Монтаж соединителей типа СНЦ127
Технологический процесс
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Внимание! К работе по данному технологическому процессу допускаются исполнители, изучившие настоящий технологический процесс, требования по охране труда, правила противопожарной безопасности и аттестованные на данные работы.
01. Работу выполнять на столе электромонтажника, удовлетворяющем нормам чистоты. Под нормами чистоты понимается отсутствие пыли, грязи, посторонних предметов, оснастки и инструмента, не участвующих в данном технологическом процессе.
02. Приспособления и инструмент, применяемые при монтаже жгутов, не должны иметь острых кромок, заусенцев, следов коррозии и загрязнений, должны быть замаркированы, иметь действующие сроки аттестации.
03. Средства измерения должны иметь действующие сроки поверки, смотри свидетельства калибровки (поверки).
04. Все работы производить в сухом, чистом помещении с температурой температурой воздуха (15-30)°С и относительной влажностью воздуха (40-80)%. Контроль осуществляет мастер с помощью гигрометра ВИТ-1 при температуре до 25ºС, свыше 25ºС — ВИТ-2 с записью результатов в журнале.
05. При измерении времени больше минуты пользоваться бытовыми часами, меньше минуты – методом отсчёта: 1и, 2и, 3и, и т.д.
06. Откусанные концы проводов, их жил и изоляции, отрезанные концы лент, нитей, трубок в процессе работы собрать в тару цеховую для отходов.
07. Пайку проводов выполнять при включенной общеобменной приточно-вытяжной и местной вытяжной вентиляции, при этом зачистку проводов производить вблизи воздухоприёмника на расстоянии не более 110 мм.
08. При монтаже использовать флюсы и припои, указанные в КД, НД.
09. Температура плавления припоя ПОС-61 +190°С. Температура нагрева электропаяльника должна быть на 30 – 80 °С выше температуры плавления припоя. Температура плавления припоя ПОССу-61-0,5 +189 °С. Температура нагрева электропаяльника должна быть на 30 – 80 °С выше температуры плавления припоя. Температуру нагрева электропаяльника контролировать прибором НАККО FG-100 не реже 4-х раз за смену и после перерывов в работе.
10. Температуру нагрева жала электропаяльника, контролировать прибором НАККО FG-100 не менее 4-х раз за смену и после перерывов в работе. Записать значения в температурном листе. При отклонении — температуру паяльника отрегулировать, после чего температуру проконтролировать повторно.
11. Заточка жала паяльника на рабочем месте не допускается. Данный вид работ производить на специально оборудованном верстаке.
12. Нагар с электропаяльника удалять опусканием жала паяльника в сухую сосновую канифоль с последующей протиркой жала сухим чистым бязевым лоскутом. Встряхивать электропаяльник на рабочем месте категорически запрещается.
13. Снятие изоляции с проводов выполнять с помощью электроножа при температуре +380°С. Температуру нагрева электроножа контролировать прибором НАККО FG-100 не реже 1 раза на 10 зачисток. При нагреве электроножа до температуры +380° С цвет электронагревателя темно-вишневый. Повышение температуры недопустимо, так как приводит к интенсивному выделению газов и к снижению механической прочности токопроводящей жилы провода.
14. Изоляция провода не должна иметь повреждений (поджоги, надрезы и другие дефекты), снижающие механическую и электрическую прочность допускается местное потемнение и оплавление изоляции провода, вызванное электрообжигом, или следы от инструмента, не нарушающие её целостность.
15. Скручивание проводов сечением до 0,12 мм2 и менее производить пальцами рук, свыше 0,12 мм2 – плоскогубцами со шлифованными губками. Скручивание проводов по заводскому повиву должно быть таким, чтобы при пайке не происходило отставание отдельных проволочек от основной жилы.
16. Протирку платы соединителя и платы соединителя теплоотвода спиртом перед их стыковкой выполнять по ТИ.
17. При перерыве в работе соединитель с приспособления для вертикальной пайки не снимать, соединитель с разделанными проводами закрыть лоскутом бязевым.
18. Соединители в приспособлении для вертикальной пайки устанавливать так, чтобы срезы контактов были обращены в сторону электромонтажника.
19. Пайку проводов в соединитель производить с ответной частью по рядам-слева направо.
20. Провода, подходящие к контактам, не должны иметь натяжения.
21. Соединители СНЦ127 НКЦС 434410.511 ТУ низкочастотные многопозиционные цилиндрические объемного и печатного монтажа байонетного сочленения, экранированные, герметичные вилки и негерметичные розетки. Соединителям присвоены условные обозначения, которые состоят из следующих классификационных признаков:
СНЦ127-1(4,7,8,10,16,19,30,32,50,76,102) / 10(12,14,18,22,27) В(Р) П 1(2) 1(2) 7(8,9) – 1(2-20) где
- СНЦ127 – тип соединителя;
- 1(4,7,8,10,16,19,30,32,50,76,102) – количество контактов;
- 10(12,14,18,22,27) – условный размер вилки (розетки);
- В(Р) – тип контакта:
- В – штырьевой контакт (вилка);
- Р – гнездовой контакт (розетка);
- П – способ монтажа П-пайка;
- 1(2) – тип хвостовика:
- 1 – хвостовик для объемного монтажа;
- 2 – хвостовик для печатного монтажа;
- 1(2) – покрытие рабочей части контактов:
- 1 – золото, 2 – серебро;
- 7(8,9) – конструктивное исполнение:
- 7 – приборная часть, экранированная без кожуха с фланцем под крепление винтами;
- 8 – кабельная часть, экранированная с прямым кожухом;
- 9 – приборная часть, экранированная с креплением фланцевой гайкой;
- 1(2-20) – многопозиционная поляризация корпусов.
22. Гарантийный срок – 25 лет с даты изготовления соединителей.
23. Для защиты паянных соединений использовать трубки изоляционные типа ТВ длиной 8-20 мм или трубки типа Радпласт Т-2 длиной 18-22 мм.
Диаметр трубки определить по месту в зависимости от диаметра провода и хвостовика контакта. Марка и типоразмер трубки согласно КД. Допускается замена типоразмера трубки на один размер больше или меньше в зависимости от диаметра провода и хвостовика контакта.
Допускается при заливке монтажного пространства соединителя герметиком или компаундом изоляционные трубки не устанавливать, если нет особых указаний в КД.
24. Механическую маркировку (гравировку) соединителей выполнять при наличии данного требования в КД.
25. Маркировку трубок из пластиката, чехлов производить при наличии данного требования в КД.
26. Заливку монтажного пространства соединителей герметиком или компаундом выполнять при наличии данного требования в КД.
27. Использовать пакет полиэтиленовый, тару 7878-4099 для хранения и внутрицеховой транспортировки изделий в процессе технологического цикла изготовления, предварительно связав бухту кабеля (жгута) в 2-х, 3- х местах лентой киперной ЛЭ ГОСТ 4514-78, либо шнуром эластичным с текстильным покрытием. Отводы должны быть подвязаны к бухте.
010 ПОДГОТОВИТЕЛЬНАЯ
01. Получить заготовку изделия, соединители, материал согласно ведомости комплектации.
02. Проверить в технологическом паспорте закрытие всех предыдущих операций подписями исполнителей, мастера, представителей ОТК.
03. Ознакомиться с чертежом, предварительным извещением (при наличии), обратив внимание на серию действия конструкторской документации. Сверить номер чертежа, последних извещений об изменениях, предварительного извещения (при наличии), указанного в технологическом паспорте с данными конструкторской документации.
04. Проверить маркировку комплектующих на соответствие КД.
05. Проверить размеры заготовки изделия на соответствие КД.
Рулетка 20м
06. Проверить соединитель на чистоту, отсутствие механических повреждений, загрязнения изолятора и контактов, забоин с повреждением покрытия, отсутствие сколов, деформации контактов. Допускается потемнение покрытия контактов в виде отдельных точек и пятен, а также изменение цвета покрытия деталей, не приводящие к снижению работоспособности соединителей.
Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
07. Заполнить карту комплектации паспорта технологического. Указать номер партии, номер заключения ОТК. Расписаться в паспорте технологическом за проверку комплектности.
Ручка шариковая
08. Проверить наличие отверстий под заливку в кожухе соединителя, если согласно КД или карте заливки технологического паспорта необходима заливка данного соединителя.
09. Проверить наличие маркировки (гравировки) на кожухе соединителя на соответствие КД (при необходимости).
10. Разобрать соединитель СНЦ127, выкрутить кожух (при наличии).
11. Проверить отсутствие смазки на резьбе платы соединителя и резьбе кожуха сухим чистым лоскутом бязевым. При наличии смазки удалить её чистым лоскутом бязевым, смоченным спиртом и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый ректификованный ГОСТ Р 55878-2013
12. Промерить размер монтируемого ответвления по чертежу с учетом припуска на разделку и пайку в соединитель, сделать метку на проводах маркером черного цвета. Размер припуска на заделку в соединитель, смотри в таблице 1.
- Маркер черный
- Рулетка 20м
- Набор линеек ГОСТ 427-75
Таблица 1
| Типоразмер корпуса | Размер припуска на заделку и пайку, мм |
| 10 | 20 |
| 12 | 20 |
| 18 | 22 |
| 22 | 25 |
| 27 | 30 |
13. Установить на ствол кожух (при наличии), сдвинуть его в сторону, удобную для монтажа, и закрепить технологическим бандажом из ленты изоляционной ПВХ.
- Ножницы ГОСТ Р 51268-99
- Лента изоляционная ПВХ ГОСТ 16214-86
14. Сдвинуть наружную защиту (при наличии) в сторону, удобную для Монтажа, и закрепить ее технологическим бандажом из ленты изоляционной ПВХ.
- Ножницы ГОСТ Р 51268-99
- Лента изоляционная ПВХ ГОСТ 16214-86
15. Установить имитатор для укладки проводов, соответствующий соединителю, согласно маркировке, на бирках проводов или проводах.
- Шаблоны 7845-40ХХ для соединителей типа СНЦ127
16. Проверить жгут на соответствие схеме электрической (таблице соединений) методом прозвонки. Прозвоночное устройство, встроенное в стол электромонтажника.
17. Установить технологический бандаж из ленты ПВХ на проводах за шаблоном для предотвращения его соскальзывания с проводов.
- Ножницы ГОСТ Р 51268-99
- Лента изоляционная ПВХ ГОСТ 16214-86
020 МОНТАЖНАЯ
Монтаж проводов в соединитель СНЦ127
01. Осмотреть теплоотвод на чистоту, на отсутствие механических повреждений, деформации контактов теплоотвода. В качестве теплоотвода может быть применена ответная часть соединителя.
02. Произвести протирку платы соединителя и теплоотвода спиртом перед их стыковкой по ТИ.
03. Состыковать плату соединителя с теплоотводом, предварительно совместив направляющие платы и теплоотвода. При их совмещении произвести осевое перемещение соединителя в направлении теплоотвода, шпонки войдут в зацепление со шпоночными пазами, а байонетная обойма розетки соприкоснется с тремя байонетными штифтами вилки. Далее: вращением байонетной обоймы по часовой стрелке произвести полное сочленение соединителя с теплоотводом. Полное сочленение определяется по характерному щелчку, производимому байонетной обоймой в конце хода (вращения).
При стыковке-расстыковке розетки СНЦ127 не должно наблюдаться свободного осевого люфта обоймы. При наличии свободного хода и отсутствия щелчка, розетку СНЦ127 необходимо заменить. При стыковке соединителя и теплоотвода соблюдать осторожность, т.к. неправильная стыковка может привести к поломке соединителя.
04. Закрепить соединитель с теплоотводом в приспособлении для вертикальной пайки.
05. Навесить ответвление изделия на приспособление для вертикальной пайки. Установить расстояние от контактов платы соединителя так, чтобы метка на проводах находилась на уровне контактов платы.
06. Закрепить ответвление изделия в приспособлении соосно монтируемому соединителю так, чтобы расположение отверстий на шаблоне соответствовало расположению контактов на плате соединителе, смотри эскиз 1.
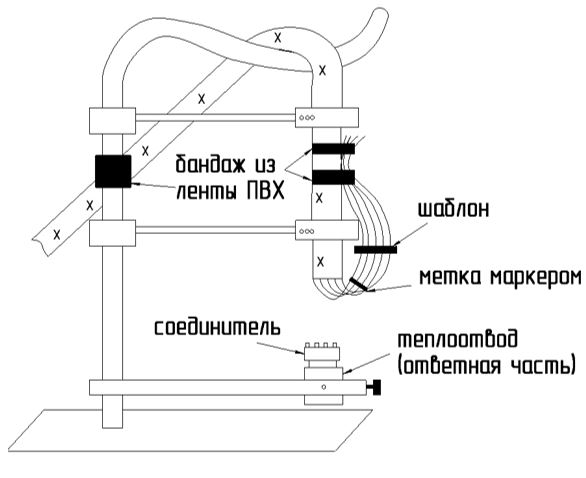
Эскиз 1
07. Снять бандаж размерный с монтируемого ответвления изделия.
08. Загнуть концы проводов в сторону основной длины изделия и закрепить их бандажом из ленты ПВХ к стволу ответвления, смотри эскиз 1.
- Ножницы ГОСТ Р 51268-99
- Лента изоляционная ПВХ ГОСТ 16214-86
09. Произвести протирку спиртом платы соединителя со стороны пайки.
- Кисть КФК-12(14) ГОСТ 10597-87
- Спирт этиловый технический гидролизный ректификованный ГОСТ Р 55878-2013
10. Вынуть провод из шаблона, выпрямить, примерить по контакту соединителя, откусить излишки провода бокорезами.
Бокорезы Lindstrom 8151 или Stayer 2218-5
11. Зачистить конец провода под лужение на длину 8-15 мм с помощью электроножа, снять изоляцию и скрутить жилу провода по заводскому повиву. Если к контакту подходят два провода и более, зачистку производить на длину 15-20 мм.
- Электронож 0890-4028
- Пинцет ПА-15 ТУ 64-1-37-78
- Набор линеек ГОСТ 427-75
- Плоскогубцы 7814-0291 ГОСТ 17440-93
12. Нанести флюс ФКЭт или флюс согласно НД(КД) на жилу палочкой из провода сечением 0,2 мм2. Количество флюса должно быть минимально.
- Тара для ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200 или флюс согласно КД
13. Лудить жилу провода припоем ПОС-61 или припоем согласно чертежу с помощью электропаяльника. При лужении следить за тем, чтобы припой не затекал под изоляцию, для чего 0,2-1,5 мм от торца изоляции жилу не облуживать. Размер дан для визуального контроля.
- Пинцет ПА-15 ТУ64-1-37-78
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Припой ПОС-61 ГОСТ 21931-76 или припой согласно чертежу
14. Примерить жилу провода по хвостовику контакта, излишки обрезать бокорезами. Длина провода должна быть такой, чтобы после монтажа провода не имели натяжения. Длина проводов, расположенных в центре, должна быть пропорционально уменьшена. Глубина контактов указана в таблице 2.
Бокорезы Lindstrom 8151 или Stayer 2218-5
Таблица 2
| Диаметр контактов, мм | Максимальная площадь сечения жил проводов, мм2 | Глубина контактов, мм |
| 0,6 | 0,14 | 2,5 |
| 1,0 | 0,5 | 3,0 |
| 1,5 | 1,5 | 4,0 |
| 2,0 | 1,5 | 5,0 |
| 3,5 | 6,0 | 6,0 |
| 5,5 | 16,0 | 8,0 |
15. Установить трубку изоляционную длиной 8-20 мм или Трубку Радпласт Т-2 длиной 18-22 мм на провод. Марка и типоразмер трубки согласно КД. Длину трубки определить по месту, трубка должна заходить на изоляцию провода на 3-4 мм. Размер дан для визуального контроля. При большой заполняемости контактов соединителя допускается трубки устанавливать через одну (в шахматном порядке).
- Набор линеек ГОСТ 427-75
- Трубка Радпласт Т-2 ТУ 6-19-299-2010 или трубка изоляционная согласно КД.
16. Отрихтовать провод (выполнить формовку). Высоту рихтовки определить при помощи корпуса соединителя. Проводник должен подходить к контакту соединителя без натяжения. Формовку производить круглогубцами, на губки которых должны быть плотно одеты трубки изоляционные.
- Круглогубцы7814-0113 ГОСТ 7283-73
17. Нанести флюс ФКЭт или флюс согласно КД в контакт соединителя. Количество флюса должно быть минимально. Обильное смачивание флюсом не допускается. Флюс не должен растекаться за пределы места пайки.
- Тара для ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200 или флюс согласно КД
18. Вставить жилу провода в контакт соединителя, соответствующий номеру отверстия в шаблоне, до упора и паять припоем ПОС-61 или припоем согласно чертежу с помощью электропаяльника, смотри эскиз 2. Запаивать провода в контакты начинать с дальнего ряда, слева направо.
Продолжительность пайки:
для контактов Ø 0,6 мм – не более 4 секунд;
для контактов Ø 1,0; 1,5; 2,0 мм – не более 8 секунд;
для контактов Ø 3,5; 5,5 мм – не более 40 секунд;
- Пинцет ПА-15 ТУ64-1-37-78
- Паяльная станция SOLOMON SL-30 ESD (CMC)
- Припой ПОС-61 ГОСТ 21931-76 или припой согласно чертежу
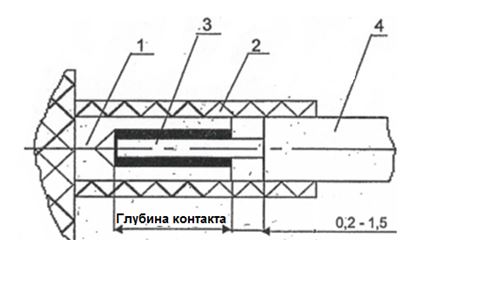
1- контакт; 2- трубка изоляционная; 3- жила провода; 4-провод
Эскиз 2
Допускается в соединителях, имеющих все контакты диаметром 0.6 мм, пайку проводов выполнять по переходам 19-22 данной операции.
19. Вставить в хвостовик контакта проволоку Ø 0,5 ±0,02 мм из припоя ПОС-61 или припоя согласно чертежу, обрезать ее по уровню хвостовика.
- Бокорезы Lindstrom 8151 или Stayer 2218-5
- Припой ПОС-61 ГОСТ 21931-76 или припой согласно чертежу
20. Нанести флюс ФКЭт или флюс согласно КД на контакт соединителя. Количество флюса должно быть минимально. Обильное смачивание флюсом, попадание флюса на изолятор не допускается.
- Тара для ЛВЖ или тара цеховая
- Флюс ФКЭт ОСТ4 ГО.033.200 или флюс согласно КД
21. Подвести паяльник без припоя к поверхности хвостовика контакта. Рабочая поверхность жала паяльника должна быть чистой без окалины.
- Паяльная станция SOLOMON SL-30 ESD (CMC)
22. Опустить облуженный конец провода после расплавления припоя в хвостовик контакта. Продолжительность пайки жилы не более 4 секунд. Допускается не заполнение припоем пазов хвостовиков контактов и следы у основания пазов от выхода газов при пайке
23. Протереть осторожно место пайки кистью, смоченной спиртом.
- Тара для ЛВЖ или тара цеховая
- Спирт этиловый технический гидролизный ректификованный ГОСТ Р 55878-2013
- Кисть КФК-12(14) ГОСТ 10597-87
24. Проконтролировать качество пайки проводов в контакты соединителя. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений.
Припой должен залить места соединения со всех сторон, заполняя щели и зазоры между жилой провода и контактом, смотри эскиз 2. Допускается неполное заполнение припоем пазов хвостовиков контактов Ø 0,6 мм и следы у основания пазов от выхода газов при пайке. Расстояние между торцем контакта соединителя и изоляцией провода должно быть 0,2-1,5 мм. Размер дан для визуального контроля.
Проверить отсутствие натяжения проводов, целостность изоляции, визуально. Контроль пайки ряда контактов выполнять в присутствии представителя ОТК. Закрасить места пайки лаком НЦ-62 красного цвета. Лак наносить в виде небольшого аккуратного мазка. Закрашивание лаком красного цвета производится представителем ОТК.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
- Тара для ЛВЖ или тара цеховая
- Лак НЦ-62 ТУ 2314-064-00204211-2009
- Кисть КХЖК №3 ТУ 17-15-07-89
25. Проложить между рядами бязевый лоскут для исключения загрязнений платы и напаянных проводов. Лоскут бязевый должен быть чистым в зоне пайки.
- Бязь отбеленная ГОСТ 29298-2005
26. Выполнить переходы 10÷25 данной операции для последующих контактов соединителя.
27. Проверить плату соединителя со стороны пайки на чистоту, на отсутствие механических повреждений. Наличие нагара и флюса не допускается. Контроль выполнять в присутствии представителя ОТК.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
28. Надвинуть трубки изоляционные на контакты соединителя до упора, усадить (если трубка термоусаживаемая). Вынуть лоскут бязевый.
- Термофен А6-200 VKPXOBI, SteiNel, SKIL
29. Снять изделие с приспособления для вертикальной пайки.
30. Перемешать деревянной палочкой шпатлевку ЭП-0010, приготовленную по ТИ, до получения однородной массы. Наличие осадка не допускается. Ввести деревянной палочкой шпатлёвку ЭП-0010 во все шпоночные канавки платы соединителя со стороны пайки. Допускается данный переход выполнять в операции 010 «Подготовительная».
- Тара цеховая для шпатлевки
- Деревянная палочка
- Шпатлевка ЭП-0010 ОСТ92-1542-83
31. Выполнить заделку наружной защиты изделия согласно требованиям КД. При отсутствии данного требования в КД выполнить переходы 32÷35 данной операции.
32. Сдвинуть наружную защиту к началу рихтовки, подрезать по месту. Установить бандаж из ленты изоляционной в 2 – 3 слоя на месте выхода проводов из корпуса соединителя (заливки). Ширина бандажа 19-21 мм, смотри эскиз 3.
- Бокорезы Lindstrom 8151 или Stayer 2218-5
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ЛСКЛ 155/180 ТУ 3491-010-31885305 или лента изоляционная по КД
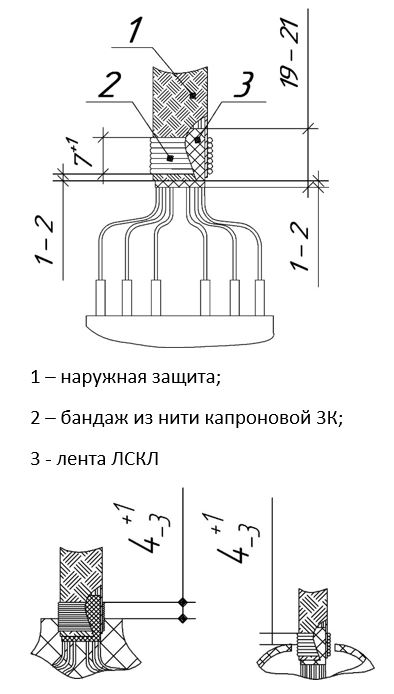
Эскиз 3
33. Надвинуть наружную защиту на бандаж и закрепить её бандажом из капроновых нитей 3К или нитей согласно КД, отступив от торца наружной защиты 1+1 мм, смотри эскиз 3. Ширина нитяного бандажа 7+1 мм, смотри эскиз 3. Бандаж должен выходить из корпуса или заливки на 1 – 5 мм. Вязку бандажа выполнять по ТТП.
- Набор линеек ГОСТ 427-75
- Ножницы ГОСТ Р 51268-99
- Нить капроновая 3К ОСТ 17-330-84 или нить, жгут согласно КД
34. Покрыть бандаж клеем БФ-4.
- Тара для ЛВЖ или тара цеховая
- Клей БФ-4 ГОСТ 12172-2016
- Кисть КХЖК №3 ТУ 17-15-07-89
35. Проверить размеры заделки наружной защиты, смотри эскиз 3. Переход выполнять в присутствии контролера ОТК.
- Набор линеек ГОСТ 427-75
36. Проверить отсутствие натяжения проводов, целостность изоляции, визуально.
37. Проверить наличие шпатлевки в шпоночной канавке.
38. Проверить количество проводов, запаянных в контакты соединителей, на соответствие схеме электрической (таблице соединений) методом прозвонки. Прозвоночное устройство, встроенное в стол электромонтажника.
39. Отстыковать плату соединителя от теплоотвода.
40. Проверить плату соединителя со стороны стыковки на чистоту, на отсутствие механических повреждений.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
030 МОНТАЖНАЯ
Сборка соединителя СНЦ127
01. Обезжирить резьбу платы соединителя и кожуха лоскутом бязевым, смоченным в спирте и слегка отжатым.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
Спирт этиловый технический гидролизный ректификованный ГОСТ Р 55878-2013
02. Нанести на резьбу платы соединителя и кожуха грунтовку ЭП-076 или шпатлевку ЭП-0010 или материал (клей, эмаль и др.) согласно КД деревянной палочкой или кистью.
- Тара цеховая для грунтовки (шпатлевки)
- Деревянная палочка
- Кисть КХЖК №3 ТУ 17-15-07-89
- Грунтовка ЭП-076 ТУ6-10-755-84
- Шпатлевка ЭП-0010 ОСТ92-1542-83
03. Навернуть кожух на плату соединителя до упора пальцами рук. Гравировка на кожухе должна быть расположена напротив направляюще по оси разъема. Допускается смещение гравировки в пределах 20º относительно направляющей разъема. Излишки грунтовки удалить лоскутом бязевым.
- Бязь отбеленная ГОСТ 29298-2005
04. Время сушки при температуре (15-35)0С:
шпатлевки ЭП-0010 – 24-36 часов;
грунтовки ЭП-076 — 6 часов.
Указать в паспорте технологическом время выдержки грунтовки (шпатлевки).
- Ручка шариковая
05. Проверить качество сборки соединителя, гравировку на кожухе соединителя (при наличии) на соответствие КД, визуально.
06. Проверить соединитель со стороны стыковки на чистоту, на отсутствие механических повреждений, визуально.
07. Уложить соединитель в гриппер пакет.
- Гриппер пакет 100х100
08. Сделать отметку в паспорте технологическом о выполненной работе.
- Ручка шариковая
040 КОНТРОЛЬНАЯ ОТК
01. Проконтролировать качество пайки проводов в контакты соединителя. Поверхность пайки должна быть гладкой, без пор, вздутий, пузырей, загрязнений, трещин, наплывов каплевидных и шиповидных, инородных вкраплений.
Припой должен залить места соединения со всех сторон, заполняя щели и зазоры между жилой провода и контактом, смотри эскиз 2. Допускается неполное заполнение припоем пазов хвостовиков контактов Ø 0,6 мм и следы у основания пазов от выхода газов при пайке. Расстояние между торцем контакта соединителя и изоляцией провода должно быть 0,2-1,5 мм. Размер дан для визуального контроля.
Проверить отсутствие натяжения проводов, целостность изоляции, визуально. Контроль проводится совместно с исполнителем при выполнении перехода 24 операции 020.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
02. Проверить плату соединителя со стороны пайки на чистоту, на отсутствие механических повреждений. Наличие нагара и флюса не допускается. Контроль проводится совместно с исполнителем при выполнении перехода 27 операции 020.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
03. Проверить плату соединителя со стороны стыковки на чистоту, на отсутствие механических повреждений.
- Лупа ЛП-1-4х или ЛП-1-6х ГОСТ 25706-83
04. Проверить размеры заделки наружной защиты на соответствие требованиям КД (НД) или эскизу 3 данного технологического процесса. Контроль проводится совместно с исполнителем при выполнении перехода 35 операции 020.
- Набор линеек ГОСТ 427-75
05. Проверить качество сборки соединителя, гравировку на кожухе соединителя (при наличии) на соответствие КД, визуально.
06. Проверить время сушки грунтовки ЭП-076 (Шпатлевки ЭП-0010) по паспорту технологическому.
07. Сделать отметку в паспорте технологическом о выполненной работе.
- Ручка шариковая
- Клеймо ОТК
- Штемпельная подушка для печатей и штампов.
- Краска штемпельная ТУ 6-15-459-80