Вакуумная пропитка порошковых деталей
Инструкция по по эксплуатации установки
1.Назначение.
Установка предназначена для пропитки деталей, изготовленных методом порошковой металлургии.
1.1. При выполнении работ по данной инструкции на работающего могут воздействовать следующие опасные и вредные производственные факторы:
- повышенная влажность воздуха на рабочем месте
- химические факторы раздражающего действия (герметик)
- повышенное и пониженное давление внутри технологической ёмкости
1.2 Для обеспечения безопасности при выполнении работ необходимо:
для исключения ожогов при контакте с горячими растворами и деталями и возможного возникновения дерматита при контакте с герметикам работу выполнять в перчатках и защитных очках. При попадании герметика на кожу снять тампоном и смыть теплой водой.
2. Состав и технические характеристики
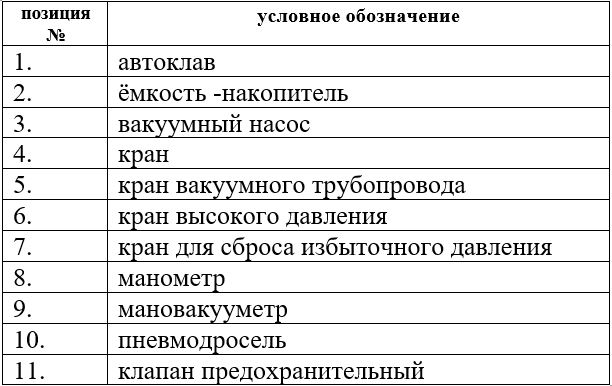
2.1 Установка представляет собой металлическую конструкцию, состоящую из:
- автоклава
- ёмкости –накопителя
- подставки
- трубопровода вакуумного с запорной арматурой
- трубопровода высокого давления
- трубопровода для сброса избыточного давления воздуха
- измерительных приборов (манометра и вакуумметра)
- вакуумного насоса

2.2 Техническая характеристика
- Вместимость автоклава-36 литров
- Вместимость ёмкости-накопителя-36 литров
- Внутреннее избыточное давление- 0,5 ● 105 ПА
- Наружное избыточное давление (вакуум) 19,9 ●102 ПА
- Габаритные размеры 1240 х 464 х 1300
3. Подготовка установки к работе.
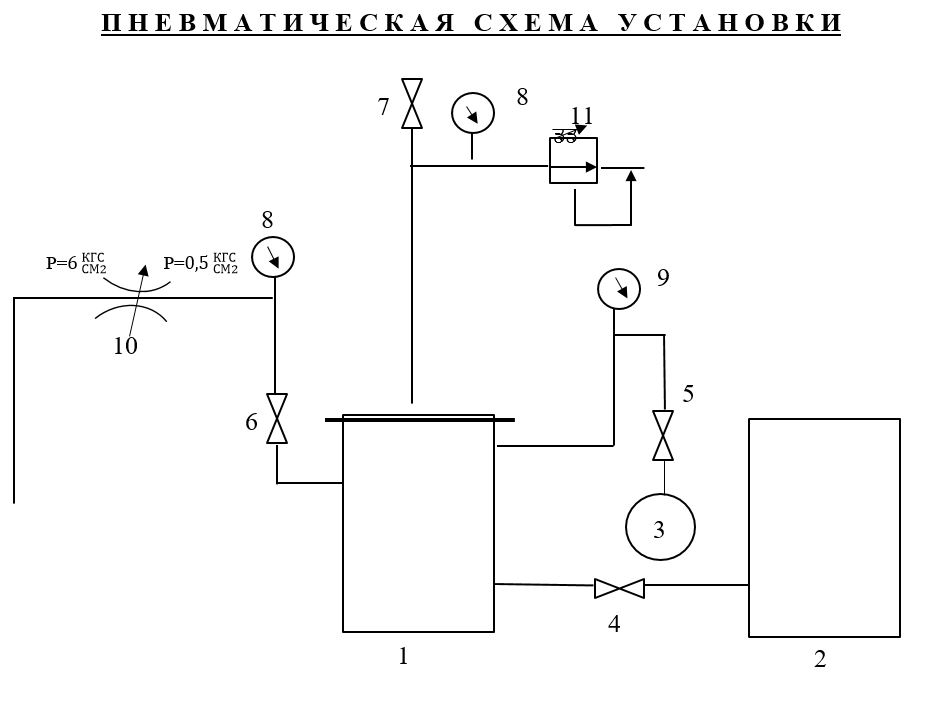
3.1 Перед началом работы на установке необходимо установить давление 1.0 кгс/см2 в трубопроводе высокого давления пневмодросселем поз.10
3.2 Приборы (манометры и мановакууметр) расположенные на трубопроводах установки должны быть поверены, срок поверки один раз в 12 месяцев.
3.3 На шкале манометра высокого давления нанести черту красного цвета указывающую рабочее давление 1.0 кгс/см2.
3.4 Проверка клапана трубопровода для сброса избыточного давления производится каждый раз перед началом работы на установке.
4. Работа на установке
4.1 Работа на установке пропитки деталей начинается с загрузки деталей в автоклав поз.1 и ведется в режиме вакуум-давление.
После загрузки деталей автоклав закрывается крышкой. Затяжка гаек производится равномерно с одинаковым усилием затяжки.
Перед началом пропитки закрывают трубопровод высокого давления краном поз.6. Закрывается линия сброса избыточного давления краном 7, закрывается кран 4, связывающий автоклав с ёмкостью-накопителем.
Включается вакуумный насос. Открывается вакуумный трубопровод краном 5. Автоклав с деталями вакууммируется до -0,98-(-) 1,0 кГс/см2.
После достижения достаточного вакуума закрывается кран 5, выключается вакуумный насос и детали выдерживаются в «сухом вакууме». После окончания времени выдержки в «сухом вакууме» открывается кран 4 и герметик под действием вакуума из ёмкости-накопителя перетекает в автоклав. Детали выдерживают в герметике под вакуумом необходимое время.
Примечание: в случае снижения вакуума в процессе заполнения автоклава герметикам необходимо довести вакуум до рабочего значения.
После пропитки деталей в компаунде открывается кран 7 сброса вакуума. После чего открывается кран 6 и подается избыточное давление 0,8-1,0 кГс/см2 в рабочую ёмкость автоклава. Детали выдерживаются в герметике при избыточном давлении. После окончания выдержки открывается кран 4 и герметик вытесняется в ёмкость – накопитель поз.2
При достижении определенного уровня жидкости (компаунда) в емкости-накопителе закрывается кран 4, закрывается линия высокого давления краном 6, открывается кран 7 и сбрасывается избыточное давление в атмосферу.
Примечание: Для более полной перекачки герметика в ёмкость-накопитель допускается повторно создать избыточное давление и перекачать остывший герметик в ёмкость –накопитель.