов; против часовой – уменьшение оборотов.
В зависимости от конфигурации деталей подбирается число оборотов (от 12 до 15 об/мин ).
При нарастании покрытия на гибкий контакт выполняется механическая чистка.
1.24 Переносной барабан БП.3.14(1,5)для нанесение меди выполнен из полипропилена.
Переносной барабан БП.3.14(1,5) с размерами L=330мм, D=160мм, с перфорацией -1,5 мм, с частотой вращения 10-12об/мин предназначен для завешивания на катодную штангу. Внутрь барабана заведены гибкие катоды. При подаче питания начинает работать привод, передавая вращение через колесо барабану, при отключении питания привод останавливается и вращение прекращается. Вращение барабана запрещается выполнять вне раствора. При нарастании покрытия на гибкие катоды выполняется чистка.
1.25 Запрещается подача напряжения на катод и двигатель в нерабочем положении колокольчика или барабана.
2. Оборудование
2.1 Линия цинкования
- Ванна электрохимического обезжиривания 011.023-01;
- Ванна горячей промывки 011.020-01;
- Ванна холодной промывки 011.021-01;
- Ванна травления 011.026-01;
- Ванна винипластовая цехового изготовления для нанесения пассивной пленки.
2.2 Линия мелких деталей
- Установка никелирования:
- Ванна никелирования 011.087-03;
- Ванна холодной промывки 011.087-02
2.3 Линия эл. хим. оксидирования
- Ванна меднения 7910-4538 (для переносного барабана и колок.установки ВК-25)
- Ванна холодной промывки 011.021-01
2.4 Стол рабочий И-411
2.5 Колокольчик 011.117.01
2.6 Барабан переносной БП3.14(1,5)
2.7 Шкаф сушильный АРСМ 3.009.000
2.8 Установка для фильтрации МКF 1010 –МР5 (г. Нижний Новгород)
2.9 Ванна передвижная винипластовая
3. Приспособления
3.1 Корзина сетчатая из нержавеющей стали 7888-4052, 7888-4053;
3.2 Корзина сетчатая из нержавеющей стали цехового изготовления;
3.3 Совок сетчатый 7888-4055;
3.4 Пластина стальная «Гофра», цехового изготовления
Приспособление для фильтрации электролитов 7888-4070
1. Действия по управлению процессом нанесения медного покрытия на детали из нержавеющей стали
1.1 Анализы растворов должны выполняться в строгом соответствии с утвержденными методиками ЦЗЛ согласно графика анализа ванн.
1.2 Сроки анализов, фильтрации, корректировок и смены растворов выполняются согласно таблице 2, данного ТП.
1.3 Результаты анализов, данные о выполненных корректировках, смене растворов регистрируются в Журнале «Регистрации анализов и корректировок рабочих растворов и электролитов» в соответствии с Методикой «Порядок идентификации и обеспечения прослеживаемости продукции в производстве».
1.4 Допускается изменение сроков анализов, корректировок и смены растворов по решению мастера или технолога цеха при получении некачественных покрытий.
1.5 Анализ на содержание компонентов производится:
- после приготовления раствора;
- периодически, согласно срокам, указанным в таблице № 2;
- после проведённой корректировки;
- при получении некачественных покрытий
1.7 Точность выполнения анализа зависит от правильности отбора проб.
1.8 Отбор пробы электролита производить после полного растворения всех компонентов и доведения до рабочего уровня объема ванны.
1.9 Отбор пробы производить стеклянной трубкой диаметром 10 мм.
Пробу отбирать в нескольких точках ванны.
При отборе пробы трубку опустить вертикально вниз. После заполнения ее раствором, зажать верхний конец пальцем и осторожно перенести содержимое в маркированный стакан.
1.10 Отбор пробы вновь приготовленного раствора производить после полного растворения всех компонентов и доведения до рабочего уровня объема ванны.
1.11 Отбор пробы для анализа выполнять при включенной вентиляции.
1.12 Фильтрацию растворов и электролитов производить:
- после приготовления;
- периодически согласно таблицы №2;
- при загрязнении механическими примесями;
- в особых случаях по указанию технолога цеха.
2. Приготовление растворов и электролитов
2.1. Электролит электрохимического обезжиривания.
2.1.1 Электрохимическое обезжиривание применяют для удаления с поверхности металла незначительных жировых загрязнений.
Электрохимическое обезжиривание деталей осуществляют на катоде или аноде, либо комбинированным методом — последовательным переключением полярности (катод-анод). При электрохимическом обезжиривании используются водные растворы, содержащие едкую щелочь, фосфаты, силикаты натрия и другие компоненты.
Состав электролита обезжиривания, г/л:
- Натрий едкий — 20-40
- Сода кальцинированная — 20-50
- Тринатрийфосфат — 20-50
- Стекло натриевое жидкое — 3-7
- Порошок «Лотос» — 33 г/м2 зеркала электролита
2.1.2 Приготовление раствора обезжиривания.
В рабочую ванну, заполненную на 1/3 теплой дистиллированной водой (Т=30±5°С последовательно ввести компоненты (тринатрийфосфат, соду, едкий натр) в расчетных количествах. Растворение едкого натра производить небольшими порциями, не допуская сильного разогрева и разбрызгивания раствора. Раствор довести дистиллированной водой до рабочего уровня.
В приготовленный раствор добавить жидкое стекло и порошок «Лотос». Раствор перемешать. Корректировку порошком «Лотос» производить при отсутствии пены на поверхности раствора.
2.2 Раствор травления
2.2.1 Травление проводят с целью удаления с поверхности деталей окисных пленок. Травлению подвергают детали, прошедшие процесс электрохимического обезжиривания. Процесс травления деталей из нержавеющей стали проводят в растворах кислот соляной и серной.
Состав раствора травления, г/л:
- Кислота соляная — 110-150
- Кислота серная — 50-100
2.2.2 Приготовление растворов травления.
Раствор для травления стальных деталей готовится, исходя из плотности серной или соляной кислоты в соответствующих количествах. Рабочую ванну заполнить на 1/3 дистиллированной водой, добавить расчетное количество соляной кислоты, затем ввести не большими порциями, при перемешивании, серную кислоту, не допуская перегрева раствора. Раствор довести дистиллированной водой до рабочего уровня.
2.3 Электролит хлористого никелирования
2.3.1Хлористое никелирование проводить для деталей из коррозионностойких сталей, с целью обеспечения прочного сцепления покрытия с основой.
Состав раствора хлористого никелирования, г/л:
- Кислота соляная — 70-100
- Никель 6-ти водный двухлористый — 200-240
- Допускается вместо никеля хлористого использовать никель сернокислый -230-280 г/л
2.3.2 Приготовление электролита хлористого никелирования
- Рабочую ванну заполнить на 2/3 рабочего объема дистиллированной водой и ввести расчетное количество хлористого никеля.
- В полученный раствор ввести среднее рецептурное количество соляной кислоты.
- Раствор перемешать и довести дистиллированной водой до рабочего уровня.
- Раствор анализировать на содержание хлористого никеля и соляной кислоты.
- По данным анализа откорректировать раствор на содержание компонентов.
- Проработать электролит на гофре при плотности тока 0,1-0,5 А/дм2 до получения светлого осадка никеля.
2.4 Электролит меднения
2.4.1 Меднение деталей выполняется как окончательная операция. Применяется на на деталях из коррозионностойких сталей для улучшения свинчивания, притирки.
Состав раствора меднения для барабанной (колокольной) ванны, г/л:
- Медь сернокислая — 200-250
- Кислота серная — 50-70
2.4.1 Приготовление электролита меднения
В рабочую ванну заполнить на 2/3 рабочего объема дистиллированной водой и ввести расчетное количество серной кислоты. В полученный раствор ввести среднее рецептурное количество сернокислой меди. Содержимое тщательно перемешать. Электролиту дать отстояться, выполнить анализ на содержание компонентов.
Откорректировать электролит по данным анализа, проработать электролит при плотности тока 0,5-1 А/дм2 до получения качественных осадков.
2.5 Раствор химического пассивирования
2.5.1 Химическое пассивирование применяют с целью повышения коррозионной стойкости деталей.
Состав раствора пассивирования, г/л:
- Кислота серная 2 — 4
- Хромовый ангидрид 100-200
2.5.2 Приготовление растворахимического пассивирования.
- Заполнить рабочую ванну дистиллированной водой на 1/2 объема и растворить расчетное количество хромового ангидрида.
- В полученный раствор ввести средне рецептурное количество серной кислоты.
- Раствор перемешать и довести дистиллированной водой до рабочего уровня.
- Раствору дать отстояться и анализировать на содержание хромового ангидрида и серной кислоты.
- При необходимости откорректировать состав электролита соответствующими компонентами.
Сроки контроля, корректирования, фильтрации и смены растворов и электролитов

* — при необходимости возможно отклонение от установленных сроков фильтрации и смены ванн по решению технолога цеха.
**- содержание в растворе обезжиривания добавки (порошок «Лотос») не определяется.
Примечание: Решение по приготовлению, корректировке, фильтрации, смене ванн и проведению внеплановых анализов растворов и электролитов принимает инженер -технолог цеха с записью в журнале «Регистрации анализов и корректировок рабочих растворов и электролитов».
3. Оборудование и приспособления
- Ванна передвижная винипластовая цехового изготовления
- Совок для сыпучих материалов пластмассовый – покупной.
- Фильтр-рамка цехового изготовления 7888-4070
- Ножной насос» ОТАЛ» с нагнетательными трубками РVDF ( разм. 16)
- Насос покупной марки JР280 (из материала РVDF) с двигателем 825Вт/220В JР24
- Установка для фильтрации МКF 1010 –МР5 (г. Нижний Новгород)
- Ведро полиэтиленовое покупное 5,10 л.
Мерная посуда:
- мерные стаканы;
- мерные колбы ёмкостью 1л, 0,5л, 0,25л, 0,1л, 0,05л;
- мерные пипетки ёмкостью 5мл, 10мл, 20мл, 25мл, 50мл;
- мерные бюретки ёмкостью 25мл.
005 Входной контроль рабочим и мастером.
Стол рабочий И-411
02. Проверить детали по внешнему виду.
Контроль выполняется визуально -2-5 % деталей от партии, но не менее 3-х деталей.
Внешний вид и класс обработки деталей, поступающих на покрытие, должны соответствовать требованиям чертежа, ГОСТ 9.301-86.
Поверхность должна быть чистой, светлой, без темных пятен, металлической стружки и пыли.
Не допускаются: забоины, вмятины, трещины и других механических повреждения. На деталях, прошедших термообработку, поверхностный слой металла должен быть снят. На деталях в местах механической обработки не допускается наличие цветов побежалости, отсутствие в резьбе и пазах черноты.
010 Подготовка поверхности деталей под покрытие
03. Загрузить детали в корзину.
- Стол рабочий И-411
- Корзины сетчатые 7888-4052, 7888-4053
- Козина из нержавеющей стали цехового изготовления
04. Промыть в горячей водопроводной воде.
- Ванна горячей промывки 011.020-01
- Вода водопроводная
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Часы бытовые Т=50 ± 10 ºС; Время – 1 — 2 мин
Примечание: пер.04 выполнять при наличии разводов на поверхности деталей. Подготовку поверхности выполнять на линии цинкования.
06. Обезжирить электрохимически.
- Ванна электрохимического обезжиривания 011.023-01
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Часы бытовые
- Корзины сетчатые 7888-4052, 7888-4053
Состав:
- Натрий едкий, техн. ГОСТ2263-79 — 20-40 г/л
- Тринатрийфосфат, техн. ГОСТ 201-76 — 20-50 г/л
- Сода кальцинированная, техн. ГОСТ 5100-85 — 20-50г/л
- Стекло натриевое жидкое, техн. ГОСТ 13078-81 — 3- 7 г/л
- Порошок «Лотос» – 33 г/м2 зеркала электролита
- Т= 70 ± 10 ºС; Плотность тока (Дк) = 3-10 А/Дм2.
- Время – на катоде 5 -10 мин; на аноде 3-5 мин
Примечание:
1.Раствор обезжиривания в начале смены тщательно перемешать.
2. Допускается обезжиривать только на аноде, время обработки 5 — 15 мин.
08. Промыть в горячей проточной воде
- Ванна горячей промывки 011.020-01
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Часы бытовые
- Вода водопроводная
- Т= 50 ±10 ºС; Время 0,5 — 2 мин.
10. Промыть в холодной проточной воде
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 0,5 — 1 мин.
14. Контроль рабочего операции обезжиривания.
Поверхность обезжиренных деталей должна полностью смачиваться водой, при неполном смачивании операцию химического обезжиривания повторить.
Выполнить пер.16-20 оп.10
16. Обезжирить электрохимически (снять травильный шлам)
- Ванна электрохимического обезжиривания 011.023-01
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Часы бытовые
- Корзины сетчатые 7888-4052, 7888-4053
Состав:
- Натрий едкий, техн. ГОСТ2263-79 — 20-40 г/л
- Тринатрийфосфат, техн. ГОСТ 201-76 — 20-50 г/л
- Сода кальцинированная , техн. ГОСТ 5100-85 — 20-50г/л
- Стекло натриевое жидкое, техн. ГОСТ 13078-81 — 3- 7 г/л
- Порошок «Лотос» – 33 г/м2 зеркала электролита
- Т= 70 ± 10 ºС; Плотность тока (Дк) = 3-10 А/Дм2.
- Время – на аноде 3-5 мин.
18. Промыть в горячей проточной воде
- Ванна горячей промывки 011.020-01
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Термометр спиртовой ТУ 25-11.663-76 СП-2К
- Часы бытовые
- Вода водопроводная
- Т= 50 ±10 ºС; Время 0,5 — 2 мин.
20. Промыть в холодной проточной воде
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 0,5 — 1 мин.
Примечание: Детали промывать путем многократного окунания.
22. Травить детали
- Ванна травления 011.026-01
- Измеритель-регулятор 2ТРМ 1-Н.У.РР
- Часы бытовые
Состав:
- Кислота серная, техн. ГОСТ 2184-77 – 50 — 100 г/л
- Кислота соляная, техн. ГОСТ 857-95 – 110-150 г/л
- Т= 20 ± 5 ºС; Время 0,5 -1 мин.
24. Промыть в холодной проточной воде
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 1,0 -2 мин.
Примечание: Детали промывать путем многократного окунания.
26. Перегрузить детали из корзины в совок-сетку
Совок-сетка 7888-4055
28. Контроль рабочего.
Визуальный контроль. На поверхности стальных деталей не допускается шлам (не растворимые частицы) и контактно высадившая медь, что приводит к непрочному сцеплению.
30. Активировать детали.
- Ванна травления 011.026-01
- Часы бытовые
Состав:
- Кислота серная, техн. ГОСТ 2184-77 – 50 — 100 г/л
- Кислота соляная, техн. ГОСТ 857-95 – 110-150 г/л
- Т= 20 ± 5 ˚С; Время –20-30 сек.
32. Промыть в холодной проточной воде
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 0,5 -1 мин.
Примечание: Детали промывать путем многократного окунания.
015 Предварительное хлористое никелирование
02. Пересыпать детали из совка-сетки в колокольчик для нанесения никеля.
Совок – сетка 7888-4055
04. Нанести подслоя никеля из раствора хлористого никелирования
Погрузить колокольчик с деталями в ванну, выдержать детали без тока в течение 0,5- 1мин., затем включить ток, нанести слой никеля.
- Установка никелирования мелких деталей
- Ванна никелирования 011.087-03
- Установка для фильтрации МКF 1010 –МР5
- Колокольчик для нанесения никеля 011.117.01
- Часы бытовые
- Термометр спиртовой ТУ 25-11.663-76 СП-2К
Состав хлористого никелирования:
- Никель хлористый, «ч» ГОСТ 4038-79 –200-240 г/л
- Кислота соляная, «ч» ГОСТ 3118 -77 –70 -100 г/л
- Аноды никелевые НПАН ГОСТ 2132-
- Режим покрытия в колокольчике: Т= 20± 5 ˚С; Дк = 4 — 5А/дм2
Примечание:
1.Перед началом работы выполнять фильтрацию раствора никелирования.
2.Электролит после составления и периодически один раз в неделю прорабатывать на гофре (из стали Ст3 по ГОСТ 1577- 93)при плотности тока 0,1 до 0,5 А/дм2 для удаления примеси меди.
3. Через 5-6 загрузок проверить катод и при необходимости выполнять чистку катода.
06. Выгрузить детали из колокола на совок-сетку.
Совок-сетка 7888-4055
08. Промыть холодной проточной водой
- Ванна холодной промывки 011.087-02
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 0,5 -1 мин.
Примечание: Детали промывать путем двух- трехкратного окунания.
10. Промыть холодной проточной водой
- Ванна холодной промывки 011.020-01 ( на линии эл. хим. оксидирования)
- Часы бытовые
- Вода водопроводная
- Т= 20 ± 5 ˚С; Время – 0,5 – 1,0 мин.
Примечание: Детали промывать путем двух- трехкратного окунания
12. Контроль рабочего подслоя никеля.
Выполнить визуальный контроль покрытия подслоя никеля.
Поверхность покрытых деталей должна иметь ровный серый цвет
020 Нанесение медного покрытия из сернокислого электролита.
Выполнять для деталей с шифром покрытия М3. (на толщину от 3до 6мкм)
02. Пересыпать детали из совка-сетки в барабан для нанесения слоя меди.
- Совок – сетка 7888-4055
- Барабан переносной БП3.14(1,5)
04. Барабан установить в ванну меднения, зафиксировать, подсоединить к источнику тока, включить вращение и выставить ток.
06. Меднение в кислом медном электролите
- Линия Эл. Хим. Оксидирования.
- Ванна 7910-4538 (для перен. барабана )
- Барабан переносной БП3.14(1,5)
- Термометр ТУ 25-11.663-76 СП2К
- Часы бытовые
Состав раствора меднения:
- Медь сернокислая, «ч» ГОСТ 4165-78 — 200-250 г/л
- Кислота серная, «ч» ГОСТ4204-79 — 50 -70 г/л
- Аноды медные АМФ ГОСТ
- Режим покрытия в барабане: Т= 20± 5 ˚С; Дк= 0,5 -1 А/Дм2 (до получения заданной толщины)
Примечание: Через 5-6 загрузок выполнять чистку гибких катодов.
08. Выключить ток и вращение барабана, перенести барабан из ванны меднения в ванну промывки.
10. Промыть холодной проточной водой, включая вращение барабана в течение 0,5 -1мин
- Ванна холодной промывки 011.020-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ± 5 ˚С, Время – 0,5 – 1,0 мин.
12. Отключить вращение. Выгрузить детали из барабана на совок- сетку.
Совок-сетка 7888-4055
14. Промыть холодной проточной водой
- Ванна холодной промывки 011.021-01 ( на линии эл. хим. оксидирования)
- Часы бытовые
- Вода водопроводная
- Т= 20 ± 5 ˚С; Время – 0,5 – 1,0 мин.
16. Выгрузить детали из совка-сетки в сетчатую корзину.
- Совок-сетка 7888-4055
- Корзина сетчатая из нержавеющей стали 7888-4053.
18. Промыть холодной проточной водой.
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ±5 ºС; Время 0,5 -1 мин.
Примечание: Детали промывать путем двух- трехкратного окунания.
20. Пассивирование
- Ванна винипластовая цехового изготовления (на линии цинкования)
- Корзина сетчатая из нержавеющей стали 7888-4053
- Термометр ТУ 25-11.663-76 СП2К
- Часы бытовые
Состав раствора пассивации медного покрытия:
- Хромовый ангидрид, «тех.» ГОСТ2548-77 — 100-200 г/л
- Кислота серная, «ч» ГОСТ4204-79 — 2 — 4 г/л
- Т= 20 ± 5 ˚С; Время – 1,0 – 2,0 мин.
Примечание: Детали в начальный момент погружения встряхнуть 2-3 раза, а затем держать неподвижно до конца пассивации не менее 1-2минуты.
22. Промыть холодной проточной водой
- Ванна холодной промывки 011.021-01(линия цинкования)
- Вода водопроводная
- Часы бытовые
- Т= 20 ± 5 ˚С, Время – 1,0 – 2,0 мин.
Примечание: Детали промывать путем многократного окунания.
24. Промыть в теплой проточной воде
- Ванна горячей промывки 011.020-01
- Термометр спиртовой ТУ 25-11.663-76 СП-2К
- Часы бытовые
- Вода водопроводная
- Т= 40 ±10 ºС; Время 0,5 — 1 мин.
26. Продуть детали сжатым воздухом
Перед началом работы рабочий должен контролировать визуально сжатый воздух на соответствие требованиям группы 1 ГОСТ 9.010-80.
Сжатый воздух должен быть очищен от влаги, масляных и других загрязнений.
- Пневмопистолет SKRAB DG-10
- Часы бытовые
- Бумага фильтровальная ГОСТ12026-76
- Время обработки – 1-5 мин.
26. Продуть детали сжатым воздухом (продолжение)
Примечание: Контроль на соответствие требованиям должен производиться после продувки воздухопровода сжатым воздухом не менее 5минут. Наличие в сжатом воздухе воды и минерального масла в жидком состоянии определяют направлением струи воздуха на лист фильтровальной бумаги в течение 3-5 минут. Расстояние торца шланга до поверхности листа устанавливают от 50 до 100мм.
На бумаге не должно быть пятен влаги и масла.
27. Переложить детали в сушильный шкаф
- Стол рабочий И-411
- Корзина сетчатая 7888-4053
28. Сушить в сушильном шкафу
- Инструкция по охране труда при работе с сушильными шкафами
- Сушильный шкаф АРСМ 3.009.000.
- Часы бытовые
- Корзина сетчатая 7888-4053
- Корзина из нержавеющей стали цехового изготовления
- Режим сушки: Т = 70 ± 10 ˚С; Время = 30-60 минут.
Примечание: В журнале «Регистрация технологических режимов», в графе «режим обезводораживания деталей в сушильном шкафу» выполнить отметку о времени загрузки и выгрузки деталей из сушильного шкафа.
30. Выгрузить детали из сушильного шкафа
- Стол рабочий И-411
- Бумага оберточная ГОСТ 8273-75
- Тара технологическая
Примечание: Детали переложить в чистую тару, проложив предварительно чистой бумагой
030 Контроль рабочего
- Стол рабочий И-411
- Перчатки х/б
02. Проверить детали по внешнему виду -100%.
Контроль визуальный. Выполнять в х/б перчатках.
Оценку качества внешнего вида медного покрытия производить в соответствии с эталоном внешнего вида.
Качество медного покрытия должно соответствовать требованиям ГОСТ 9.301-86 и ГОСТ 9.302-88.
Согласно ГОСТ 9.302-88 контроль покрытия производить внешним осмотром деталей невооруженным глазом при естественном или искусственном освещении (от 300-600лк), на расстоянии 25см. от контролируемой поверхности.
Цвет покрытия светло-розового до темно- красного.
По внешнему виду покрытие должно быть гладким, без набросов.
Не допускаются: забоины, вмятины на резьбовой поверхности, пузыри, вздутия, темные пятна, шелушение, непокрытые медью поверхности.
Не являются браковочными следующие признаки:
- радужные оттенки
- незначительное затемнение;
- следы механической доводки (незначительные риски, царапины до покрытия);
03. При обнаружении в партии деталей несоответствующих по внешнему виду или партию идентифицировать ярлыком несоответствия, изолировать в тару красного цвета или с красной полосой и сообщить мастеру (технологу) для принятия решения.
1. При несоответствии деталей по внешнему виду (шелушения, вздутий, темных пятен на поверхности и в пазах) партию разбраковать с перепокрытием несоответствующих деталей согласно оп. 035 данного ТП.
2. При наличии затемнений, разводов на деталях допускается произвести повторное нанесение пассивной пленки с предварительной активацией медного слоя согласно оп.035 данного ТП.
04. Контроль толщины покрытия.
- Контроль рабочего совместно с контролером ОТК.
- Секундомер СДСпр-1-2-000 ТУ25-1819-0021-90
- Термометр спиртовой ТУ25-11.663-76СП2К
- Бумага фильтровальная ГОСТ 12026-76
- Перчатки «Мультекс» код « Пер 306» по каталогу ф. ТРАКТ
Толщина покрытия должна соответствовать КД.
Контроль толщины покрытия выполняется на образцах — свидетелях(1-2шт.) на первой загрузке в 1-й партии.
Выполнять капельным методом согласно ГОСТ 9.302-88 п.3.17
Раствор для контроля толщины покрытия №2:
- Ангидрид хромовый, «тех.» — 275г/л
- Аммоний сернокислый, «ч» — 110 г/л
Метод капли основан на растворении покрытия соответствующим раствором.
На поверхность детали наносят каплю раствора №2 и выдерживают в течение 60 сек.
Повторяют до полного растворения покрытия.
Толщину покрытия (Нм) в микрометрах вычисляют формуле:
Нм = Нк . (n-0,5),
где: Нм – толщина покрытия в мкм.
Нк – толщина покрытия, снимаемая одной каплей раствора в течение 30 сек. в зависимости от температуры раствора в мкм.;
N – число капель раствора, израсходованное на растворение покрытия.
Величина (Нк) – толщина медного покрытия мкм, снимаемая за 30 сек. при температуре 14-29 ºС, определяется по таблице № 8 ГОСТ 9.302-88 и настоящей карте контроля.

Примечание: Срок годности раствора – 3 месяца после приготовления (см. на емкости.) Раствор считают непригодным, если он изменил свой цвет или в нем выпал осадок (п.16 Приложение 4).
При обнаружении в партии деталей несоответствующих по толщине покрытия требованиям КД, партию идентифицировать ярлыком несоответствия, изолировать в тару красного цвета или с красной полосой и сообщить мастеру (технологу) для принятия решения.
06. Проверить прочность сцепления.
Контроль рабочего совместно с контролером ОТК.
- Лезвие бритвенное ТУ 27-56-858-80
- Лупа ЛТ-2,5-4 (х) ГОСТ25706-83
Контроль выполнять на деталях или образцах- свидетелях — на 1-2шт.
Контроль производить методом нанесения сетки царапин в соответствии с ГОСТ 9.302-88 п.5.8.
Согласно метода нанесения сетки царапин, на поверхности контролируемого покрытия стальным острием (твердость материала острия должна быть выше твердости покрытия) наносят не менее 3-х параллельных рисок с расстоянием между ними от 2 до 3-х мм друг от друга и перпендикулярно к ним также не менее 3-х параллельных рисок. Риски наносят в одном направлении острием, установленным под углом 30°С, глубиной до основного металла.
После контроля на контролируемой поверхности не должно быть отслаивания покрытия между линиями и в сетке квадратов. При обнаружении отслаивания покрытия на деталях вся партия подлежит переделке.
08. При несоответствии деталей требованиям данного ТП (по внешнему виду, толщинепокрытия, прочности сцепления) выполнить снятием медного покрытия согласно оп.035 и повторное нанесение покрытия согласно оп. 010 -030 данного ТП.
10. Внести необходимые записи в журнал «Регистрация технологических режимов»изаполнить сопроводительную документацию о выполнении операции.
12. Уложить детали в тару.
Тара межоперационная
Бумага оберточная ГОСТ 8273-75
14. Предъявить детали в ОТК
Контроль пер.02-06 и журнала регистрации технологических режимов.
035 Снятие некачественного покрытия
1) При несоответствии внешнего вида требованиям данного ТП (наличии затемнений, разводов) допускается повторное нанесение пассивной пленки с предварительной активацией медного слоя.
02. Активировать детали.
- Ванна винипластовая цехового изготовления
- Часы бытовые
Состав:
- Кислота серная, «ч» ГОСТ4204-79 — 50 — 100 г/л
- Т= 20 ± 5 ˚С; Время – 3 -5 сек.
04. Промыть холодной проточной водой
- Ванна холодной промывки 011.021-01 (на линии эл. хим. оксидирования)
- Часы бытовые
- Вода водопроводная
- Т= 20 ± 5 ˚С; Время – 0,5 – 1,0 мин.
06. Повторить оп. 020 пер. 20-30 данного ТП.
2) При несоответствии внешнего вида требованиям данного ТП (наличие шелушения, вздутий, темных пятен на поверхности и в пазах) выполнить снятие покрытия (медного, никелевого) и нанесение покрытия согласно оп. 010 -030 данного ТП.
08. Снять с деталей медное покрытие
- Ванна винипластовая цехового изготовления
- Корзины сетчатые из нержавеющей стали 7888-4052, 7888-4053
- Термометр ТУ 25-11.663-76 СП2К
- Часы бытовые
Состав снятия медного покрытия (линия цинкования):
- Хромовый ангидрид, «техн.» ГОСТ2548-77 — 100-150 г/л
- Кислота серная, «техн.» ГОСТ2184-77 — 10 -15 г/л
- Кислота азотная, техн. ГОСТ 701-89
- Т= 20 ± 5 ˚С; Время – до полного снятия.
10. Промыть холодной проточной водой
- Ванна холодной промывки 011.021-01
- Вода водопроводная
- Часы бытовые
- Т= 20 ± 5 ˚С; Время – 1,0 – 2,0 мин.
Примечание: Детали промывать путем многократного окунания
12. Снять подслой никелевое покрытия (линия анодирования)
- Ванна винипластовая цехового изготовления
- Корзины сетчатые из нержавеющей стали 7888-4052, 7888-4053
- Термометр ТУ 25-11.663-76 СП2К
- Часы бытовые
Состав для снятия никеля:
- Кислота серная (пл.1.84), «техн.» ГОСТ 2184-77 — 1 об. ч.
- Кислота азотная (пл1,41), «техн.» .ГОСТ 701-89 — 2 об.ч.
- Железо сернокислое закисное, « ч» ГОСТ 4148-78 — 10-20г/л
- Т= 20 ± 5 ˚С; Время — скорость растворения 1мкм. за 2 минуты.
14. Промыть холодной проточной водой
- Ванна холодной промывки 011.021-01
- Часы бытовые
- Вода водопроводная
- Т= 20 ± 5 ˚С; Время – 1,0 – 2,0 мин.
Примечание: Детали промывать путем многократного окунания.
16. Продуть детали сжатым воздухом.
18. Повторить операции 010 -030 данного ТП.
040 Упаковка в межоперационную тару
02. Взвесить детали.
- Весы электронные МК-6.2-А11 (с точностью 0,001кг)
- Перчатки х/б
Объем контроля:
1. Контролю подвергаются первые три детали из партии с записью в журнале ЖКМ.
2. Детали с массой до 0,1кг разрешается взвешивать партиям, с занесением в ЖКМ среднего значения массы одной штуки.
3. В сертификате качества рассчитать и указать массу партии.
При обнаружении в партии деталей с отклонениями массы партию идентифицировать и изолировать до принятия решения. Сообщить мастеру (технологу) о несоответствии.
04. Выполнить записи в журнале ЖКМ «Контроль масс деталей».
06. Выполнить соответствующие записи в сопроводительном документе, паспорте или сертификате качества.
07. Контроль веса детали ОТК
Проверить результаты взвешивания.
08. Выполнить маркировку на бирке согласно КД, ТУ и сопроводительной документации.
Маркировку выполнять при наличии в КД технического требования «Маркировать Ч и Клеймить К на бирке». Выполнять шрифтом по ГОСТ 26.008- 85, ГОСТ 26.020 – 80 высотой букв не менее 3,5 мм., согласно требований КД и ТУ.
Принтер штрих- кодов этикеток BZB-2 (Этикетка 60х80т ЭКО)
Нанесение маркировки на бирки:
Выбрать нужную бирку в компьютере, в связи с требованиями КД заказчика;
Произвести заполнение сопроводительной бирки на детали согласно требований КД и ТУ, в соответствии с сопроводительными документами;
Задать печать и произвести распечатывание на принтере.
На крепежные и мелкие детали оформляется одна бирка на 10-15шт.деталей в партии.
Примечание:
1. На бирках дополнительно маркировать букву «П» перед обозначением детали согласно КД.
2. Индивидуальные номера на детали указаны в сопроводительной карте в графе «№ детали» и должны содержать не менее 3-знаков: 001,002,051,102,1251.
09. Контроль рабочего — 100%.
1. Проверить каждый элемент записи на бирке на соответствие КД, ТУ и сопроводительной документации. При несоответствии маркировки произвести повторное оформление бирок.
2. Сверить соответствие записи индивидуальных номеров на бирке, в с/карте и в сертификате качества.
08.Уложить детали в тару, проложив оберточной бумагой.
- Тара межоперационная
- Бумага оберточная
Примечание: Уложить бирку с деталями в тару согласно требованием КД.
2. Приложить копию записи массы деталей из журнала контроля масс к сопроводительным документам.
12. Проверить и оформить сопроводительные документы.
14. Детали направить на оперативный склад цеха
Старший гальваник (мастер) сообщает диспетчеру ПДО о готовой продукции.
09. Предъявить детали в ОТК (Оп.045)
Детали предъявляются с полным комплектом документов по Журналу учета предъявлений в ОТК.
Примечание: Детали, подлежащие приемке ВП, должны быть приняты службой ОТК и представителем ВП РФ.
045 Контроль ОТК
- Стол контролера
- Перчатки «Мультекс» код « Пер 306» по каталогу ф. ТРАКТ
02. Проверить детали по внешнему виду -100%.
Контроль визуальный. Оценку качества внешнего вида медного покрытия производить в соответствии с эталоном внешнего вида. Качество медного покрытия должно соответствовать требованиям ГОСТ 9.301-86 и ГОСТ 9.302-88.
Согласно ГОСТ 9.302-88 контроль покрытия производить внешним осмотром деталей невооруженным глазом при естественном или искусственном освещении (от 300-600лк), на расстоянии 25см. от контролируемой поверхности.
Медное покрытие должно быть от светло-розового до темно- красного цвета, гладким, без набросов.
Не допускаются: забоины, вмятины на резьбовой поверхности, пузыри, вздутия, темные пятна, шелушение, непокрытые медью поверхности.
Не являются браковочными следующие признаки:
- радужные оттенки
- незначительное затемнение;
- следы механической доводки (незначительные риски, царапины до покрытия);
04. Контроль толщины медного покрытия.
Совместный контроль оп. 030 пер.04
Толщина покрытия должна соответствовать КД.
Контроль толщины покрытия выполняется на образцах — свидетелях(1-2шт.) или 1-2 деталях из партии.
Контроль производить капельным методом раствором №2 согласно ГОСТ 9.302-88 п.3.17
06. Проверить прочность сцепления.
Совместный контроль оп. 030 пер.06
Контроль выполнять на деталях или образцах- свидетелях — на 1-2шт. из партии.
Контроль производить методом нанесения сетки царапин в соответствии с ГОСТ 9.302-88 п.5.8.
07. Проверить соблюдение выполнения контролируемых параметров СП ТП с отметкой в журнале « Регистрации технологических режимов» .
08. Проверить правильность заполнения сопроводительной карты и сделать отметку
09. Проверить операцию взвешивания деталей.
Проверить результаты отклонения от массы. Сделать отметку в журнале контроля масс.
10. Проверить качество маркировочного обозначения – 100%
1. Проверить каждый элемент записи на бирке на соответствие КД, ТУ и сопроводительной документации.
2. Сверить соответствие записи индивидуальных номеров на бирке, в с/к и в сертификате качества
3. Контролер подтверждает правильность данных на бирке личным клеймом.
Клеймо должно хорошо читаться, быть четким, без разрывов и посторонних включений.
12. Проверить правильность заполнения сопроводительной документации и сделать отметку.
14. Оформить сопроводительную документацию согласно КД и журнал учета предъявлений в ОТК.
Примечание: Детали, подлежащие приемке ВП, должны быть приняты службой ОТК и представителем ВП РФ.
16. Упаковать согласно КД и ТУ.