Обезжиривание металлических деталей в водных растворах
С применением синтетических моющих средств в моечных шкафах
1. Определение и назначение.
1.1 Настоящая инструкция устанавливает порядок обезжиривания металлических деталей в водных растворах моющих средств и является обязательной для рабочего, выполняющего эту операцию.
1.2 Инструкция разработана в соответствии с требованиями:
- ОСТ 4ГО.029.233-84 Моющие средства. Состав, свойства и область применения;
- ОСТ 107.460.092.001-86 Покрытия металлические и неметаллические неорганические.
- ПОТ РМ –004 – 97 Правила по ОТ при использовании химических веществ.
2. Техника безопасности.
2.1 При выполнении работ по данной инструкции на работающего могут воздействовать следующие опасные и вредные производственные факторы:
- напряжение электрической цепи, замыкание которой может произойти через тело человека;
- повышенная температура поверхностей оборудования, тары, деталей;
- повышенная влажность воздуха на рабочем месте;
- химические факторы раздражающего действия;
- подъем и перемещение тяжести.
2.2 Источником опасности являются: напряжение 380/220 В., подведенное к шкафу и нагревательным элементам, горячий раствор моющего средства и его пары, образующиеся в зоне работы форсунок, нагретые поверхности деталей и сушильного шкафа;
2.3 Для обеспечения безопасности при выполнении работ необходимо:
- во избежание поражения электрическим током и статическим электричеством оборудование должно быть надежно заземлено или занулено;
- для снижения воздействия раствора на кожу смазать руки перед работой пастой «биологические перчатки»
- при подъеме и перемещении тяжести следует учитывать, что максимальный масса для женщин 7кг, для мужчин 15кг. В случае превышения массы подъем тары с деталями производить вдвоем, а перемещение при помощи тележки.
2.4 При работе на участке использовать следующие средства индивидуальной защиты:
- халат хлопчатобумажный ГОСТ 12.4 131-83, ГОСТ 12.4 132-83
- респиратор фильтрующий РУ- 60 М ГОСТ 17269-71
- перчатки трикотажные ГОСТ 5007-87
- перчатки резиновые технические ГОСТ 20010-74
- очки защитные, тип О ГОСТ 12.4.013-85
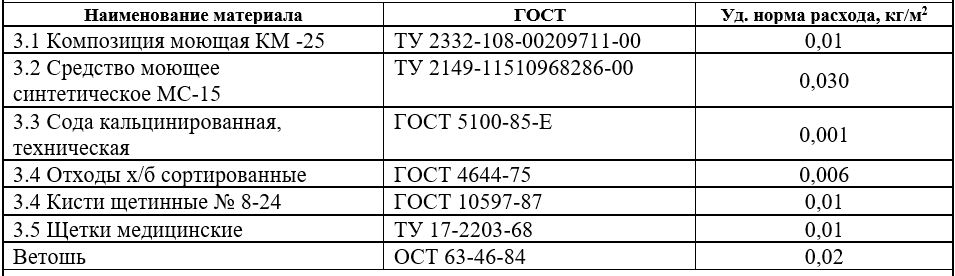
3. Материалы
4. Оборудование и оснастка
4.1 Шкаф моечный;
4.2 Корзины металлические цехового изготовления;
4.3 Тара для хранения химикатов;
4.4 Совок для загрузки сыпучих материалов;
4.5 Шкаф сушильный Degussa;
4.6 Тележка цеховая;
4.7 Кружка мерная;
4.8 Часы бытовые.
5. Общие положения.
5.1 Обезжиривание деталей в моечном шкафу выполняется струйным методом. Водный раствор моющего средства под давлением подается в рабочую зону через форсунки. Процесс идет с постоянной циркуляцией и фильтрацией раствора при Т= 60 — 80 º С
В качестве обезжиривающего средства применяется композиция моющая КМ-25. Допускается применять МС-15.
Шкаф моечный представляет собой блочную конструкцию и состоит из следующих узлов:
- ванны с рабочим раствором, снабженной электрообогревом и съемным фильтром для постоянной фильтрации раствора;
- вакуум-насоса, обеспечивающего подачу раствора в форсунки под давлением;
- блока электронагревателей;
- пульта управления;
- поддона для сбора случайно пролитого раствора.
Шкаф подключен к водопроводу и канализации.
5.2. Обезжириванию моющими средствами подлежат:
- детали с жировыми загрязнениями после выполнения технологической операции (вытяжки, штамповки и. т.д);
- детали с остатками СОЖ перед нанесением химических или электрохимических покрытий;
- детали после межоперационной и окончательной механической обработки.
5.3 Время пролеживания деталей после обезжиривания до нанесения гальванических или химических покрытий не более 2-х суток.
6. Приготовление рабочего раствора.
6.1. Открыть вентиль подачи холодной воды.
6.2 Наполнить ванну водой до установленного уровня, закрыть кран слива раствора. Для исключения перегрева тэнов уровень рабочего раствора должен быть выше их поверхности.
6.3 Включить автомат (рукоятка слева) –загорается лампочка «сеть».
6.4 Установить температурный режим нагрева на манометрическом термометре ~ 50 ºС.
6.5 Установить режим нагрева (автоматический или ручной).
6.6 Нагреть воду до установленной температуры.
6.7 Засыпать аккуратно заранее взвешенное количество моющего порошка КМ-25, из расчета 6-10 г/л.
Рабочий объем ванны – 400 л.
Загрузка в ванну моющего порошка КМ-25 – 2,4 – 4,0 кг.
Примечание: Допускается промывать в моющем средстве МС-15 , из расчета 10-15 г/л.
Загрузка в ванну моющего средства МС-15 — 4000 — 6000 кг.
6.8 Включить насос, перемешать раствор в течение 5-10 мин. и убедиться в полном растворении порошка.
Примечание: 1 литр порошка КМ-25 соответствует 1 кг ± 50гр.
1 литр порошка МС-15 соответствует 1 кг ± 50гр.
7. Подготовка установки к работе.
7.1 Включить вытяжную вентиляцию.
7.2 Проверить рабочий уровень раствора. При небольшом уменьшении его допускается добавить воды до рабочей отметки. При снижении уровня более, чем на 100мм после добавления воды, произвести корректировку раствора порошком, раствор перемешать, включив вакуум – насос, в течение 5 – 10 минут.
7.3 Включить автомат включения в сеть на пульте управления – загорается лампочка «сеть».
7.4Установить рабочий температурный режим на манометрическом термометре в зависимости от материала обрабатываемых деталей:
- для стальных деталей – 60 – 80 ºС;
- для деталей из цветных сплавов – 40 – 60 ºС.
7.5 Установить режим нагрева (автоматический или ручной) с помощью рукоятки «6».
7.6 После выхода на температурный режим установка готова к работе.
8. Промывка деталей.
8.1 Уложить детали в корзину в один слой. Детали, имеющие полости, укладывать горизонтально.
8.2 Установить корзину на рольганг и продвинуть в рабочую зону шкафа.
8.3 Закрыть дверцу шкафа.
8.4 Включить насос и обезжирить детали в течение 10 минут. Достать детали из шкафа, протрясти на роликах и обезжирить еще 10 минут.
Режимы обработки конкретных деталей приведены в таблице 1.
Температура раствора: 60 – 80 °С – для стальных деталей
40 – 60 °С – для деталей из цветных сплавов
8.5 Выключить насос и выдержать корзину с деталями в течение 1–2 мин. для стекания избытка раствора в ванну.
8.6 Открыть дверцу и выдвинуть корзину с деталями на край рольганга.
8.7 Для контроля качества обезжиривания обдуть 2–3 детали от партии сжатым воздухом до полного высыхания.
8.8 Визуально проверить качество обезжиривания. При наличии на деталях остатков смазки операцию обезжиривания повторить.
Глубокие пазы, труднодоступные места при необходимости промыть щеткой.
Примечание: Время обработки зависит от степени и характера загрязнений, группы сложности детали, габаритов, и может быть изменено по распоряжению технолога.
8.9 Поместить корзины с деталями в сушильный шкаф. Допускается сушить детали в технологической таре при условии обеспечения чистоты помещенных в тару деталей.
8.10 Сушить детали в сушильном шкафу Degussa не менее 20 минут:
При температуре 60 – 80º С – для стальных деталей;
40 – 60º С – для деталей из цветных сплавов.
В сопроводительном документе сделать отметку о времени загрузки и выгрузки деталей из сушильного шкафа, время контролировать по часам – бытовым.
Примечания:
1. Моющий состав может выполнять защитную роль и предохранять поверхность стальных деталей от коррозии при межоперационном хранении.
2. Время пролеживания влажных деталей из цветных сплавов не более 30 минут. Влажные стальные детали пролеживанию не подлежат.
9. Контроль качества обезжиривания.
9.1 Контроль внешнего вида выполняется визуально при рассеянном и местном освещении и освещенности не менее 500 люкс.
Контролю подвергаются:
- крупные детали –20 %, но не менее 3-х штук от загрузки;
- мелкие детали — 10 %, но не менее 10 штук от загрузки
9.2 При выполнении межоперационной промывки, в качестве перехода между технологическими операциями изготовления детали, на поверхности допускаются остатки масла или СОЖ, кроме операции термической обработки.
9.3 После окончательной промывки и перед операцией термической обработки на наружной поверхности деталей и во внутренних поверхностях не допускается наличие коррозии, стружки, следов масла и металлического порошка.
Допускаются незначительные белесые пятна, как следы высохших остатков раствора.
9.4 Допускается проверять качество обезжиривания деталей с помощью белой х/б салфетки.
После протирки поверхности детали на салфетке не должно оставаться следов масла, металлического порошка и других загрязнений.
При обнаружении загрязнений операцию промывки повторить.
10. Окончание работы.
10.1 Отключить последовательно насос, нагрев ванны.
10.2 Проверить закрыт ли вентиль подачи холодной воды и вентиль слива раствора.
10.3 Отключить вытяжную вентиляцию.
11. Упаковка.
11.1 Промытые детали уложить в чистую технологическую тару, предварительно продув ее сжатым воздухом и проложив дно и стенки тары бумагой оберточной.
11.2 Сделать отметку в сопроводительной карте о выполнении операции обезжиривания, с обязательным указанием даты выполнения промывки.
11.3 Сдать детали на ОТК или на следующую операцию.
12. Техническое обслуживание установки.
12.1 Ежедневно перед началом работы проверять исправность работы всех узлов установки, отсутствие явных повреждений, степень загрязнения раствора и внутренних стенок ванны.
12.2 При появлении толстого маслянистого налета на внутренних стенках ванны, а также при сильном загрязнении раствора и снижении качества промывки, раствор необходимо заменить.
Стенки ванны промыть слабым раствором соды кальцинированной или раствором моющего средства, затем проточной водой.
12.3 Приготовить свежий раствор согласно п.6 настоящей инструкции.
12.4 После смены раствора произвести запись в графике замены раствора струйной промывочной установки, с указанием месяца, даты выполнения, фамилии и подписи исполнителя.