Обезжиривание металлических деталей в ультразвуковой установке
1. Определение и назначение.
1.1 Настоящая инструкция устанавливает технологический процесс химического обезжиривания деталей из нержавеющей стали от минеральных масел и остатков смазочно-охлаждающих жидкостей в водных растворах моющих средств.
1.2 Инструкция распространяется на работников цеха, выполняющих технологический процесс промывки деталей, и является обязательной для рабочего, выполняющего эту операцию.
1.3 Инструкция разработана в соответствии с:
- ОСТ 4ГО.029.233-84 Моющие средства. Состав, свойства и область применения;
- ОСТ 11.054.291-83, ГОСТ 12.4.077-79, ГОСТ 12.1.001-89;
- ПОТ РМ –006-97 Межотраслевые правила по охране труда при холодной обработке металлов;
- ПОТ РМ-004-97 Правила по охране труда при использовании химических веществ.
2. Техника безопасности.
2.1 При выполнении работ по данной инструкции на работника возможно воздействие следующих опасных и вредных производственных факторов:
- повышенное напряжение в электрической цепи оборудования;
- повышенный уровень ультразвуковых колебаний на рабочих местах;
- повышенная температура поверхности нагревательного оборудования, заготовок и деталей;
- использование химических веществ.
2.2 Источниками опасности являются:
- электрооборудование, находящееся под напряжением;
- горячий раствор моющего средства, нагретые поверхности деталей и сушильного шкафа;
- ультразвуковые колебания;
- обращение и транспортировка химических веществ;
- выброс рабочего раствора во время выполнения технологического процесса;
- эксплуатация, очистка оборудования и удаление отработанного растворителя.
- подъем и перемещение тяжести: для женщин до 7кг, для мужчин до15кг.
В случае превышения тяжести подъем выполнять вдвоем, перемещение при помощи тележки.
2.3 Для обеспечения безопасности при выполнении работ необходимо: — во избежание поражения электрическим током установка должна быть надежно заземлена, токопроводящие части оборудования должны быть изолированы и не иметь оголенных участков;
- для исключения ожогов и постоянного контакта с горячим моющим раствором и возможного возникновения дерматита, работу выполнять в перчатках (рукавицах);
- при работе на УЗВ установках необходимо использовать СИЗ: защитные очки, две пары перчаток (внутренние – х/б и наружные – резиновые), противошумы для защиты органов слуха.
2.4 Для предупреждения вредного влияния на организм ультразвуковых колебаний необходимо предусмотреть регулярные замеры ультразвукового давления для рабочих мест согласно ГОСТ 12.1.001-89.
При работе на данном оборудовании должен быть полностью исключен контакт рук рабочего с раствором при включенном магнитострикционном преобразователе.
2.5 Для предупреждения отравления необходимо предусмотреть общеобменную и местную вытяжную вентиляцию.
2.6 При работе на участке использовать следующие средства индивидуальной защиты.
2.7 Указания мер безопасности при работе на установке.
2.7.1 К обслуживанию установки допускаются лица, ознакомленные с устройством и принципом работы установки, прошедшие инструктаж в объеме общих правил техники безопасности при работе с электрическими и ультразвуковыми установками и изучившими данную «Инструкцию».
2.7.2 Работа на установке должна выполняться при включенной приточно-вытяжной и местной вентиляции и закрытой ванне.
2.7.3 Установку нельзя включать, если в ней нет раствора.
2.7.4 Пол рабочей зоны возле установки должен быть покрыт резиновым ковриком.
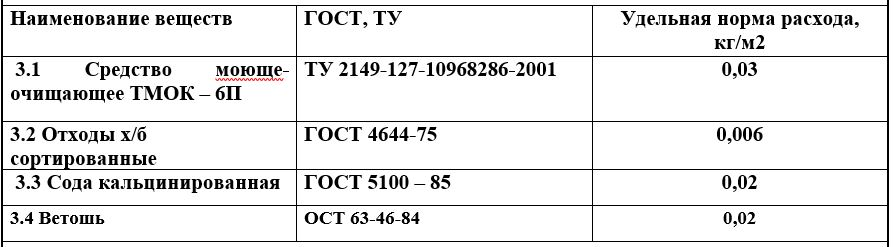
3. Материалы
4. Оборудование и оснастка.
4.1 Установка “Roll” – поставка фирмы Setron -2шт.
4.2 Корзина сетчатая — 7888-4078
4.3 Корзина 7888-4032
4.4 Тара технологическая (ведро полиэтиленовое емк. 1литр) 7878-4104
4.5 Тара технологическая 7878-4254
4.6 Ванна промывки (Установка 7910-4612)
4.7 Ванна промывки (Комплект ванн для отверждения герметика 7888-4029)
4.8 Термокамера ТК-0,05-70-80
4.9 Тележка цеховая
4.10 Кружка мерная, покупная
4.11Часы бытовые, покупные
5. Подготовка к работе.
Перед началом работы выполнить следующие операции:
5.1 Проверить кран подачи холодной воды.
5.2 Проверить кран слива раствора – он должен быть закрыт.
5.3 Приготовить раствор моющего средства.
Рабочий объем ванны — 15 литров
Состав ванны: ТМОК-6П – 7–10 г/л.
Разовая загрузка составляет 100-150 гр. порошка ТМОК-6П.
Рабочую ванну наполнить на 2/3 объема водой, добавить расчетное количество порошка ТМОК-6П. Раствор тщательно перемешать. Полученный раствор довести водой до рабочего уровня. Раствор готов к работе.
Примечание:1) Норма загрузки моющего средства (*Риска «вода» находиться на мерном стакане и соответствует определенному количеству грамм моющего средства).
*Риска «вода»
75 мл. соответствует 70 — 80 гр. ТМОК-6П
150 мл. ———— 140 — 160гр. ТМОК-6П
250 мл. ———— 240 — 270гр. ТМОК-6П
2) Уровень раствора в установке должен быть на 2 -3 см. ниже холодного контура ванны.
5.4 Подключить установку к розетке питающей сети.
5.5 Включить нагрев, повернув переключатель «Нагрев» вверх – загорается лампочка.
5.6 Установить требуемую температуру на контрольном термостате. При достижении заданной температуры лампочка гаснет. Установка готова к работе.
Установка позволяет вести процесс обезжиривания деталей при температуре от 20 до 100ºС. Конкретное значение температуры устанавливается в зависимости от степени и вида загрязнения деталей.
5.7 Оптимальная температура обезжиривания деталей из нержавеющей стали в водном растворе ТМОК-6П – 60-80°С.
5.8 Включить в электросеть термокамеру ТК-0,05-70-80.
5.9. Включить термокамеру, повернув переключатель вверх. На панели загорается зеленая лампочка – термокамера включена. Установить соответствующую температуру сушки деталей на терморегуляторе ТРМ10. На панели «нагрев» загорается красная лампочка. При достижении заданной температуры красная лампочка гаснет. Камера готова к работе.
6. Обезжиривание деталей Винт
6.1 Разовая загрузка деталей в корзину — 300 шт.
Детали Винт загрузить в корзину насыпью.
6.2 Установить корзину в установку с моющим средством и закрыть крышку.
Детали выдержать в течение 10 -20 минут. Во время обезжиривания корзину с деталями не встряхивать.
Примечание: 1. Обезжиривание деталей выполнять без ультразвука.
2. Время обезжиривания (10-20 минут) колеблется в зависимости от степени загрязнения деталей.
6.3 При выгрузке корзины из ванны погрузить 2 -3 раза в раствор с моющим средством, не встряхивая.
6.4 Извлечь корзину из ванны и подержать над ванной в течение 20-30 сек. для стекания раствора.
6.5 Промыть детали проточной водопроводной водой в течение 1-2 мин. (установка 7910-4612)
6.6 Продуть детали сжатым воздухом.
6.7 Сушить детали в сушильном шкафу не менее 20 минут при температуре 80±10°С.
В сопроводительном документе сделать отметку о времени загрузки и выгрузки деталей из сушильного шкафа, время контролировать по часам бытовым.
6.8 Выгрузить детали в технологическую тару.
6.9 Проверить качество обезжиривания деталей согласно п.7.
При обнаружении остатков масла, смазки или других загрязнении, операцию промывки повторить.
6.10 По окончании работы на установке выключить нагрев и отключить установку от сети.
Примечание: При сильном загрязнении раствора и снижении качества промывки раствор необходимо заменить. После смены раствора произвести запись в графике замены раствора на установке Roll.
7. Контроль качества обезжиривания винтов.
7.1Контроль качества обезжиривания деталей выполняется визуальным осмотром невооруженным глазом на расстоянии 250мм. от контролируемой поверхности при естественном или искусственном освещении (от 300 люкс до 600 люкс).
7.2 Контролю подвергаются: 10 % деталей, но не менее 10 шт. от загрузки.
7.3 На поверхности деталей:
- не допускается наличие следов масла, коррозии и металлического порошка;
- допускаются незначительные белесые пятна, как следы высохших остатков раствора. 7.4 После проверки качества обезжиривания деталей сделать отметку в сопроводительной карте о выполнении операции, с указанием даты и росписью исполнителя, и передать детали на ОТК или на следующую операцию.
8. Обезжиривание деталей из нержавеющей стали.
8.1 Детали уложить в корзинку
Крупные детали укладывать в 1 ряд, мелкие загружать аккуратно насыпью, при этом высота слоя не должна превышать 10 -15 мм.
8.2 Проверить уровень раствора в ванне. При необходимости добавить раствор или холодную воду до уровня.
8.3 Подключить установку к розетке питающей сети, включить нагрев.
8.4 Установить требуемую температуру (Т= 60 -80 ° С) на контрольном термостате. При достижении заданной температуры установка готова к работе.
8.5 Установить корзину в установку с моющим средством и закрыть установку крышкой.
8.6 Выдержать детали при Т= 60-80 ° С в течение 10 минут без ультразвука, затем включить ультразвук и выдержать в течение 5 минут с ультразвуком.
Примечание: Допускается обезжиривание с ультразвуком, в зависимости от степени загрязнения деталей, выполнять в течение 5-10 минут.
8.7 Извлечь корзину из ванны и подержать над ванной в течение 20-30 сек. для стекания раствора.
8.8 Промыть детали проточной водопроводной водой в течение 1-2 мин. (комплект ванн для отверждения герметика 7888-4029).
8.9 Обдуть детали сжатым воздухом (крупногабаритные детали – поштучно, мелкие детали аккуратно обдуть, во избежание разлетания деталей и деформации).
8.10 Сушить детали в сушильном шкафу не менее 20 минут при температуре 80±10°С.
8.11 Выгрузить детали в чистую технологическую тару.
8.12 В сопроводительном документе сделать отметку о времени загрузки и выгрузки деталей из сушильного шкафа, время контролировать по часам бытовым.
8.13 Проверить визуально качество обезжиривания деталей согласно п.9.
При обнаружении остатков масла или других загрязнений, операцию промывки повторить. Время повторной обработки с ультразвуком не более 3-5 минут.
8.14 По окончании работы на установке выключить нагрев и отключить установку от сети.
Примечание: При сильном загрязнении раствора и снижении качества промывки раствор необходимо заменить. После смены раствора произвести запись в графике замены раствора на установке Roll №2.
9. Контроль качества обезжиривания деталей из нержавеющей стали.
9.1 Контроль качества обезжиривания деталей выполняется визуальным осмотром невооруженным глазом в помещении с освещенностью не менее 300 люкс.
Контролю подвергаются:
- крупные детали -100 % ;
- мелкие детали — 20 % деталей.
9.2 На поверхности деталей:
- не допускается наличие следов масла, остатков моющего раствора в виде белесых пятен;
- допускаются незначительные потеки воды после сушки, не влияющие на внешний вид детали.
10. Упаковка
10.1 Детали после промывки уложить в чистую тару, предварительно продув ее сжатым воздухом и выложив внутреннюю поверхность упаковочной бумагой.
10.2 После проверки качества обезжиривания деталей сделать отметку в сопроводительной карте о выполнении операции, с указанием даты и росписью исполнителя.
10.3 Передать детали на ОТК.
11. Техническое обслуживание установки.
11.1 Ежедневно перед началом работы проверять исправность работы всех узлов установки, отсутствие явных повреждений, степень загрязнения раствора и внутренних стенок ванны.
11.2 При появлении толстого налета на внутренних стенках ванны, а также при снижении моющей способности раствора, раствор заменить, сливая его через сливной кран. Стенки ванны промыть слабым (5-10 %-ным) раствором соды кальцинированной или раствором ТМОК-6П, затем проточной водой, после чего протереть сухой х/б салфеткой.
11.3 Для приготовления 5-10 % -го раствора необходимо 50-100 г соды растворить в 1 литре теплой воды.
11.4 Приготовить свежий раствор согласно п. 5.3 настоящей инструкции.
11.5 После смены раствора произвести запись в графике замены раствора на установке Roll , с указанием месяца, даты выполнения, фамилии и подписи исполнителя.