Управление технологической документацией
Предисловие
Данный стандарт предназначен для проведения работ по управлению технологической документацией.
При разработке стандарта учтены требования ГОСТ ISO 9001, ГОСТ Р ИСО/ТУ 16949, ГОСТ 2.501, ГОСТ 2.503.
Стандарт разработан ОГТ в развитие СТП «Управление документацией и данными. Общие положения».
Введение
Настоящий стандарт устанавливает правила оформления технологической документации, порядок постановки на учет, хранения, выдачи, внесения в нее изменений и надзора за ее состоянием в подразделениях предприятия.
1 Область применения
1.1 Настоящий стандарт устанавливает правила управления ТД на предприятии в соответствии с требованиями СМК. Стандарт действует совместно с РД по направлению «Производство автокомпонентов».
1.2 Стандарт распространяется на деятельность должностных лиц и подразделений предприятия, участвующих в разработке технологической документации, а так же на работников, являющихся ее пользователями.
1.3 Данным стандартом устанавливается ответственность и взаимоотношения соответствующих должностных лиц и подразделений за проведение предусмотренных в нем правил и процедур.
1.4 Стандарт обязателен для всех подразделений предприятия, осуществляющих работы по управлению ТД, включая: ОГТ, ОГК, БППиТ, ОТК, БУСК, БТД, ОГМетр, цеха.
2 Нормативные ссылки
В настоящем стандарте использованы следующие нормативные документы:
- ГОСТ ISO 9000-2011 Системы менеджмента качества. Основные положения и словарь.
- ГОСТ ISO 9001-2011 Системы менеджмента качества. Требования.
- ГОСТ Р ИСО/ТУ 16949-2009 Системы менеджмента качества. Особые требования по применению стандарта ISO 9001:2008 в автомобильной промышленности и организациях, производящих соответствующие запасные части.
- ГОСТ 2.501-2013 ЕСКД. Правила учета и хранения.
- ГОСТ 2.503-2013 ЕСКД. Правила внесения изменений.
- ГОСТ 3.1105-2011 ЕСТД. Формы и правила оформления документов общего назначения.
- ГОСТ 3.1109-82 ЕСТД. Термины и определения основных понятий.
- ГОСТ 3.1116-2011 ЕСТД. Нормоконтроль.
- ГОСТ 3.1118-82 ЕСТД. Формы и правила оформления маршрутных карт ГОСТ 3.1130-93 ЕСТД. Общие требования к формам, бланкам и документам.
- ГОСТ 3.1201-85 ЕСТД. Система обозначений технологической документации.
- ГОСТ 3.1129-93 ЕСТД. Общие правила записи технологической информации в технологических документах на технологические процессы и операции
- ГОСТ 3.1408-85 ЕСТД. Формы и правила оформления документов на технологические операции получения покрытий.
- ГОСТ 3.1701-79 ЕСТД. Правила записи операций и переходов. Холодная штамповка.
- ГОСТ 3.1702-79 ЕСТД. Правила записи операций и переходов. Обработка резанием.
- ГОСТ 3.1703-79 ЕСТД. Правила записи операций и переходов. Слесарные, слесарно-сборочные работы.
- ГОСТ 3.1704-81 ЕСТД. Правила записи операций и переходов. Пайка и лужение.
- ГОСТ 3.1707-84 — ЕСТД. Правила записи операций и переходов. Литье.
- ГОСТ 12.3.002-75 Процессы производственные. Общие требования безопасности.
- Инструкция о порядке определения специальных характеристик продукции и их отображения в нормативной конструкторской и технологической документации.
- Методические указания. Анализ видов и последствий вероятных отказов. Процесс.
- Методические указания. Расчетно-аналитическое обоснование технологических систем.
- Планирование качества перспективной продукции и план управления. Руководящий документ по применению АРОР.
- Планирование качества перспективной продукции. Руководящий документ по применению руководства АМРОР.
- СТП Управление проектированием и постановкой продукции на производство. Основные положения.
- СТП Управление разработкой технологических процессов.
- СТП Управление документацией и данными. Основные положения.
- СТП Управление документацией и данными. Разработка стандартов предприятия.
- СТП Система менеджмента качества. Управление процессами. Специальные процессы. Порядок разработки, освоения и аттестации.
- СТП Управление несоответствующей продукцией. Основные положения.
- СТП Применение статистических методов при анализе измерительных систем.
- Технологическая инструкция «Средства индивидуальной защиты». |
- Инструкция. Система менеджмента качества. Управление документацией и данными. Управление базой данных технологической документации.
3 Определения
В данном стандарте использованы термины и определения, используемые в МС ИСО 9000 и отечественных ГОСТ.
4 Обозначения и сокращения
- БТД — бюро технической документации
- БУСК — бюро управления системой качества
- ВМ — ведомость материалов
- ВО – ведомость оснастки
- ВТД – ведомость технологических документов
- ВТО – ведомость деталей к групповой (типовой) операции
- ВТП – ведомость деталей к групповому (типовому) технологическому процессу
- ГОСТ – государственный стандарт
- ГТП – групповой технологический процесс
- ДИ – дополнительное извещение об изменении
- ЕСТД – единая система технологической документации
- И – инструкция
- ИИ – извещение об изменении
- ИИЛ – измерительно- испытательная лаборатория
- ИОТ – инструкция по охране труда
- КК – комплектовочная карта
- КП – карта потока
- КТД – комплект технологических документов
- КЭ – карта эскизов
- ЛО – лист ознакомления
- ЛРИ – лист регистрации изменений
- МК – маршрутная карта
- МС – международный стандарт
- МУ – методические указания
- НД – нормативная документация
- ОГК – отдел главного конструктора
- ОГМетр – отдел главного метролога
- ОГТ – отдел главного технолога
- ООТЭиН – отдел охраны труда, экологии и надзора
- ОТК – отдел технического контроля
- ПДО – производственно-диспетчерский отдел
- ПУ – план управления
- РД – руководящий документ
- РИ – рабочая инструкция
- СИЗ – средства индивидуальной защиты
- СМК – систем менеджмента качества
- СТП – стандарт предприятия
- ТБ – требования безопасности
- ТД – технологическая документация
- ТИ – технологическая инструкция
- ТП – технологический процесс
- ТТП – типовой технологический процесс КХ – карта хронометража трудозатрат
- PFMEA — Failure Mode and Effects Analysis — анализ видов, последствий и причин несоответствий процесса
- SPC — Statistical Process Control – статистический контроль процессов
- MSA – Мeasurement System Analyses – анализ измерительных систем
- Poka Yoke –система защиты от ошибок
5 Правила оформления технологической документации
5.1 Общие требования к оформлению технологических документов
5.1.1 Разработка ТД производится при наличии и на основе следующих документов: — конструкторской документации;
- технических условий;
- программы выпуска изделий;
- руководящих документов, указанных в РД;
- плана обеспечения качества продукции;
- иных руководящих документов (решений, приказов и т.п.); — используя опыт предыдущих разработок.
5.1.2 Технологические документы должны быть оформлены в соответствии с требованиями стандартов ЕСТД и настоящего СТП.
5.1.3 В ТД должны быть указаны инструкции по охране труда (ИОТ) и комплекты средств индивидуальной защиты (СИЗ).
При ссылке на ИОТ следует указывать ее регистрационный номер. После ИОТ следует вписывать номер комплекта СИЗ, согласно ТИ «Средства индивидуальной защиты».
5.1.4 Технологическая документация на технологический процесс, в котором используются взрыво-пожароопасные и токсичные вещества, перед утверждением и передачей в производство должна быть согласована со службой ООТЭиН.
ТП или ТИ по перемещению грузов должны быть согласованы со службой ООТЭиН.
5.1.5 Технологические документы должны разрабатываться с применением персонального компьютера и распечатываться на принтере.
5.1.6 Операции и переходы следует нумеровать арабскими цифрами в технологической последовательности.
Операции следует нумеровать числами, добавляя слева нули (010,015, и т. д.).
Промежуточные цифры использовать при необходимости для нумерации операций, разрабатываемых дополнительно в связи с изменением ТП.
Рекомендуется использовать сквозную нумерацию операций в разных ТП, предназначенных для описания процесса изготовления одной и той же детали или полуфабриката в разных цехах предприятия.
5.1.7 Наименование операции должно соответствовать наименованию группы оборудования (токарная, фрезерная и др.) или виду работ (монтажная, сборочная и др.).
5.1.8 В ТД допускается ссылаться на другие технологические и нормативные документы, при условии, что они полностью и однозначно определяют соответствующие требования и не затрудняют пользование документами.
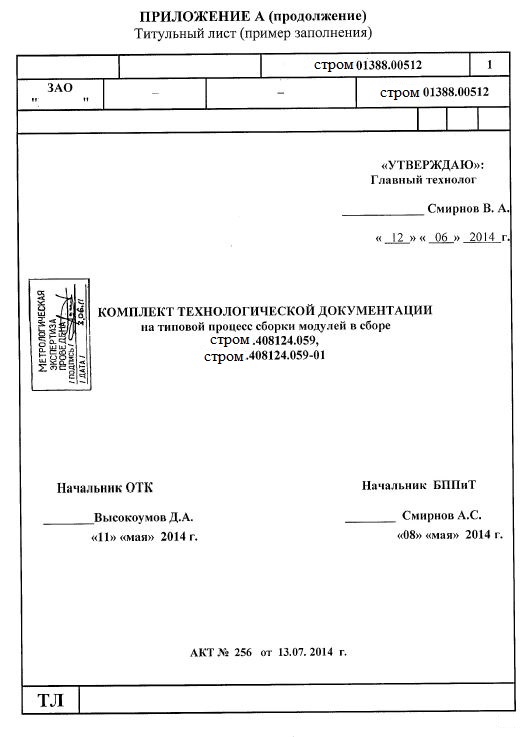
5.1.9 Для оформления Титульного Листа (ТЛ) применять формы согласно приложения А. Титульный лист является первым листом комплекта технологических документов. Пример оформления ТЛ представлен в Приложении А.
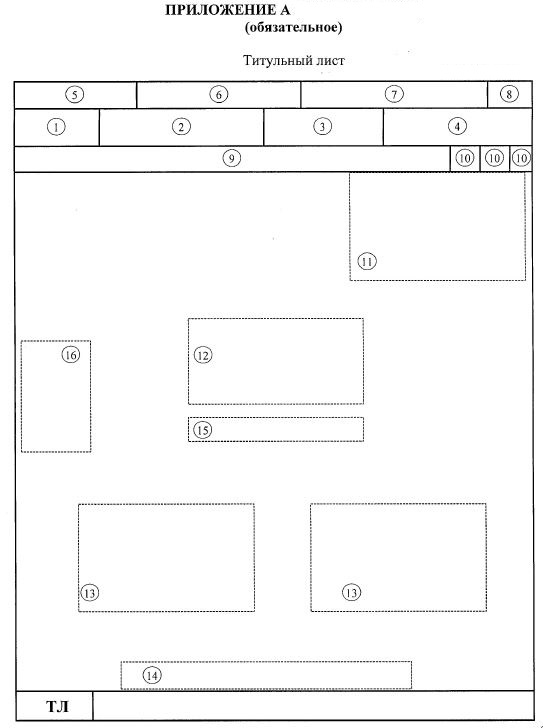
Заполнение граф на форме ТЛ производится следующим образом:
В графе (1) — указывается краткое наименование или условное обозначение (код по общероссийскому классификатору предприятий) организации, например:
ЗАО «Стромпром» или СТРОМ.
В графе (2) — указывается обозначение изделия (детали, сборочной единицы, комплекта) по основному конструкторскому документу. Для группового ТЦШТО) графу не заполняют.
В графе (3) — указывается применяемый метод изготовления или ремонта, допускается данную графу не заполнять.
В графе (4). указывается обозначение комплекта документов в соответствии с п.5.3.3.
В графе (5) — указывается дополнительная информация о применяемости, вариантах изготовления изделия. Допускается данную графу не заполнять.
В графе (6) — указывается обозначение номера изделия (сборочной единицы) с которого вводится данный документ.
В графе (7) — указывается обозначение основного документа, куда входит данный документ. Например: для сборочного цеха — СТРОМ.О1188.00032, для механообрабатывающего цеха — СТРОМ.О1140.00033.
В графе (8) — указывается порядковый номер листа каждого вида документа(МК, ВО, КЭ ит.п.).
В графе (9) указывается наименование изделия по основному конструкторскому документу(для документов разрабатываемых на единичный тех. процесс); наименование группы изделий ‚ характеризующихся общностью конструктивных признаков, например: «валы», «втулки»(для типового тех процесса); наименование применяемого метода, например: «кадмирование», «хромирование»(для группового тех процесса). Допускается данную графу не заполнять.
Графы (10) — не заполняются.
В графе (11) — указывается должность и ФИО лица утверждающего данный документ.
В графе (12) — указывается полное название документа, например:
на типовой процесс сборки модуля в сборе СТРОМ.408124.059
В графе (13) — указываются должности и ФИО лиц, согласовывающих данный документ (например: начальник ОТК, начальник БТД Цеха № ит.д.).
В графе (14) — указываются информация об акте внедрения для данного технологического документа.
В графе (16) — ставится отметка о проведении метрологической экспертизы.
Запись об изменениях на ТЛ делается только в ЛРИ, а на самом ТЛ ставится номер изменения в кружочке (рядом с изменяемой частью документа).
5.1.10 На титульных листах специальных, опытных, временных, обходных процессов должна присутствовать соответствующая надпись, в графе (5.
5.1.11 Для разработки и оформления таких документов как:
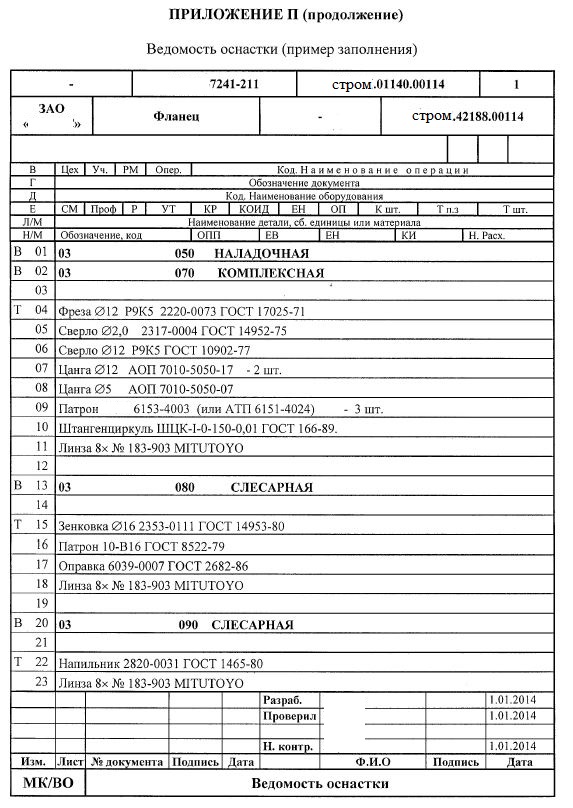
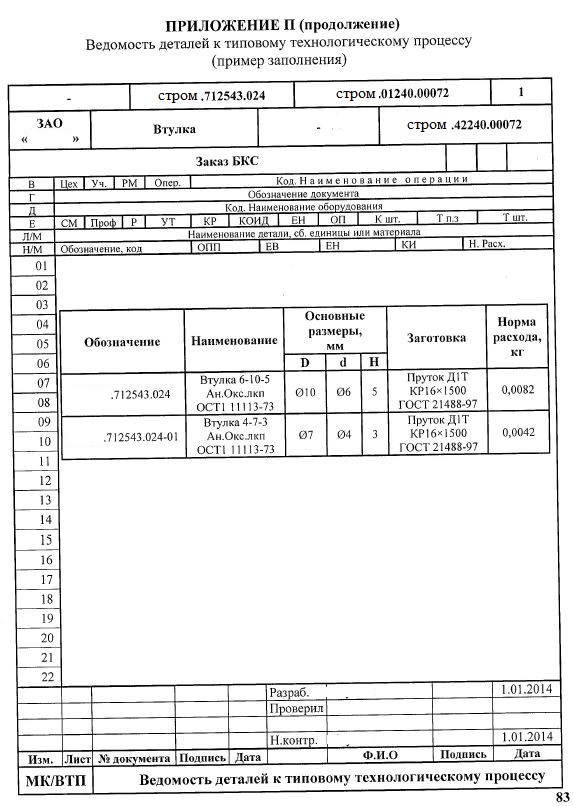
- ведомости деталей к типовому технологическому процессу/операции (ВТШВТО), применяется форма согласно Приложению П;
- комплектовочной карты (КК), применяется форма согласно Приложению Н;
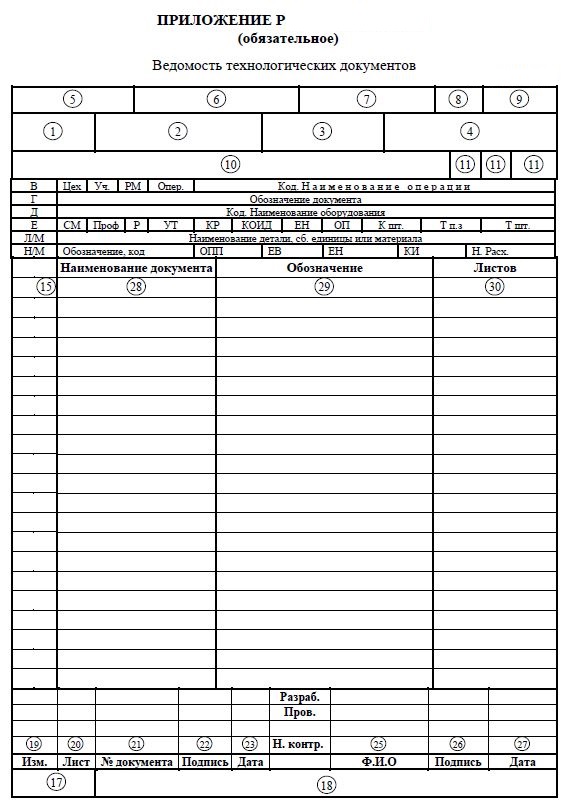
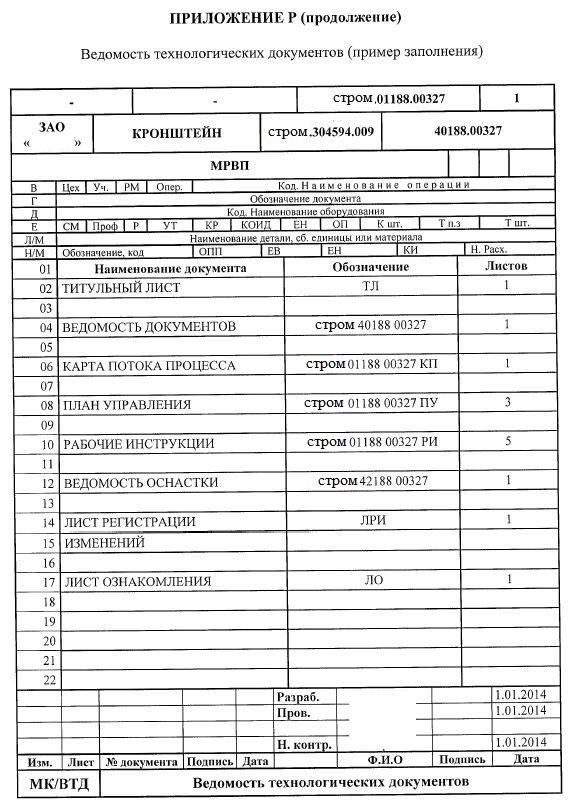
- ведомости технологических документов (ВТД), применяется форма согласно Приложению Р;
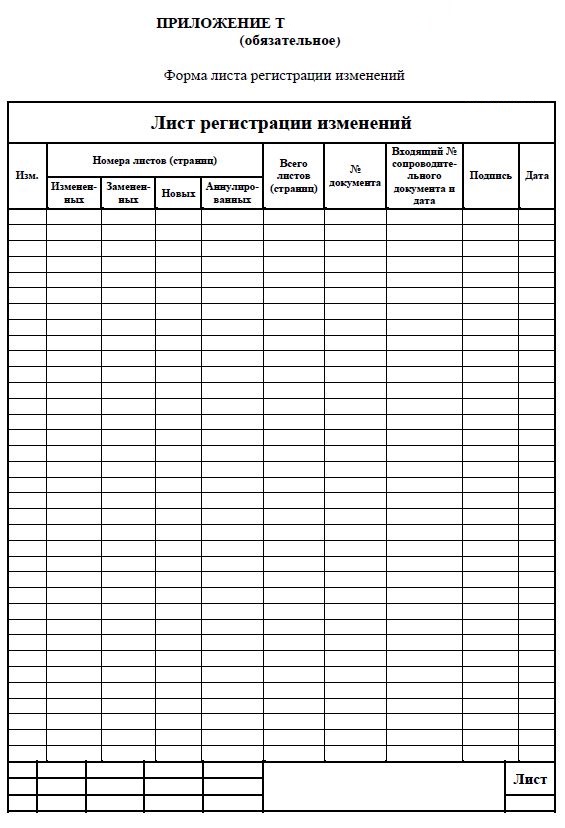
- листа регистрации изменений (ЛРИ) применяется форма согласно Приложению Т;
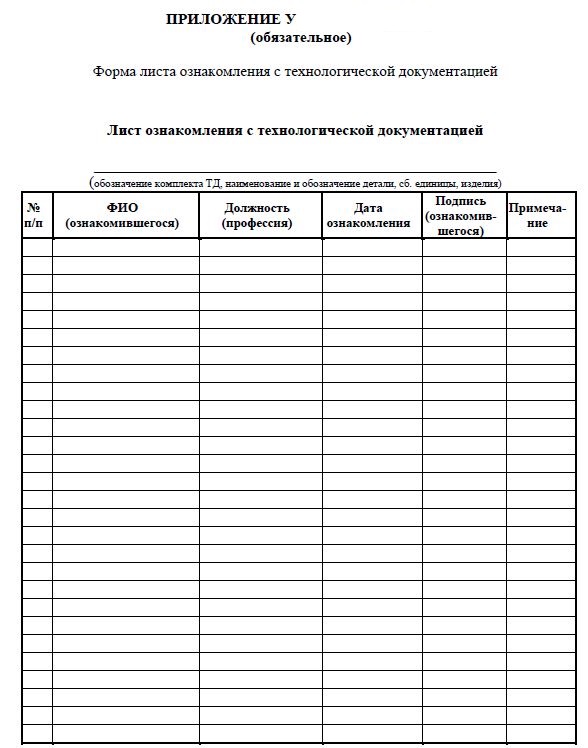
- листа ознакомления (ЛО) применяется форма согласно Приложению У;
- карты хронометража (КХ) применяется форма согласно Приложению Н.
Примечание: в составе типового техпроцесса нанесения химических, электрохимических покрытий и химической обработки в качестве формы для ВТИ (ВТО) использовать форму бланков согласно Приложению Б.


5.1.12 ЛРИ прикладывается к каждому технологическому документу. Если технологические документы идут россыпью, то для каждого отдельного документа должен быть свой ЛРИ, с номером того документа к которому относится.
5.1.13 Нумерацию листов в ТД, если она содержит различные документы, проводят в каждом виде документа в соответствующей графе.
5.1.14 Сквозную нумерацию листов ГД допускается не применять.
5.1.15 Общее количество листов по каждому виду документов (МК, РИ, ПУ, ВО) указывается в ведомости технологических документов (ВТД).
5.2 Виды технологических процессов и операций
5.2.1 Технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда (заготовки, изделия).
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте.
Технологический переход — законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах.
5.2.2 Виды технологических процессов и обозначения в ТД:
Таблица 5.1
| Код | Вид ТП по его организации | Определение |
| 0* | Без указания | |
| 1 | Единичный процесс (операция) | Процесс изготовления изделий одного наименования, типоразмера и исполнения. |
| 2 | Типовой процесс | Процесс изготовления группы изделий с общими технологическими и конструктивными признаками. |
| 3 | Групповой процесс | Процесс изготовления группы изделий с общими технологическими и разными конструктивными признаками. |
Примечание: код * (без указания) проставляют при наличии в документе нескольких видов или при отсутствии необходимости обозначения конкретного вида.
Таблица 5.2
| Код | Вид ТП по методу выполнения |
| 00* | Без указаний вида технологического процесса |
| 09 | Испытания |
| 30 | Холодная штамповка |
| 38 | Изготовление кабелей, шнуров и проводов |
| 40 | Механическая обработка, в т. ч. обработка на одношпиндельных автоматах и полуавтоматах, автоматах продольного точения, станках с числовым программным управлением (ЧПУ), изготовление пружин, термическая обработка) |
| 62 | Литье деталей из пластмасс |
| 64 | Приготовление герметиков, компаундов и смол |
| 67 | Приготовление изделий из резины |
| 71 | Нанесение химического, электрохимического покрытий и химическая обработка |
| 73 | Нанесение лакокрасочного покрытия |
| 80 | Нанесение лакокрасочного покрытия |
| 88 | Слесарные, слесарно-сборочные и электромонтажные работы |
| 90 | Сварка |
| 99 | Литье под давлением цветных сплавов. |
Примечание:* Код 00 — «Без указания вида технологического процесса» проставляют при наличии в документе нескольких видов процессов или при отсутствии необходимости обозначения конкретного вида.
5.3 Виды технологических документов
5.3.1 К технологическим документам относятся текстовые и графические
документы, описывающие технологический процесс. В обозначении технологического документа указывается код документа согласно таблице 5.3.
Таблица 5.3
| Код | Вид документации |
| 01 | Комплект технологической документации |
| 04 | Комплект временных документов технологического процесса (операции) |
| 10 | Маршрутная карта |
| 20 | Карта эскизов |
| 25 | Технологическая инструкция |
| 30 | Комплектовочная карта |
| 40 | Ведомость технологических документов |
| 42 | Ведомость оснастки |
| 43 | Ведомость материалов |
| 44 | Ведомость деталей (сборочных единиц) к типовому (групповому) ТП |
| 60 | Операционная карта |
| 71 | Ведомость применяемости |
5.3.2 Технологические документы по содержанию подразделяются на виды, указанные в табл. 5.4.
Таблица 5.4
| Вид документа | Условное обозначение | Назначение и правила оформления |
| 1 | 2 | 3 |
| Титульный лист | ТЛ | Документ предназначен для оформления комплекта технологических документов на изготовление или ремонт изделия. Является первым листом комплекта технологических документов. |
| Ведомость технологических документов | ВТД | Документ предназначен для указания документов, входящих в комплект технологических документов на изготовление или ремонт изделия. |
| Ведомость деталей к типовому (групповому) ТП | ВТП | Документ предназначен для указания деталей, сборочных единиц, изделий, изготавливаемых по типовому или групповому ТП. |
| Карта потока процесса | КП | Документ, схематически отображающий последовательность операций создания продукции от входа до выхода, а также, относящиеся к операциям входные характеристики (характеристики процесса, источники изменчивости и т. д.) и выходные характеристики (характеристики продукта, требования, результаты). |
| Протокол «Анализ видов, последствий и причин вероятных несоответствий процесса» | PFMEA | Документ предназначен для систематического анализа процесса с целью идентификации видов потенциальных отказов, их причин и последствий, а также влияния отказов на процесс и функционирование изделия или его компонентов. |
| План управления | ПУ Control plan | Документ содержит описание систем и процессов, требуемых для управления продукцией и процессом. В ПУ должны быть отражены: характеристики продукции и процесса; методы управления процессом; методы контроля и испытаний; корректирующие действия и план реагирования на несоответствия. |
| Рабочая инструкция | РИ | Документ предназначен для пооперационного описания в технологической последовательности процесса изготовления или ремонта, включая контроль и перемещение, с указанием данных об оборудовании, технологической оснастке и режимах. РИ разрабатывается отдельно на каждую операцию технологического процесса. |
| Маршрутная карта | МК | Документ предназначен для маршрутного и маршрутнооперационного описания процесса изготовления или ремонта изделия или его составных частей в технологической последовательности выполнения операций, включая контроль и перемещение. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и оснастка, приемы работы. |
| Ведомость оснастки | ВО | Документ предназначен для указания технологического оборудования, приборов и оснастки, применяемых при выполнении технологического процесса изготовления или ремонта изделия. |
| Ведомость материалов | ВМ | Документ предназначен для указания основных и вспомогательных материалов, применяемых при выполнении технологического процесса изготовления или ремонта изделия. |
| Карта эскизов | КЭ | Графический документ, содержащий эскизы, схемы, таблицы, фотографии, и предназначенный для наглядного пояснения выполнения технологического процесса, операции или перехода. |
| «Poka Yoke» – защита от ошибок | PY | Указание в ТД о наличии в операции метода (системы) предотвращения ошибок. |
| Карта хронометража трудозатрат | КХ | Документ предназначен для указания трудозатрат по изделию. |
| Технологическая инструкция | ТИ | Документ предназначен для описания: — работ, имеющих общий и повторяющийся характер, независимо от состава производимых или ремонтируемых изделий, например, приготовление растворов, клеев, смол, компаундов, смесей и т.п.; правил эксплуатации средств технологического оснащения; настроечных и регулировочных работ; физических и химических явлений, возникающих при выполнении отдельных технологических операций. |
| Лист регистрации изменений | ЛРИ | Предусматривается в технологической документации, имеющей более трех листов. |
| Лист ознакомления | ЛО | Лист для отметки об ознакомлении с техпроцессом. |
5.3.3 Система обозначений технологических документов
Каждый технологический документ (комплект документов) должен иметь свое обозначение, которое не допускается присваивать другому документу (комплекту документов). При ссылке на технологический документ его обозначение указывается полностью без сокращений и изменений.
У заимствованных документов следует сохранять присвоенное им обозначение.
Устанавливается следующая система обозначений технологического документа:

Например:
СТРОМ. 01140.00155 , где:
- 01 код технологического документа — комплект технологической документации (табл. 5.3);
- 1 — код технологического процесса по его организации — единичный (табл. 5.1);
- 40 — код технологического процесса по методу выполнения — механическая обработка (табл. 5.2);
- 00155 — порядковый регистрационный номер, присваивается разработчиком ТД по журналуучета обозначений;
- СТРОМ — индекс разработчика, проставлять слева от обозначения ТД;
или
СТРОМ.25388.00087, где
- 25 – код технологического документа: технологическая инструкция (табл. 5.3);
- 3 — код технологического процесса по его организации: групповой (табл. 5.1);
- 88 — код технологического процесса по методу выполнения: электромонтажные работы (табл. 5.2);
- 00087 – порядковый регистрационный номер.
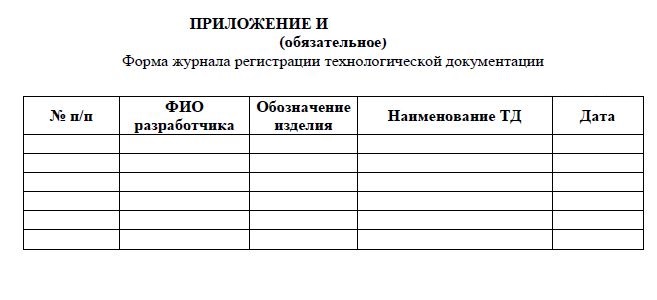
Регистрация порядковых номеров ТД производится в журнале регистрации ТД, в форме указанной в приложении И. Данный журнал хранится в ОГТ.
Для ТД полученной от сторонних организаций и не имеющей номера ТД, работник, сопровождающий эту ТД, должен присвоить номер в журнале регистрации ТД и указать его на каждом листе документа. Номер присваивается в соответствии с требованиями настоящего стандарта, но индекс разработчика в этом случае не ставится. При отсутствии номеров листов, необходимо так же пронумеровать их.
5.4 Порядок разработки комплектов технологической документации на изделия при наличии требований потребителя по проведению процедуры ANPQP(APQP)
Разработка КТД на новые изделия производится специалистами отдела главного технолога. На этапе серийного производства освоенных изделий корректировка, актуализация КТД производится специалистами цехов.
5.4.1 Карта Потока Процесса (КП)
При разработке КТД на новое изделие вначале разрабатывается Карта Потока Процесса (Приложение В).




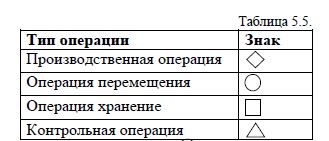
КП представляет собой схему, на которой отдельные технологические операции, операции контроля, транспортирования, хранения изображены в виде условных знаков, связанных в последовательности, соответствующей запланированному ходу технологического процесса.
Знаки, которые используют для построения карты потока процесса, приведены в таблице 5.5.
Преимущества, которые дает карта потока процесса:
- наглядность изображения хода процесса изготовления изделия;
- быстрое понимание процесса изготовления новыми людьми;
- удобство для анализа процесса в целом;
- удобство для выявления ключевых процессов;
- быстрое определение возможных мест и причин возникновения дефектов, а так же для проведения логистического анализа.
Карту потока процесса дополняют детальным описанием технологических операций в виде рабочих инструкций для операторов.
Карта потока процесса и План управления должны быть согласованы между собой.
5.4.2 FMEA процесса (PFMEA)
Используя КП, предварительно определяется риск возникновения несоответствий, и устанавливаются операции, которые могут оказать влияние на изготовление или сборку продукции.
На основании КП разрабатывается документ «FMEA процесса (PFMEA)»: «Анализ видов, последствий и причин вероятных несоответствий процесса».
PFMEA проводят на всех этапах: начиная с разработки производственного процесса и до завершения производства, что позволяет предотвратить внедрение в производство процессов, недостаточно отработанных.
Анализ видов, последствий и причин вероятных несоответствий проводится по каждой производственной операции процесса в соответствии с КП.
Целью PFMEA является улучшение процесса на основе анализа потенциальных несоответствий процесса с количественным анализом последствий и причин несоответствий.
PFMEA позволяет идентифицировать и оценить потенциальную реакцию потребителя на соответствующие дефекты продукции.
PFMEA — это «живой» документ, пересматривается при изменении, модернизации конструкции продукта, процесса либо в случае возникновения проблем при эксплуатации или в производстве.
По итогам проведения PFMEA разрабатывается План Управления качеством продукции (ПУ).
5.4.3 План управления
5.4.3.1 План управления должен:
- содержать перечень средств управления, используемых для управления процессом производства;
- включать в себя методы управления, применяемые к специальным характеристикам, определенным как потребителем, так и предприятием;
- включать в себя требуемую потребителем информацию, при ее наличии;
- инициировать точно определенный план реагирования, когда процесс становится нестабильным или не обладающим статистической устойчивостью, а так же действия персонала в тех или иных случаях.
При появлении любых изменений, влияющих на: качество продукции, процесс производства, измерение, логистику, источники поставки, FMEA; план управления должен быть проанализирован и актуализирован.
Формы бланков ПУ приведены в Приложении Г.






5.4.3.2 ПУ должен охватывать три этапа:
a) создание опытного образца — описание материалов, методов измерений размеров и характеристик, эксплуатационных испытаний, которые будут проведены в процессе разработки опытного образца (ПУ прототипа);
б) подготовку производства — описание материалов, методов измерения размеров и характеристик, эксплуатационных испытаний, которые будут проведены после создания опытного образца и до постановки продукции на производство. Этот этап определен как предпусковой в процессах жизненного цикла продукции и может потребоваться после создания опытного образца (предсерийный ПУ);
в) производство — документирование характеристик продукции/процесса,
средств управления процессом, испытаний и применения систем измерений в ходе массового производства (серийный ПУ).
На каждое изделие должен быть разработан план управления.
Планы управления могут описывать и ряд однотипных изделий (деталей), производимых с помощью общего технологического процесса.
5.4.3.3 В ПУ для каждого процесса должны быть включены соответствующие статистические методы управления процессом и качеством продукции:
- анализ стабильности и воспроизводимости технологического процесса (SPC);
- анализ измерительных систем (MSA);
- регистрация результатов замеров или параметров и записи данных в журналах, (бланках и т.п.);
Методы управления предназначены для сбора/регистрации, хранения и анализа небольшого количества ключевых (явных или косвенных) признаков/параметров описания данного объекта для вынесения суждения о поведении/состоянии данного объекта в целом, то есть для вынесения суждения об объекте в целом на основании анализа небольшого количества характеризующих его признаков.
5.4.3.4 Взаимосвязь плана Управления с другими документами представлена на рисунке 1
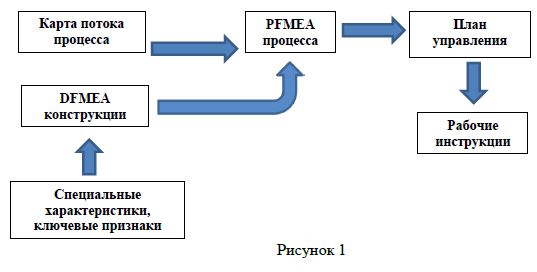
5.4.3.5 При разработке плана управления и карты потока для опытного образца, установочной серии партии изделий, к вышеуказанным документам прилагаются листы регистрации изменений (ЛРИ), форма ЛРИ в приложении Д.

По окончании разработки и анализа КП, PFMEA, ПУ разрабатываются Рабочие Инструкции (РИ), Ведомости Оснастки (ВО), Ведомости Материалов (ВМ), Ведомости Технологических Документов (ВТД).
5.4.4 Рабочие инструкции (РИ)
5.4.4.1 Рабочие инструкции (РИ) разрабатываются отдельно на каждую операцию технологического процесса и предназначены для описания приемов работы и технологических режимов при выполнении операции.
РИ следует разрабатывать с учетом следующих источников: РЕМЕА, КП, ПУ, КД, ТУ, специальных характеристик и ключевых признаков продукции и процессов, стандартов потребителя, спецификаций комплектующих изделий и материалов, технических стандартов предприятия, знаний и опыта по процессам и продукции.
Рабочие инструкции операторов по отдельным операциям должны представлять собой достаточно понятные детальные указания для всего рабочего персонала, выполняющего прямые обязанности в работе с процессами.
Инструкции для рабочих процедур должны быть наглядно оформлены с визуализацией при необходимости приемов работы, последовательности выполнения операции или пошаговых действий при работе на стенде, приспособлении, и содержать характеристики оборудования, например, рабочая скорость подачи, время цикла, скорость вращения, давление ит.д.
РИ должны быть доступны для понимания операторами и мастерами.
В РИ должны быть включены: классификатор несоответствий и корректирующие действия (план реагирования в случае возникновения несоответствий), оборудование, инструмент и оснастка, основные и вспомогательные используемые при выполнении операции, описание методов измерения ключевых характеристик и объемы контроля, инструкции по охране труда и средства индивидуальной защиты.
Формы бланков РИ и примеры заполнения приведены в Приложении Е.






5.4.5 Полный комплект технологических документов (КТД) состоит из документов в следующей последовательности: Л, ВТД, КП, РЕМЕА, ПУ, РИ, ВО, ВМ, ЛРИ, ЛО.
5.4.6 Во всех документах по управлению технологическим процессом, а именно, в КП, протоколах РМЕА, ПУ, РИ, должны быть отмечены символы специальных характеристик, назначенных потребителем или собственным предприятием, если таковые отражены в КД и ТД.
Специальные характеристики — это характеристики продукции или параметры процесса производства, которые могут повлиять на безопасность, соответствие обязательным требованиям, пригодность, выполнение требуемой функции, рабочие характеристики или последующую обработку продукции.
Специальная характеристика продукции отмечается символом О, специальная характеристика процесса — символом ОТ.
5.4.7 При разработке КТД необходимо чтобы количество характеристик (продукта/процесса) в РИ и ПУ было одинаково. Для этого необходимо пользоваться следующим правилом: посчитать количество характеристик (продукта/процесса) в ПУ и посчитать количество характеристик (продукта/процесса) в РИ для каждой операции в отдельности, количество характеристик должно совпадать. При несовпадении количества характеристик необходимо перепроверить и устранить несоответствие.
5.5 Указания по оформлению комплекта технологических документов на изделия, при наличии требовании потребителя по проведению процедуры ANPQP (APQP)
5.5.1 Указания по оформлению карты потока
Карта потока процесса — это схематическое представление хода действующего или предлагаемого процесса.
Карта Потока Процесса должна отображать технологический процесс в операционной последовательности, начиная с поступления комплектующих деталей, полуфабрикатов, изделий на склады, и заканчивая отгрузкой готовой продукции. КП, см. приложение В, должна содержать следующую информацию:
- В графе «Номер цеха, участка» 1 — указывается номер цеха или участка;
- В графе «Номер операции» 2 — указывается порядковый номер операции;
- В графе «Тип операции» 3 — указывается тип операции (отмечается яркой точкой в соответствующей строке в соответствии с типом операции), согласно таблице 5.5.
- В графе «Наименование операции» 4 — указывается наименование операции;
- В графе «Специальные характеристики продукции» 5 — указываются специальные характеристики продукции с отметкой в соответствующей колонке символа ◊, в случае отсутствия – прочерк;
- В графе «Специальные характеристики процесса» 6 — указываются специальные характеристики процесса с отметкой в соответствующей колонке символа ◊Т, в случае отсутствия — прочерк;
- В графе «Квалификация работника» 7 — указывается профессия и уровень квалификации персонала, выполняющего операцию;
- В графе «Система Poka Yoke » 8 — указывается наличие системы защиты от ошибок, если в операции присутствует система защиты от ошибок, ставится значок PY, если отсутствует ставиться прочерк;
- В графе «Номер предыдущей операции» 9 — указывается номер предыдущей операции;
- В графе «Номер последующей 10 операции» — указывается номер последующей операции;
- В графе «Обозначение карты потока» –11 указывается обозначение технологической документации с порядковым номером;
- В графе 12 — указывается порядковый номер листа;
- В графе «Заказ» 13 – указать аббревиатуру названия изделия;
- В графе «Обозначение детали, сборочной единицы» 14 – указать обозначение согласно КД;
- В графе 15 «Наименование детали, сборочной единицы» – указать наименование согласно КД;
- В графе «Цех» 16 — указывается номер цеха производителя;
- В графе 17 — указывается редакция документа;
- В графе 18 — строится блок — схема карты потока процесса;
Блок – схема представляет собой графическое изображение отдельных производственных операций, операций перемещения, контроля и др. в виде условных знаков, связанных в последовательности, соответствующей запланированному ходу технологического процесса. Внутри знака указывается номер операции.
В случае, если операция содержит метод (систему) предотвращения ошибок (Poka Yoke), рядом с номером операции в блок-схеме ставится значок «PY» (рис. 2), если в операции нет Poka Yoke, то ставится только номер операции.
На блок –схеме карты потока должна быть указана информация о выявленных на операциях контроля бракованных деталях, в виде штрих пунктирных стрелок указывающих путь бракованных деталей в изолятор брака.
Примеры оформления КП в Приложении В.Детальность карты потока процесса зависит от стадии разработки процесса.
5.5.2 Указания по оформлению плана управления
Наиболее удобной формой плана управления является таблица. Примеры оформления ПУ в Приложениях Г.
Назначения разных частей таблицы (Приложение Г):
- В графах «Опытный образец (прототип), Установочная серия, Серийная продукция» 1 – следует знаком «» указать надлежащую категорию;
- В графе «Обозначение плана управления» 2 – указать обозначение технологической документации с порядковым номером;
- В графе 3 – указывается порядковый номер листа;
- В графе «Заказ» 4 – указать аббревиатуру названия изделия и обозначение по КД;
- В графе 5 «Обозначение детали, сборочной единицы» – указать обозначение согласно КД;
- В графе 6 «Наименование детали, сборочной единицы» – указать наименование согласно КД;
- В графе «Контактная информация» 7 – следует указать должность, фамилию, инициалы, телефон лица, разработавшего ПУ;
- В графе «Основная команда» 8 – следует указать должности, фамилии, инициалы, телефоны лиц, ответственных за подготовку плана управления к обновлению;
- В графе «Дата составления» 9 – следует указать дату составления первоначального плана управления;
- В графе «Дата пересмотра» 10 – следует указать дату последнего обновления плана управления;
- В графе «Наименование цеха изготовителя» 11 — указывается наименование цеха в котором производятся работы связанный с данным тех. процессом;
- В графе «Номе р цеха» 12 — указывается номер цеха изготовителя;
- В графе «Должность» 13 — указывается должность согласующего лица;
- В графе «Фамилия, И.О.» 14 — указывается должность согласующего лица;
- В графе «Подпись» 15 — ставится подпись согласующего лица;
- В графе «Дата» 16 — указывается дата подписания;
- В графе «Номер» 17 – номер операции из карты потока;
- В графе «Описание» 18 – название/описание операции из карты потока;
- В графе «Оборудование, приспособления, оснастка для производства» 19 — следует указать для каждой операции;
- В графе 20 – указывается порядковый номер характеристики продукта/процесса. В случае если характеристика одна ставится прочерк;
- В графе «Характеристики продукции» 21 – свойства или признаки детали, компонента, изделия, которые описаны в КД и ТД.
В одной операции могут быть перечислены одна или несколько характеристик продукции, например
- Размеры заготовки.
- Внешний вид обработанной поверхности.
- В графе «Характеристики процесса» 22 – переменные данные, которые имеют причинно-следственную связь с определенными характеристиками продукции.
Характеристики процесса могут быть измерены только в определенное время.
Следует определить и включить в ПУ характеристики процесса, изменчивость которых должна быть под контролем для минимизации изменчивости характеристик продукции. Могут быть перечислены одна или большее число характеристик процесса для каждой характеристики продукции, например:
Характеристика продукции на операции пайки:
- внешний вид паяных соединений (поверхность припоя, форма галтелей припоя на выводах компонентов, количество припоя на выводах).
Характеристики процесса пайки:
- время пайки, температура пайки;
- температура окружающей среды, относительная влажность воздуха в рабочей зоне.
В некоторых процессах одна характеристика процесса может воздействовать на несколько характеристик продукции.
Характеристики процесса и продукции должны быть разделены в отдельные строки.
Для каждой характеристики продукции или процесса должны быть указаны технические требования. Требования к характеристике могут носить описательный характер или же визуальный. Пример записи характеристики продукции см. таб. 5.6.
Таблица 5.6
| Операция | Характеристика продукта | Характеристика процесса | Технические требования (допуски)/ продукции/процесса |
| Входной контроль электронн ых компонен тов | — | Вскрытие герметичной вакуумной упаковки только на проверяемой части партии электронных компонентов. | Не допускается вскрывать герметичную упаковку компонентов с MSL- уровнем 2а, 3, 4, 5, 6 для проведения входного контроля. |
| Соответствие обозначений на упаковке, количества комплектующих типу и количеству, указанным в сопроводительном документе. | — | Несоответствие не допускается. |
- В графе «Специальные свойства/ключевые характеристики» 23 – важные характеристики продукции или процесса, влияющие на безопасность потребителя, соответствие обязательным требованиям, функционирование, пригодность, выполнение заданных функций, рабочие характеристики, внешний вид, последующую обработку продукции. Специальные характеристики назначаются потребителем и изготовителем, обозначаются символом ◊ (специальная характеристика продукции), ◊Т (специальная характеристика процесса).
Специальные характеристики указаны в технических документах: габаритных и сборочных чертежах, ТУ, перечнях, стандартах, технологических документах и т.п. При наличии в операции специальной характеристики в колонке «Спец. свойства/ключевые характеристики» следует указать название характеристики и символ ◊ (◊Т).
- В графе «Технические требования (допуски) продукции/процесса» 24 – указаны в КД и ТД. Пример записи специальных характеристик процесса, см. таб.
- 5.7.
Таблица 5.7
| Специальные свойства/ ключевые характеристики | Технические требования (допуски)/ продукции/процесса |
| Угол включения; Угол выключения. | От 21 до 12 угловых градусов*; от 12 до 21 углового градуса* * относительно геометрической оси отметчика – в этом случае загорание зеленого светодиода на индикаторе стенда. |
| ◊ Т Скорость движения конвейера. | 70 мм/мин. |
Если специальные характеристики отсутствуют, в соответствующей колонке ставится прочерк.
- 25) В графе «Оценка/техника измерения » 25 – указывается способ оценки, измерения характеристики. В таких операциях как транспортировочная, комплектовочная, создание программ для оборудования, допускается в соответствующей колонке указывать способ оценки «визуально». При оценке внешнего вида следует указывать визуальный способ оценки со ссылкой на эталоны, образцы, эскизы, рисунки, фотографии, записи в технологической документации. Пример заполнения этой графы, см. таб. 5.8
Таблица 5.8
| Характеристика продукта | Оценка/техника измерения |
| Внешний вид печатной платы. | Визуально и с использованием оптических средств, руководствуясь требованиями ТП СТРОМ.01388.00101. |
| Версия ПО. | Визуально, сверяя с записью в журнале регистрации программ. |
Если при оценке используются технические средства, в качестве техники измерения указывать термины «инструментом», «прибором», индикаторным приспособлением, «тестированием на стенде» и т.п.
- В графе «Выборка объем / периодичность (частота)» 26 – следует указать количество (штук, партий, раз) и частоту взятия выборки в том случае, когда требуется выборочный контроль, или, если проверяется каждое изделие, в колонках «объем/периодичность» указать.
Пример заполнения этой графы, см. таб. 5.9.
Таблица 5.9

Каждое изделие. В течение всего времени выполнения сменного задания.
- В графе «Методы управления (контроля)» 27 – краткое описание того, как работа и качество продукции будут контролироваться и, в том числе, обозначения процедур управления процессом. Операции можно контролировать с помощью методов: статистического анализа стабильности и воспроизводимости процесса(SPC) на основе данных измерений детали, изделия, параметров продукта; анализа измерительных систем (MSA) — метода, призванного дать заключение относительно приемлемости используемой измерительной системы через количественное выражение ее характеристик.
Под измерительными системами понимаются совокупность приборов, стандартов, операций, методов, персонала, компьютерных программ, окружающей среды, используемых для придания количественных значений измеряемым величинам.
Задачей MSA является:
- получение данных, анализ которых применяется для принятия управленческих решений в отношении продукции или процессов;
- регистрации данных замеров, параметров продукта в журналах, бланках, листах и т.п. (например, данных по первой детали или первому изделию, записи результатов проверки правильности работы автоматизированного оборудования годным и негодным образцами);
- анализ и принятие, при необходимости, решения по корректирующим действиям: применением метода (системы) предотвращения ошибок «Poka Yoke», благодаря которому работу можно сделать только одним, правильным способом, и дефект просто не может появиться.
В случае отсутствия в операции методов управления, ставится прочерк.
Примеры записей в колонке «Методы управления»:
- Ежедневная регистрация параметров микроклимата в журнале.
- Запись результатов измерений и осмотра в журнале предъявления первой детали. — Применение SPC.
- Запись в журнале проверки работоспособности стенда эталонным и антиэталонным образцами.
Если применяется сложная процедура управления, то в плане управления обычно должны быть ссылки на соответствующий документ под конкретным названием и/или номером, это может быть СТП, ТП, ТИ, методика и т.п.
- В графе «Техническое обслуживание» 28 – указывается ссылка на график проведения технического обслуживания и ремонта (ТОиР) оборудования и оснастки, или график проведения метрологической поверки приборов, измерительного инструмента, или ставится прочерк при отсутствии технического обслуживания.
- В графе «Система “Poka Yoke” » 29 — в случае, если операция содержит метод (систему) предотвращения ошибок (Poka Yoke), в строке, где указано обозначение и наименование приспособления или устройства, обеспечивающего защиту от ошибок, в колонке «Система «Poka Yoke» ставится значок «PY». При наличии в операции метода (системы) предотвращения ошибок «Poka Yoke», необходимо отдельной строкой закладывать проверку работоспособности этой системы, при помощи годных и бракованных образцов.
При отсутствии метода (системы) «Poka Yoke» в соответствующей колонке ставится прочерк.
- В графе «План реагирования» 30 – корректирующие действия по предотвращению производства несоответствующей продукции или нестабильной работы процесса.
За эти действия должны отвечать сотрудники, непосредственно работающие с процессом: оператор, мастер или начальник цеха.
Во всех случаях, подозреваемая в несоответствиях и несоответствующая продукция должна быть идентифицирована и изолирована. Данная колонка также может содержать ссылку на конкретный документ, в котором описываются корректирующие действия.
Примеры записей в колонке «План реагирования»:
- при выявлении 3-х подряд несоответствующих деталей, работу прекратить, сообщить мастеру. Несоответствующие детали изолировать с ярлыком несоответствия в тару красного цвета;
- отрегулировать формовочное приспособление согласно РИ/080 КТД СТРОМ.01188.00259; сообщить мастеру, не приступать к работе до перепроверки работоспособности стенда технической комиссией специалистов и записи в журнале об устранении неисправности стенда.
- ремонтнопригодные платы отремонтировать согласно ТП ремонта печатных узлов, не ремонтнопригодные — изолировать с ярлыком несоответствия в тару красного цвета.
Если в ПУ есть ссылки на ТП, КД, ТД, указывать на последнем листе в последовательности по порядку появления в тексте номер ссылки и обозначение, и наименование документа
5.5.3 Правило выбора способа контроля характеристик
При разработке протокола PFMEA для каждой операции выбираются характеристики, подлежащие контролю.
Для выбора метода управления операцией и способа контроля этих характеристик при разработке ПУ рекомендуется использовать график, приведенный на рисунке 3.
Исходными данными служат показатели из РFMEA для изделия, в частности, «Значимость» (S) и «Возникновение» (O).
Так, например: при S=5 и O=3 применяется выборочный контроль, при S=7 и O=5 применяется 100% контроль характеристики или SPC, при S=9 и O=8 необходимо устанавливать систему защиты от ошибок (Poka Yoke).
Таким образом, после определения способа контроля в план управления закладываются необходимые меры реагирования на отклонения характеристик.

5.5.4 Указания по оформлению рабочей инструкции
5.5.4.1 Рабочая инструкция (РИ) – предназначена для пооперационного описания в технологической последовательности процесса изготовления или ремонта. РИ разрабатывается отдельно на каждую операцию технологического процесса. РИ разрабатывается на картах рабочих инструкций (Приложение Е).
В РИ в соответствующих колонках указываются:
- В графе «Обозначение рабочей инструкции» 1 — указывается номер документа и номер рабочей инструкции. Номер рабочей инструкции должен соответствовать номеру из карты потока. Пример обозначения: СТРОМ.01188.00501 РИ/010.
- В графе 2 — указывается порядковый номер листа.
- В графе «Заказ» 3 – указать аббревиатуру названия изделия и обозначение по КД.
- В графе «Обозначение детали, сборочной единицы» 4 – указать обозначение согласно КД, например, СТРОМ.304522.000.
- В графе «Наименование детали, сборочной единицы» 5 – указать наименование согласно КД, например, Заслонка.
- В графе «Цех №» 6 — указать номер цеха изготовителя.
- В графе «№ операции» 7 — указать номер операции.
- В графе «Наименование операции» 8 — указать наименование операции.
- В графе «СИЗ» 9 — указать значками применяемые средства индивидуальной защиты.
- В графе «Материал» 10 — указывается материал, из которого изготавливается деталь. Например: Силикон СМ 732; Лента ДПРИП 0,83 Л63.
- В графе «Норма расхода» 11 — указать норму расхода материала(если требуется). В случае если не требуется ставиться прочерк.
- В графе «Сборочные единицы, детали; заготовка (профиль размер)» 12 — указать сборочные единицы или детали используемые на данной операции(для сборочных работ); для операций по изготовлению деталей или сборочных единиц указывается заготовка, ее профили и размеры(если это требуется). В случае если не требуется ставиться прочерк.
- В графе «Количество, штук» 13 — указать необходимое количество деталей или сборочных единиц, необходимых для выполнения операции. В случае если не требуется ставиться прочерк.
- В графе «Наименование и обозначение оборудования» 14 — указать оборудование, которое используется на данной операции. Под оборудованием понимается: стенды, контрольно- измерительное оборудование, станки, установки и т.п. В случае если не требуется ставиться прочерк.
- В графе «Обозначение документа» 15 — указывается ссылка на инструкцию по охране труда и комплект СИЗ.
- В графе «Тара» 16 — указать используемую на данной операции тару.
- В графе «№ строки» 17 — указать порядковый номер строки, например: 01,02,03…
- В графе «Содержание операции и переходов» 18 — указывается по переходам (01, 02,03…) поэтапное выполнение операции.
- В графе «Символ» 19 — указывается наличие специальной характеристики продукта или процесса(◊).В случае если не требуется ставиться прочерк.
- В графе «Оснастка, инструмент, средства контроля; основные и вспомогательные материалы» 20 — указываются все инструменты, приспособления и материалы, применяемые при выполнении данной операции.
В случае если это не требуется ставиться прочерк.
- В графе «Режимы обработки» 21 — указываются технологические режимы для применяемого на операции оборудования. Например: Температура пайки 300350ºС; Время склеивания 5 мин.
При описании содержания операции допускается для размеров, контроль которых технически затруднен или возможен только после разрезки детали, или, если размеры относятся к элементам, имеющим технологическое назначение, например, канавки для выхода инструмента, вместо указания прибора, инструмента для контроля вписывать «Обеспечиваются инструментом и контролируются при аттестации» (для штампов и прессформ) или «Размеры обеспечиваются инструментом» (для остальной оснастки, инструмента).
На КЭ у данных размеров наносится знак «*» или «**», а в технических требованиях помещается надпись «Размеры обеспечиваются инструментом», указывающая, что выполнение заданного размера с предельным отклонением должно гарантироваться размером приспособления, прессформы, штампа, инструмента или управляющей программы станка с ЧПУ.
В процессе изготовления изделий формообразующие элементы оснастки, инструмента, управляющая программа станков с ЧПУ должны подвергаться периодическому контролю рабочим, мастером, при необходимости совместно с контролером цеха, или в ИИЛ. Метод и периодичность контроля определяет разработчик технологического процесса или конструктор оснастки.
При обработке на станках с ЧПУ в графе «Технологические режимы» должны быть указаны номера программ.
5.5.4.2 Указания по оформлению технологических документов на изделия (детали), обрабатываемые на станках с ЧПУ
При производственной необходимости выполнения операции по обработке одних и тех же поверхностей на различных моделях станков с ЧПУ, для сокращения объема документов, допускается операции присваивать единый номер, в ПУ и РИ указывать только наименование группы оборудования без указания модели, не указывать обозначений оснастки, режущего инструмента. Переменная информация по оборудованию, оснастке, режущему инструменту, помещается на КЭ вместе с программой обработки на соответствующем станке. В ПУ и РИ делается ссылка на КЭ. Примеры заполнения ПУ приведен в Приложении Г.
Пример заполнения РИ приведен в Приложении Е.
5.5.4.3 После каждой операции разрабатывается классификатор несоответствий, возникающих при выполнении операции (план реагирования в случае возникновения несоответствий).
Пример заполнения классификатора несоответствий приведен в Приложении Е.
В классификаторе несоответствий должны быть описаны:
- В графе «Вид несоответствия» 1 — указать несоответствия продукции, возникающие при выполнении операции (например: Не выдерживание размера 10±1мм).
- В графе «Причина несоответствия» 2 — указать причины возникновения несоответствий(например: Сбой в работе оборудования).
- В графе «Способ устранения» 3 — указать способы устранения несоответствий и действия исполнителя с несоответствующей продукцией в соответствии с СТП: идентификация ярлыком несоответствия, помещение в тару красного цвета, сообщение мастеру для принятия корректирующих действий.
С целью наиболее рационального заполнения пространства рабочей инструкции допускается располагать «Классификатор несоответствий…» на свободном поле, объединив колонки «Символ», «Оснастка…», «Режимы обработки»
Также допускается размещать технологические эскизы к операции в колонке «Содержание операции и переходов».
5.6 Указания по оформлению технологических документов на изделия при отсутствии требований потребителя по проведению процедуры ANPQP(APQP).
5.6.1 Согласно ГОСТ 3.1129, ГОСТ 3.1118 для документов, разрабатываемых и применяемых в серийном и массовом типах производства, характерно Операционное описание технологических процессов.
5.6.2 В основном для описания операций в этих случаях применяют маршрутные карты (МК).
5.6.3 Форму маршрутной карты (МК) следует применять взамен:
- Ведомости оснастки (ВО), разрабатываемой на конкретный технологический процесс;
- Комплектовочной карты (КК);
- Операционной карты (ОК) на технологические операции слесарно-сборочных работ, испытаний;
- Ведомости материалов (ВМ), разрабатываемой на конкретный технологический процесс;
- Ведомости деталей (сборочных единиц) к типовому (групповому) технологическому процессу(операции) (ВТП, ВТО).
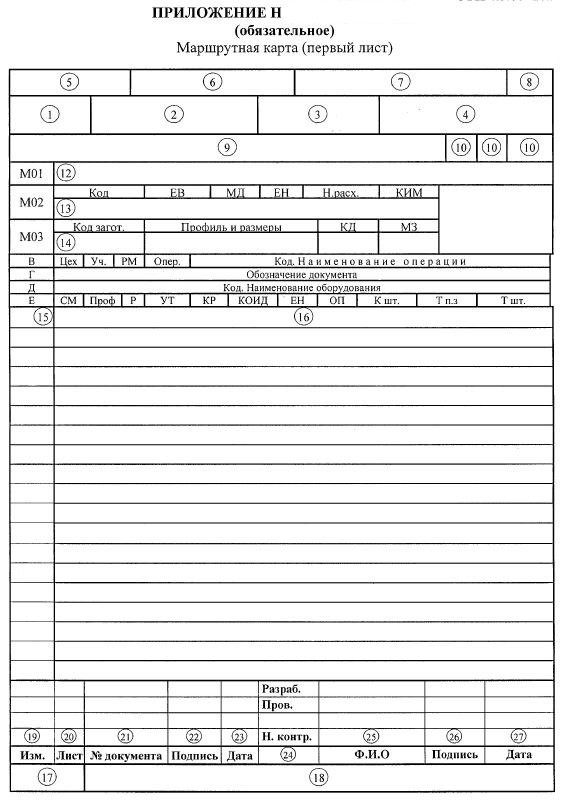
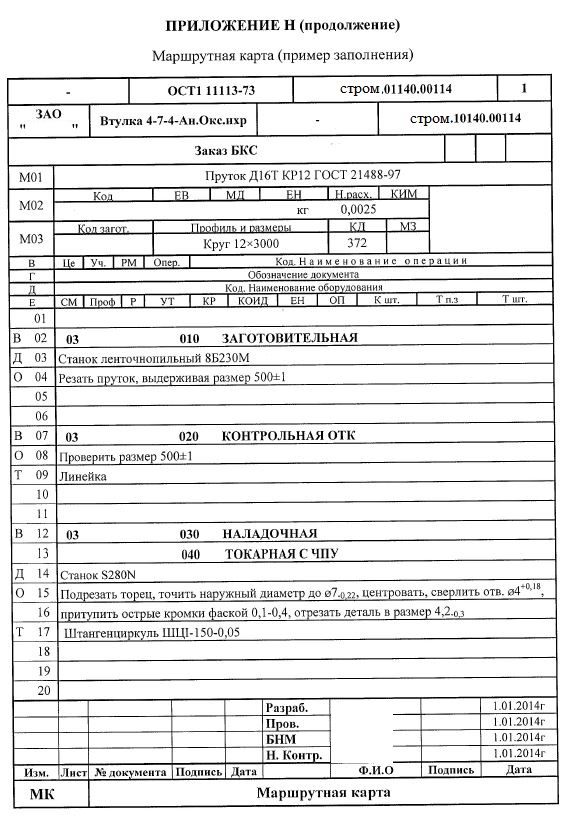
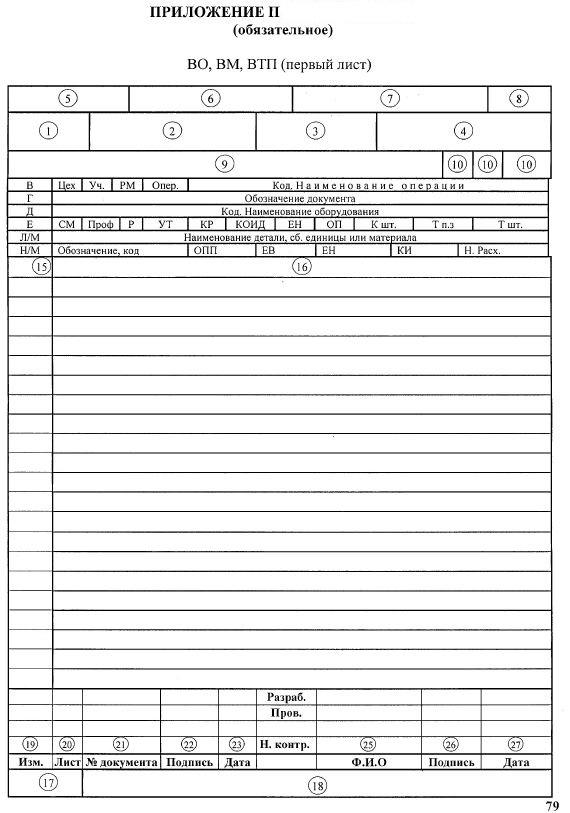
5.6.4 Первый лист для операционного описания ТП должен быть выполнен в соответствии с формой приложения Н.
На первом листе проставляется следующая информация:
- Заполнение граф 1 — 10 — указано в п.5.1.9.
- Строки 12 — 14 — заполняют, при необходимости, информацией представленной в таблице 5.10. Допускается не заполнять данные поля формы.
Таблица 5.10
| Наименование (условное обозначение) графы | Код строки | Содержание информации |
| — | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки, например, лист БОН- 2,510002500 ГОСТ 19903-74 Ст. 3 ГОСТ 14637-89 |
| Код | М02 | Код материала по классификатору. |
| ЕВ | М02 | Код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала. Допускается указывать единицы измерения величины. |
| МД | М02 | Масса детали по конструкторскому документу. |
| ЕП | М02 | Единица нормирования, на которую установлена норма расхода материала или норма времени, например 1, 10, 100 |
| Н. расх. | М02 | Норма расхода материала. |
| КИМ | М02 | Коэффициент использования материала. |
| Код заготовки | М03 | Код заготовки по классификатору. Допускается указывать вид заготовки (отливки, прокат, поковка и т.п.) |
| Профиль и размеры | М03 | Профиль и размеры исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся габаритов, например, лист 1,0х710х1420, 115х270х390 (для отливки). Допускается профиль не указывать. |
| КД | М03 | Количество деталей, изготавливаемых из одной заготовки |
| МЗ | М03 | Масса заготовки. |
- В графе 15 — указывается обозначение служебного символа и порядковый номер строки. Для изложения технологических процессов следует использовать способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Запись выполняют на уровне одной строки, например, В01, Д04.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа.
Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с таблицей 5.11.
Таблица 5.11
| Обозначение служебного символа | Содержание информации вносимой в графы, расположенные на строке |
| В | Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции |
| Г | Обозначение документов, применяемых при выполнении операции |
| Д | Код, наименование оборудования |
| Е | Информация по трудозатратам |
| М | Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Л | Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц |
| Н | Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
- В графе 16 — указывается информация характерная для каждого вида документа (МК, ВО, ВМ, ВТД, КЭ и т.д.), построчно. Примеры заполнения приведены в приложении Н, П, Р, С.
Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак « ; ». При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
- В графе 17 — указывается код вида документа. В данной графе проставляется МК и через дробь указывается условное обозначение документа выполненного на этой форме. Для формы приложение Н в этой графе ставится МК, для формы приложения П – может ставится МК/ВО, МК/ВМ, МК/ВТП, для формы приложения Р — ставится МК/ВТД, для формы приложения С – МК/КЭ.
- В графе 18 — указывается наименование документа, который разрабатывается, например: «Ведомость оснастки», «Маршрутная карта».
- В графах 19 — 23 указывается информация об изменениях данного листа документа.
- В графах 24 — 27 — указывается информация о разработчике документа, о проверяющих и согласующих данный документ.
5.6.5 На титульном листе специального технологического процесса должна быть подпись «Специальный». В случае отсутствия титульного листа в специальном ТП отличительная надпись «Специальный технологический процесс» или «Специальная технологическая операция» наносится на заглавном листе технологического документа.
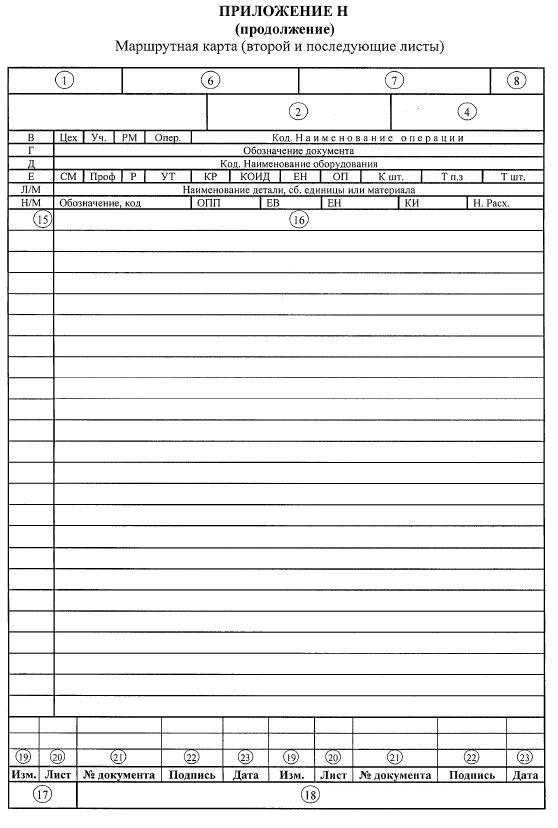
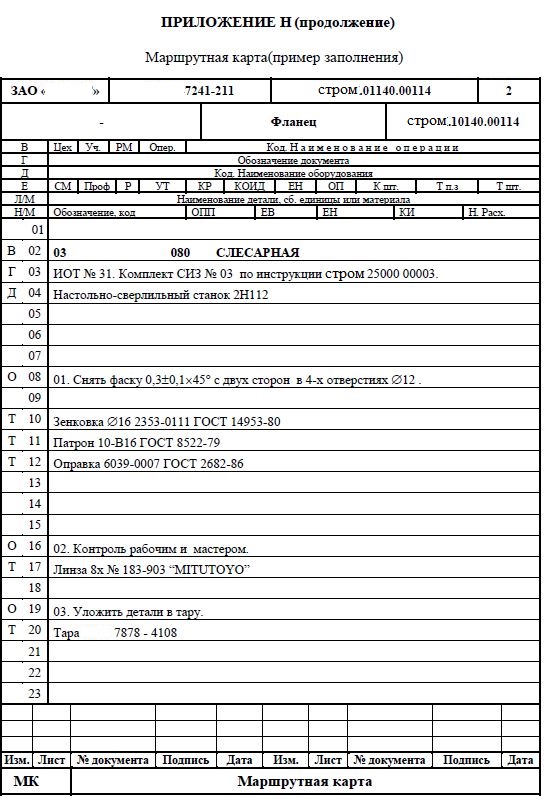
5.6.6 Второй и последующие листы ТП должны быть выполнены в форме приложения Н для второго и последующих листов, заполнение граф описано в п.5.1.9, п.5.6.4.
Примеры заполнения представлены так же в приложении Н.
5.6.7 При разработке типовых и групповых ТП следует указывать только постоянную информацию, относящуюся ко всей группе изделий.
5.6.8 При оформлении МК/ОК допускается:
- постоянную информацию, характерную для всего технологического процесса указывать один раз с привязкой к первой операции;
- между операциями оставлять одну две свободные строки для внесения при необходимости последующих изменений;
- указывать данные по технологической оснастке в начале документа без привязки к номеру операции, при условии, что они являются общими для всех операций (например: тара, СИЗ, и т.п.);
- указывать количественный состав одновременно применяемой в операции технологической оснастки;
- количество, одновременно применяемых, единиц технологической оснастки следует указывать в конце полной записи оснастки (например: сверло Ø 1,3 – 2 шт.);
- допускается не указывать количество оснастки применяемой на операции, если используется одна штука.
5.6.9 При использовании документов в форме МК допускается оставлять свободное поле для внесения графических иллюстраций, таблиц, схем и т.д.
Указанное поле, при отсутствии графической информации, может быть использовано для текстовой записи операции или технологических переходов.
Допускается выполнять эскизы непосредственно на поле МК, взамен карты эскизов(КЭ).
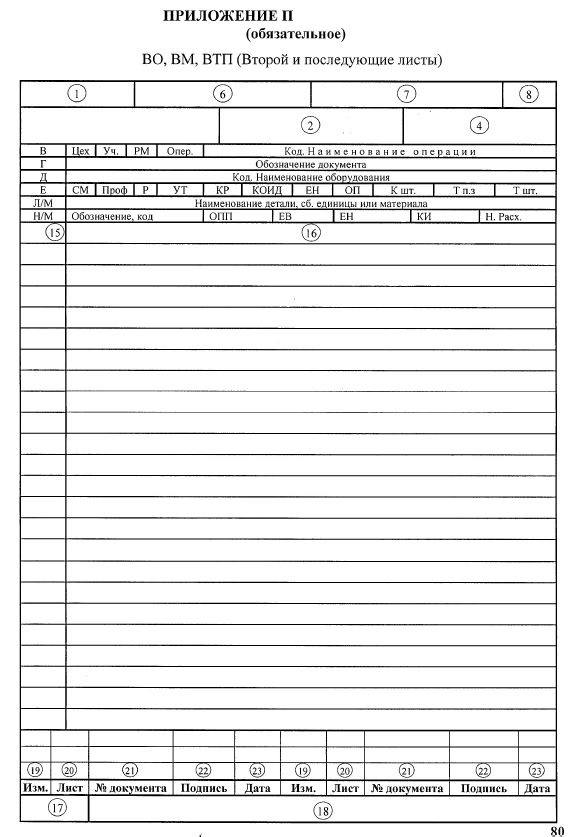
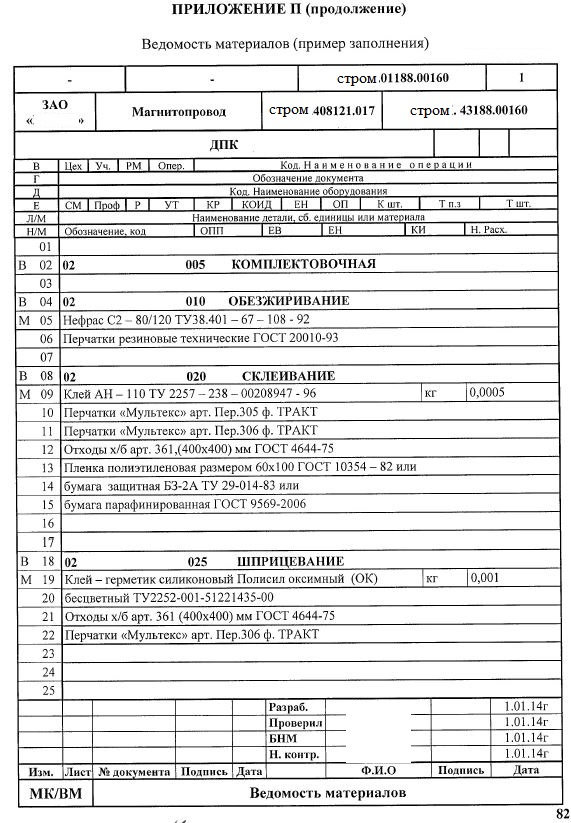
5.6.10 При разработке ВМ, ВО, ВТП используется форма, приведенная в приложении П. Заполнение формы осуществляется в соответствии с п. 5.6.4. Пример заполнения для каждого вида документа приведен в приложении П.
5.6.11 Запись данных по технологической оснастке для каждой операции следует выполнять в следующем порядке:
- приспособления, штампы, пресс-формы и т.д.;
- вспомогательный инструмент;
- режущий инструмент;
- слесарно-монтажный инструмент;
- специальный инструмент;
- средства измерения;
- тара.
5.6.12 Допускается использовать ВО, как перечни оснастки в работе других подразделений предприятия. Для этого в подразделения направляются копии ВО.
5.6.13 При разработке ведомости технологических документов (ВТД) необходимо использовать форму представленную в приложении Р. Заполнение основных граф формы описано в п.5.6.4. Дополнительные графы заполняются следующей информацией:
- В графе 28 — указывается наименование документов входящих в состав ТП, к которому разрабатывается ВТД.
- В графе 29 — указывается обозначение документов входящих в состав ТП, к которому разрабатывается ВТД.
- В графе 28 — указывается количество листов каждого документа входящего в состав ТП, к которому разрабатывается ВТД.
Пример заполнения ВТД представлен в приложении Р.
5.6.14 Допускается для размеров, контроль которых технологически затруднен, возможен после разрезки детали или если размеры относятся к элементам, имеющим технологическое назначение, например канавки для выхода инструмента, в МК вместо прибора, инструмента контроля помещать приписку «Обеспечивается инструментом и контролируется при аттестации» (для штампов и пресс-форм) или «Размеры обеспечиваются инструментом» (для остальной оснастки и инструмента).
На КЭ у данных размеров наносится знак «*» или «**», а в технических требованиях помещается надпись «Размеры обеспечиваются инструментом».
Указанная надпись означает, что выполнение заданного размера с предельными отклонениями должно гарантироваться приспособлением, прессформой, штампом, инструментом или управляющей программой станка с ЧПУ, служащими для его выполнения.
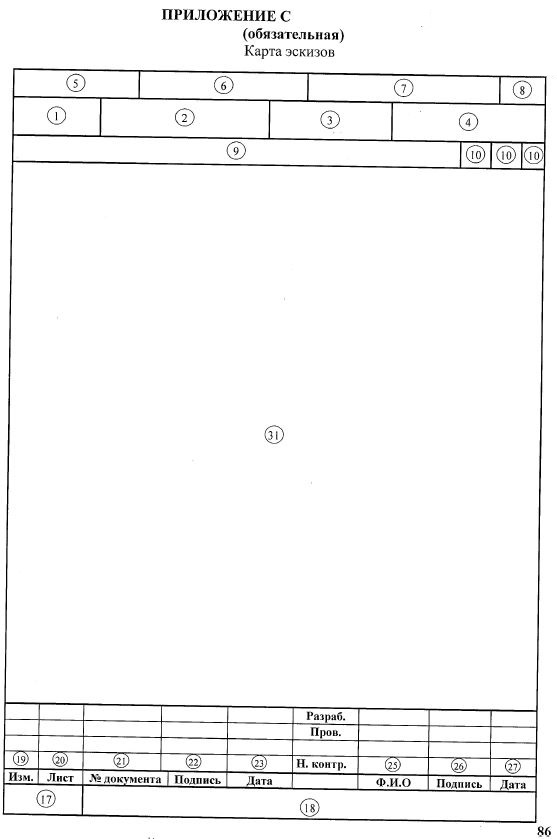
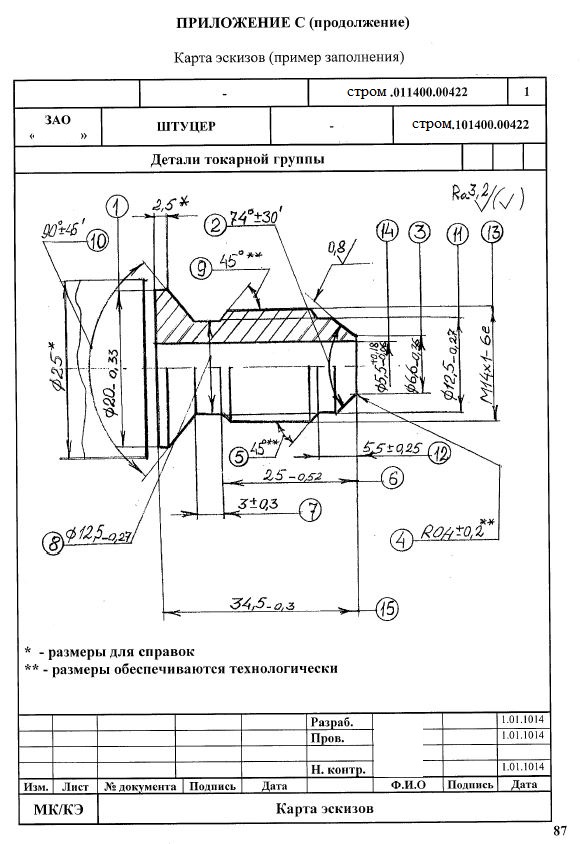
5.6.15 Карта эскизов (КЭ) разрабатывается в соответствии и с формой приведенной в приложении С. Заполнение основных граф формы описано в п.5.1.9, п. 5.6.4. На основном поле КЭ поз. 31 разрабатывается эскиз и указываются тех. требования.
5.6.16 В процессе изготовления изделий формообразующие элементы оснастки, Инструмента, управляющая программа с ЧПУ должны подвергаться периодическому контролю рабочим, мастером, при необходимости совместно с контролером ОТК или ИИЛ.
Метод и периодичность контроля определяет разработчик ТП или конструктор по оснастке.
5.6.17 При производственной необходимости выполнения операции по обработке одних и тех же поверхностей на различных моделях станков с ЧПУ, для сокращения объемов документов допускается операции присваивать единый номер, в МК указывать только наименование группы оборудования без указания модели, не указывать обозначение оснастки, режущего инструмента.
Переменная информация по оборудованию, оснастке, режущему инструменту помещается на КЭ вместе с программой обработки на соответствующем станке. В МК делается ссылка на КЭ. В ВО на операцию с вариантами обработки на различных станках с ЧПУ вводиться служебный символ «Д» с указанием оборудования.
5.6.18 Единые условия обозначения (графические) опор, зажимов, применяемых в технологической документации, должны соответствовать ГОСТ 3.1107.
5.7 Порядок согласования ТД
5.7.1 Вся технологическая документация на технологические процессы должна иметь согласующую подпись начальника отдела(бюро) в графе «Проверил». Начальники отделов(бюро) осуществляют нормоконтроль ТД и визируют документ в графе «Н.контр.».
5.7.2 Все изменения, связанные с изменением материалов в ВМ и касающиеся изменений в электронной базе 1С управления производственным предприятием (УПП) обязательно согласуются с БНМ(ОГТ) в графе «БНМ».
5.7.3 Подписанная начальником отдела(бюро) ТД направляется на метрологическую экспертизу. При отсутствии замечаний и предложений по выбору средств измерения (СИ), методик выполнения измерений и т.п. главный метролог или лицо, заменяющее его, визирует первый лист технологической документации.
При наличии замечаний ТД возвращается разработчику с перечнем замечаний и предложений по их устранению. Исправленные документы повторно предъявляются эксперту вместе с перечнем замечаний, завизированных руководителем подразделения, разработавшего документ.
Метрологическая экспертиза проводится в срок не более 3-х суток.
5.7.4 Технологические документы согласовываются с ОТК, цехом изготовителем — обязательно, в случае необходимости с другими службами завода. Согласование с ОГК подлежат технологические документы, которые содержат спец. характеристики продукта (процесса).
Срок согласования не более 3-х суток, для каждого подразделения.
5.7.5 После согласования ТД со всеми необходимыми службами завода, технологическая документация утверждается Главным технологом.
5.7.8 При выпуске ТД, необходимо передать в БТД подлинники (бумажный вариант) и файлы электронных копий документов. Файлы передаются по Е-мейл, или через папку «обмена» с обязательным уведомлением БТД через систему обмена мгновенными сообщениями.
Запрещается передавать и принимать все вновь разработанные документы без сопровождения электронной копии документа.
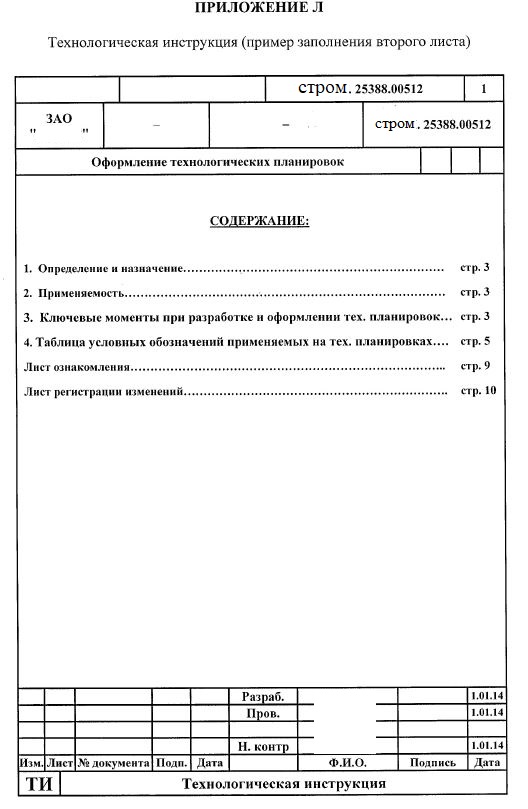
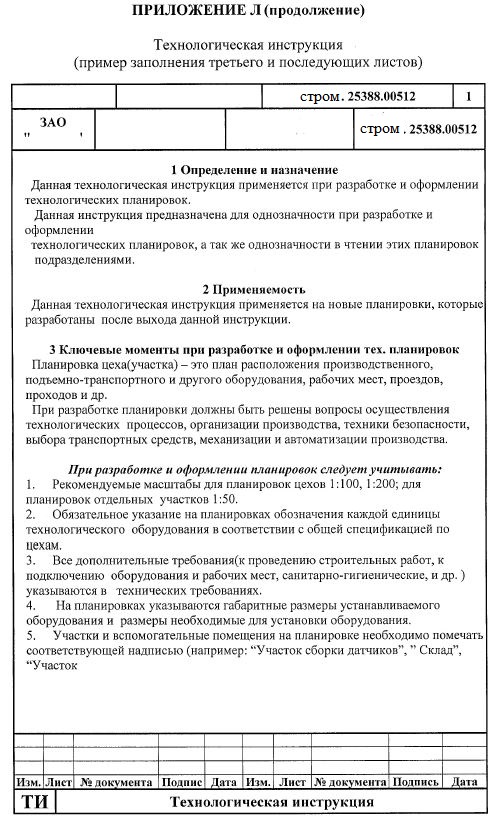
6 Оформление технологических инструкций
6.1 Технологические инструкции (ТИ)
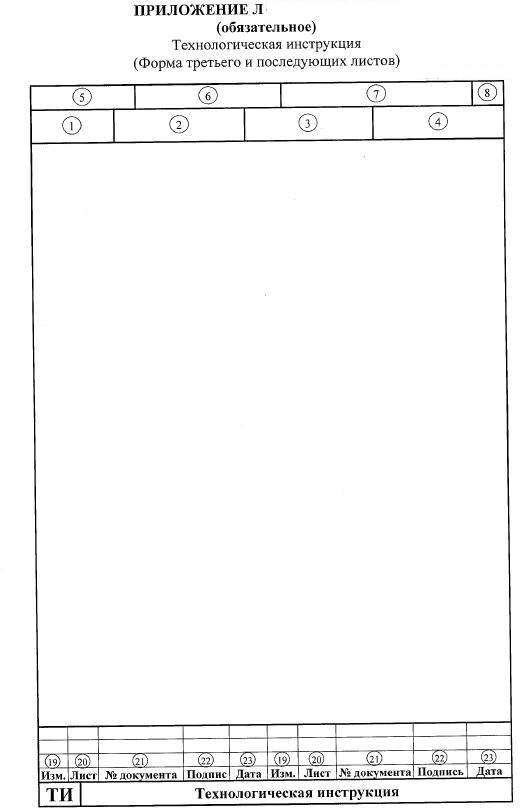
следует оформлять на формах: ТЛ — Приложение А, второй лист(содержание) — Приложение Н, третий и последующие листы —Приложение Л.
Заполнение основных граф приведено в п.5.1.9 и п. 5.6.4.
6.2 ТИ применяют для описания:
технологических процессов, имеющих непрерывный характер действия, например технологические процессы металлургического производства, химического производства и т.п.;
технологических процессов, специализированных по отдельным методам, применяемым для изготовления или ремонта изделий и (или) их составных частей, формы документов которых не установлены стандартами ЕСТД;
работы, имеющей общий и повторяющийся характер, независимо от состава изготовляемых или ремонтируемых изделий и (или) их составных частей, например приготовление электролитических растворов, клеев, смол, компаундов, смесей материалов и т.д.;
правил эксплуатации средств технологического оснащения,
физических и химических явлений, возникающих при выполнении отдельных технологических операций;
настроечных и регулировочных работ и т.п.
6.3 Отражение требований безопасности труда в ТИ
Требования безопасности в ТИ должны быть. изложены в отдельном разделе -«Требования безопасности». Требования безопасности следует приводить перед описанием работы, подлежащей выполнению.
В разделе «Требования безопасности» следует приводить конкретные требования по обеспечению безопасности при выполнении технологического процесса, на который разрабатывается технологическая документация, или ссылки на соответствующие стандарты, санитарные нормы и правила и другие нормативные и нормативно-технические документы, содержащие такие требования.
6.4 Правила оформления ТИ определяются ее назначением.
Технологическая инструкция должна иметь наименование. Наименование ТИ должно быть кратким и включать признаки необходимые и достаточные для определения ее назначения.
При разработке ТИ следует предусматривать вводную часть, в которой должна быть отражена область распространения и назначения данного документа.
Второй раздел «Назначение» должен начинаться с фразы: «Инструкция устанавливает …».
Третий раздел «Нормативные ссылки», при необходимости, должен начинаться с фразы: «Инструкция разработана в соответствии с…»
Далее следует раздел (разделы), содержащий описание работ.
Содержание документа, при необходимости, разбивают на разделы. Разделы нумеруются арабскими цифрами.
Номера разделов должны быть краткими, соответствовать содержанию раздела и записываться в виде заголовка прописными буквами. Точку в конце заголовка не ставят, например: « 8 ПОРЯДОК НАСТРОЙКИ ОБОРУДОВАНИЯ».
При необходимости в ТИ включают графические иллюстрации, таблицы непосредственно на формах ТИ.
6.5 Содержание ТИ разбивают на пункты,
а пункты на подпункты, независимо от того, разделена технологическая инструкция на разделы или нет.
В документах, разбитых на разделы, нумерация пунктов должна быть в пределах каждого раздела и номер пункта должен состоять из номера раздела и пункта, разделенные точкой, например: «5.1»
Пункты могут быть разделены на подпункты, которые должны иметь порядковую нумерацию в пределах пункта, например: «5.1.2» Каждый пункт и подпункт записывают с красной строки.
6.6 После основной части следует поместить раздел «Требования безопасности».
При необходимости, после этого раздела указываются разделы:
«Специальные требования», «Технические требования», «Технические характеристики».
6.7 ТИ утверждаются Главным технологом
после согласования ТИ с: Начальником отдела (бюро) разработчика данной ТИ, с цехом изготовителем.
Согласованию с ОГМетр подлежат инструкции, которые содержат описание и использование измерительно и контрольного оборудования.
Согласованию с ОТК подлежат инструкции, в которых заложен контроль качества.
Согласованию с ООТиЭН подлежат инструкции, в которых приведено описание работы и использование различного оборудования.
7 Постановка на учет и хранение подлинников ТД
7.1 Порядок постановки подлинников ТД и электронной копии ТД на учет осуществляется в соответствии с СТП 4.5.00, ГОСТ 3.1102, ГОСТ 2.501, ГОСТ 3.1201.
7.2 Разработанная и утвержденная ТД должна быть сдана в БТД.
7.3 Подлинники, принимаемые на хранение, должны быть пригодны для многократного снятия копий (отсутствие прорывов, подклейки, протертых мест, нечеткость текста, линий). Не допускаются исправления на подлинниках «закрашиванием» и «подчисткой», а так же рукописные исправления.
7.4 Приемка подлинников ведется по ГОСТ 2.501.
7.5 Подлинники и электронные носители (при наличии), принятые на хранение, регистрируют в инвентарной книге подлинников в соответствии с ГОСТ 2.501., допускается вести инвентарную книгу в электронном виде.
7.6 Учет подлинников должен производиться на карточках учета в соответствии с ГОСТ 2.501., допускается вести карточки учета в электронном виде.
На каждый документ, которому присвоили инвентарный номер, должна быть составлена отдельная карточка учета.
7.7 Хранение и восстановление подлинников ведется в соответствии с ГОСТ 2.501.
7.8 Передача подлинников и электронных носителей (при наличии) из БТД другим подразделениям не производится.
7.9 Подлинники ТД, аннулированные и замененные по извещениям подлежат хранению на все время существования предприятия.
8 Обеспечение подразделений предприятия копиями ТД
8.1. БДТ осуществляет размножение и выдачу рабочих копий ТД в подразделения. Рабочие копии ТД в подразделения выдаются по запросу от подразделений и по перечню рассылки, который составляется на каждый новый документ отделом (бюро) разработчика ТД.
8.2 Копии ТД являются учтенными. На лицевой стороне (титульном листе) каждой рабочей копии ТД ставят штамп «Учтённый » и указывается подразделение, в которое выдается копия.
8.3 Постановка на учет и учет рабочих копий производят на карточках учета документов в соответствии с ГОСТ 2.501.
8.4 Подразделения осуществляют составление и актуализацию перечня действующей ТД. Рабочие копии в подразделениях хранят в папках (скоросшивателях).
8.5 Подразделения осуществляют постановку на учёт полученной ТД и ознакомление пользователей.
8.6 Управление технологической документацией осуществляется в соответствии с настоящим стандартом.
9 Внесение изменений в ТД
9.1 Внесение изменений в ТД осуществляется с помощью извещений об изменении.
Извещение об изменении (ИИ) – документ содержит сведения необходимые для внесения изменений в подлинники технологических документов, их замены или аннулирования, в том числе причину и срок внесения изменений, а так же указания о внедрении и заделе изделий.
Дополнительное извещение об изменении (ДИ) — документ содержит сведения необходимые для изменения в производственно-технических указания в выпущенном извещении об изменении.
9.2 Оформление извещений на ТД и внесение изменений в нее производить согласно ГОСТ 2.503 в соответствии с требованиями настоящего стандарта.
Примечание: внесение изменений «подчисткой (смывкой)» и «закрашиванием» — запретить.
9.3 Основанием для выпуска извещений являются:
- извещение, связанные с изменением КД;
- технологические улучшения;
- изменение условий поставки материалов;
- внедрение или изменение стандартов (технических условий);
- результаты авторского надзора;
- аннулирование документов утративших силу;
- введение деталей (сборочных единиц) к групповому или типовому технологическому процессу;
- введение новых технологических документов; — предложения других служб.
- Решение о корректировке ТД принимает Главный технолог. На основании его распоряжения оформляется проект извещения об изменении ТД. Оформление проекта извещения возлагается на начальника бюро(технолога).
- На основании подготовленного проекта изменения оценивается его важность. Решение о согласовании изменения с потребителем принимает Главный технолог. Дальнейшие действия согласно п.9.21.
9.6 Изменение, не требующее согласования с потребителем, оценивается по значимости.
Извещения, которые вносят серьезные изменение в КТД (например: замена оснастки, изменения в штампе (пресс-форме), изменение операций(разделение или наоборот объединение и т.п.)), должны оформляться с чек-листом (Приложение Ц),
Решение о необходимости чек-листа принимает главный технолог.
На извещения, которые затрагивают незначительные изменения (например: устранения ошибок, опечаток, введение наглядных материалов в рабочие инструкции и т.п.), чек-лист оформлять не требуется.
Номер чек-листу присваивается в «Журнале регистрации изменений», который ведется в электронном виде и хранится на сервере предприятия в папке НД СМК, ведение файла обеспечивает БТД. Номер чек-листу присваивается по запросу В БТГД по электронной почте либо через систему обмена мгновенными сообщениями (ОТР). Номер чек-листа указывается на извещении в графе «Применяемость», в виде: ЧГГСТРОМ, где Ч -— идентификатор вида документа; ГГ — две порядковые цифры текущего года; СТРОМ — шифр предприятия; Х -порядковый номер по книге регистрации в пределах текущего года.
Ответственность за выпуск извещений об изменении и за оформление и ведение чек-листа возлагается на разработчика извещения. Чек-лист согласуется с необходимыми службами(ОТК, ОГМетр, ОГК, цех, ОГТ(бюро оснастки)).
9.7 Вылускать извещения имеют право:
- технолог ОГТ;
- технолог цеха, с последующим согласованием в ОГТ.
Технолог ОГТ выпускает извещение в случаях предусмотренных табл.9.3.
Технолог цеха выпускает извещение в следующих случаях.
- при обнаружении несоответствия ТП требованиям КД, НТД, ошибок в указании оснастки, инструмента и т.д.
- при устранении технологических ошибок, выявленных в результате проверки технологической дисциплины;
- при введении технологических улучшений, исходящих из цеха.
В случае передачи полномочий ОГТ технологическим службам производственных подразделений, технологи данных подразделений выпускают извещение во всех случаях, описанных выше для технолога ОГТ и для технолога цеха.
9.8 Все извещения об изменении ТД согласуются в обязательном порядке с ОТК и с цеховыми тех. бюро. Извещения, инициатором которых является технологические службы — производственных подразделений, должны согласовываться с ОГТ.
При необходимости извещения должны согласовываться с БУСК — если изменение вносит изменение в СМК, ОГМетр — если извещение затрагивает контрольно-измерительные устройства, ОГК -— если изменение касается требований заложенных в КД, ООТиЭН — если изменение затрагивает охрану труда, и другими службами.
Все извешения об изменении ТД подписывает начальник тех. бюро (или исполняющий его обязанности). Нормоконтроль осуществляется начальниками отделов (бюро) разработчика извещения.
9.9 После согласования со всеми необходимыми службами, извещение вместе с чек-листом утверждается главным технологом и сдается в БТД.
Если изменение незначительное и чек лист к нему не оформляется, то извещение утверждает Главный технолог, и оно сдается в БТД.
9.10 Извещения оформляются в соответствии с формой Приложения Ж.
- В графе (1). указывается наименование или код организации выпускающей извещение. Допускается данную колонку не заполнять.
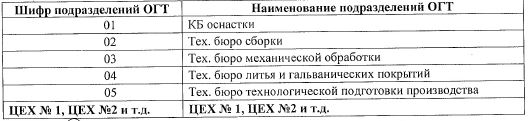
- В графе (2). указывается шифр подразделения выпускающего извещение в соответствии с таблице 9.1.
Таблица 9.1
Процедура присвоения номера извещению аналогична процедуре присвоения номера чек-листу, см. п.п.9.6.
- В графе (3) указывается обозначение изменяемого документа/ также обозначение электронной копии документа (при ее наличие). Например, СТРОМ 01140.00245/файл СТРОМ01140.00245.
- В графе (5) — указывают дату сдачи ИИ в БТД.
- В графе (6) — проставляют дату, до наступления которой должны быть внесены изменения в рабочую копию документа.
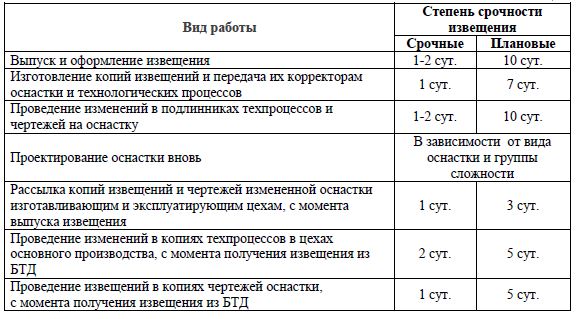
Сроки оформления извещения и выполнения работ по внесению изменений указаны в таблице 9.2.
Извещения, в зависимости от срока внедрения изменений в копии документов, подразделяют на плановые и срочные.
Срочные извещения являются следствием:
срочных извещений ОГК;
ошибок в технологической документации, которые могут вызвать брак изделия или сдерживают производство.
Все остальные извещения, не требующие срочного изменения технологической документации, являются плановыми.
Таблица 9.2.
При выпуске срочного извещения в графу 6 вписывают слово «срочно» и ниже ставит подпись начальник бюро. Срочность изменения устанавливает лицо, утверждающее данное извещение.
- Графу 7 — не заполняют.
- В графе 8 — ставят порядковый номер листа ИИ. Если ИИ состоит из одного листа, то ставят прочерк.
- В графе 9 — указывают количество листов ИИ.
- В графе 10 — указывают конкретную причину изменений в соответствии с таблицей 9.3.
- В графе 11 — указывают шифр причины изменения в соответствии с таблицей 9.3

Допускается код причины изменения не указывать, в этом случае ставиться прочерк.
- В графе 12 — указывается конкретная информация по использованию заделов, согласно таблице 9.4.
- В графе 13 — указывается конкретная информация о внедрении заполняет разработчик ИИ в соответствии таблицей 9.4.
- В графе 14 указывают обозначение документов, в которых применяется измененный документ (карточка учета применяемости ГОСТ 3.1201).
- В графе 15 указывают подразделения, которым следует направить ИИ. Графу заполняет работник, выпустивший извещение и работник БТД.
В графе указывают количество листов приложений, в том числе перечисляют имена файлов электронных копий документов, идущих в комплекте с извещением.
При отсутствии приложений графу прочеркивают.
- В графе (17) указывается порядковый номер изменения.
- В графе (18) указывается содержание изменения, а в примечании указывается краткое содержание изменения. Допускается указывать информацию графы (4).
- В графах — (19) — указывается должность лиц, подписывающих ИИ(ДИ), их фамилии, подписи и дата подписания.
В графах — указывают службы предприятия, фамилии и подписи лиц, с которыми согласовано извещение и даты согласования.
Если содержание изменения невозможно расположить на формате А4 ГОСТ 2.301, то допускается заполнять его на листах большего формата с нанесением граф в правом верхнем углу, предусмотренных формой приложения Ж.
Изменять формат первого листа извещения не допускается.
Ответственность за комплектность выпускаемых извещений об изменении несет разработчик извещения и главный технолог.
При выпуске извещения на изменение ТД, необходимо передавать в БТД измененные файлы электронной копии документа одновременно с подлинником (бумажным вариантом) документа согласно п.5.7.8. Электронная копия документа должна быть в редактируемом формате Word, Ехсеl.
Ответственность за соответствие содержания электронной копии документа подлиннику несет технолог, разработавший извещение и лицо, утверждающее данной извещение (начальник технологического бюро).
9.11 Регистрация извещения производится в БТД разработчиком извещения.
9.12 БТД при приемке извещения сверяет: в подлинниках (бумажных вариантах) документов наличие всех подписей; наличие всех передаваемых документов, листов, файлов электронных копий документов согласно списку, указанному в графе «Приложение» извещения. В подлинниках (бумажных вариантах) документов и электронных копий документов БТД проверяет: наименование, обозначение, общее количество листов, фамилии лиц, подписавших документ, также соответствие обозначения и наименования файла электронной копии обозначению и наименованию подлинника (бумажной версии). |
БТД проводит извещение в подлиннике ТД, подписывая извещение в графе 24 В карточку учета документа вносят № изменения и извещения.
Копии извещений БТД направляет подразделениям предприятия согласно карточке учета для проведения изменений во всех учтенных экземплярах ТД в соответствии с СТП.
Техник-технолог производит изменение в ТД экземпляра технолога и подписывает извещение в графе. (5)
Изменение в учтенную копию ТД вносят ответственные за корректировку ТД подразделения в срок, указанный в графе (5).
9.13 При обнаружении ошибки, которая можег вызвать брак или сдерживает производство, допускается сообщать об изменении ТД служебной запиской за подписью руководителя подразделения с последующим выпуском извещения.
9.14 Извещения об изменении технологической документации вследствие изменения КД регистрируют в «Журнале регистрации извещений об изменении ТД», в соответствии с Приложением Х.
- Графы (1)-(3) заполняет техник-технолог;
- Графа (4) заполняется получателем извещения от техника-технолога;
- Графы (5) (6) — заполняется специалистом, отрабатывающим извещение.
9.15 При получении копии извещения об изменении ТД, начальник тех. бюро цеха, руководитель подразделения или лицо его заменяющее, определяет, каких работников надо ознакомить, в том числе и работников ОТК в цехе и проводит ознакомление с извещением под роспись.
Лица, ознакомившиеся с изменением, расписываются на извещении или в «Журнале регистрации извещений об изменении ГД».
9.16 Ответственность за своевременное размножение и доведение копий извещений до подразделений несет БТД.
9.17 Ответственность за внедрение извещений возлагается на начальников цехов и подразделений.
9.18 Контроль за внедрением проведенных в ТД изменений по извещениям возлагается на ведущего технолога цеха изготовителя.
9.19 В целях оперативного решения технологических вопросов и не допущения простоя производства допускается производить изменения технологической документации путем оформления листов временных замен.
9.20.1 Лист временных замен (Приложение К) оформляет технолог цеха и согласовывает с инженером по качеству (ОТК), с начальником бюро цеха (ОГТ) и утверждается Главным технологом.
9.20.2 Технолог цеха регистрирует лист временных замен в журнале регистрации листов временных замен (Приложение Ф) и присваивает ему номер, совпадающий с № п/п.
9.20.3 В графе «Требование ТД» (1) указывается информация, которая меняется, в случае отсутствия таковой ставится прочерк.
9.20.4 В графе «Содержание изменения» (2). указывается измененная информация.
В случае, ‘если в этой графе недостаточно места для описания изменения, оформляется приложение к листу временных замен в произвольной форме, с указанием номера листа временных замен (например: Приложение к листу временных замен № 23).
9.20.5 В графе «Причина» (3) указывается причина, в результате чего вводится лист временных замен.
9.20.6 В графе «Срок действия замены» «указывается информация о сроках применения листа временных замен, это может быть количество штук(партий) или же конкретная дата.
9.20.7 В графе (5) ставятся согласующие подписи.
9.20.8 Оформленный лист временных замен подшивается к ТД цеха.
Срок действия листа замен может быть продлен на 3 месяца начальником ТБ ОГТ или лицом его заменяющим.
9.20.9 После окончания срока действия листа временных замен технолог ОГТ (или лицо заменяющее его) должен выпустить извещение об изменении ТД или же аннулировать его, при этом лист временных замен необходимо изъять из ТД и подшить в отдельную папку.
В журнале регистрации необходимо сделать отметку об изъятии листа временных замен. Срок хранения подшитого в папку листа временных замен — согласно разделу 7.
Технолог цеха делает отметку о выпуске извещения в журнале регистрации.
9.21 Порядок согласования изменений ТД с потребителем.
9.21.1 Решение о корректировке ТД принимает Главный технолог. На основании его распоряжения оформляется проект извещения об изменении ТД. Оформление проекта извещения возлагается на начальника бюро(технолога).
9.21.2 На основании подготовленного проекта изменения оценивается его важность. Решение о согласовании изменения с потребителем принимает Главный технолог.
Если изменение требует согласования с потребителем, то оформляется запрос на изменение ТД, который предоставляется потребителю
10. Надзор за ТД
10.1 Надзор за состоянием ТД в подразделениях предприятия осуществляют ответственные должностные лица, назначенные руководителем подразделения.
10.2 Проверка соответствия ТД, находящейся в подразделениях предприятия, подлинникам проводится в процессе авторского надзора.
10.3 Предметом авторского надзора является ежегодная оценка разработчиком ТД уровня актуализации документации с последующей регистрацией результатов: — в журнале Авторского надзора — на титульных листах ТД.
11. Управление ВЫПИСКАМИ из ТД (технологических процессов, инструкций)
11.1 Выписка – часть учтенного экземпляра всей технологической документации на операцию (или операции) и переходы, выполняемые на данном рабочем месте (или рабочих местах).
11.2 При выдаче выписки на рабочее место, лицо ответственное за ведение документации в подразделении, вписывает от руки (или ставит соответствующий штамп) вверху каждого листа технологической документации на операцию (операции) – «ВЫПИСКА из ТП №…» и ставит свою подпись и дату. Допускается № ТП не указывать в случае его наличия на листах ТД.
11.3 Для учета и своевременности актуализации, ВЫПИСКИ ставят на учет в Перечень документации действующей в подразделении, с обязательным указанием № операций, кол-ва листов, места хранения.
При проведении ежегодной актуализации, подтверждением проведения актуализации является запись (штамп) годен на ____ год на лицевой или обратной стороне первого листа выписки.