Пропитка порошковых деталей в гидрофобизирующей жидкости
Технологическая инструкция
1. Определение и назначение.
1.1 Настоящая инструкция устанавливает технологический процесс пропитки деталей в гидрофобизирующей жидкости 136-41
1.2 Инструкция распространяется на работников цеха, выполняющих технологический процесс пропитки деталей, и является обязательной для рабочего, выполняющего эту операцию.
Инструкция разработана в соответствии с:
ОСТ 4ГО.054.213-76 Герметизация изделий радиоэлектронной аппаратуры полимерными материалами;
2. Техника безопасности.
2.1 При выполнении работ по данной инструкции на работающего могут воздействовать следующие опасные и вредные производственные факторы:
- напряжение электрической цепи, замыкание которой может произойти через тело человека;
- повышенная температура поверхностей оборудования, оснастки, деталей;
- повышенная влажность воздуха на рабочем месте;
- химические факторы раздражающего действия;
- подъем и перемещение тяжести.
2.2 Источником опасности являются: напряжение 380/220 В., подведенное к сушильному шкафу и нагревательным элементам, нагретые поверхности деталей и сушильного шкафа, легко воспламеняющиеся (ЛВЖ) жидкости, применяемые при проведении пропитки.
2.3 Для обеспечения безопасности при выполнении работ необходимо:
- во избежание поражения электрическим током оборудование должно быть надежно заземлено или занулено;
- для исключения ожогов, и возможного возникновения дерматита при постоянном контакте с рабочими растворами работу выполнять в перчатках.
- для исключения аварийной ситуации и загорания на рабочих емкостях должна быть маркировка «Огнеопасно!» и во внерабочее время емкость должна быть закрыта крышкой. — при подъеме и перемещении тяжести следует учитывать, что максимальный масса для женщин 7кг, для мужчин 15кг. В случае превышения массы подъем тары с деталями производить вдвоем, а перемещение при помощи тележки.
2.4 При работе на участке использовать следующие средства индивидуальной защиты:
- халат хлопчатобумажный ГОСТ 12.4 131-83, ГОСТ 12.4 132-83
- респиратор ШБ-1 «Лепесток» ГОСТ 12.4.028-76
- перчатки трикотажные ГОСТ 5007-87
- перчатки резиновые технические ГОСТ 20010-74
- очки защитные ГОСТ 12.4.013 -85
- рукавицы суконные ГОСТ 12.4.010-75
- фартук прорезиненный с нагрудником ГОСТ 12.4.029-80
3. Материалы.

4. Оборудование
4.1 Емкость для пропитки деталей цехового изготовления
4.2 Ведро пластмассовое, емк 5 л. покупное
4.3 Корзина сетчатая цехового изготовления
4.4 Шкаф сушильный Binder, Degussa, DПТМ
4.5 Термометр лабораторный спиртовой ТУ 25-11.663-76 СП-2К
4.6 Тележка цеховая
5. Требования к деталям, поступающим на пропитку.
5.1 На поверхности и изломе порошковых конструкционных изделий, подвергаемых пропитке, не допускаются следы коррозии и посторонние включения, жировые и масляные загрязнения.
5.2 В отдельных случаях в дополнение к требованиям настоящей инструкции могут быть установлены эталоны.
5.3 Для деталей с гальваническим покрытием не допускается нарушения покрытия, следы коррозии. Срок пролёживания между нанесением покрытия и пропиткой не должен превышать двое суток.
6. Пропитка деталей
6.1. Приготовление рабочих растворов
6.1.1 Приготовить рабочие растворы ГФЖ:
Состав :
Жидкость ГФЖ 136-41 -10-15 в.ч
Нефрас — 90-85 в.ч.
На 1 литр раствора берется: 150 в.ч. жидкости ГФЖ и 850 в.ч нефраса. Расчетное количество компонентов для приготовления рабочего раствора в мл: ГФЖ – 150 мл, нефрас – 1200 мл.
В рабочую емкость залить расчетное количество нефраса, затем добавить необходимое количество жидкости ГФЖ, перемешать. Раствор готов к работе. Внимание! Рабочая емкость должна иметь маркировку «Огнеопасно» и после окончания работы должна быть закрыта крышкой.
6.2 Подготовка поверхности деталей.
6.2.1 Уложить детали в сетчатую корзину.
6.2.2 Обезжирить детали в перхлорэтилене с ультразвуком в установке EUV 30/25. Выполнять согласно инструкции.
6.2.3 После промывки поставить корзину с деталями в дистилляционную ванну для стекания растворителя на 3-10 мин.
6.2.4 Продуть детали сжатым воздухом и выдержать их на воздухе в течение 20-30 минут при температуре окружающей среды до полного испарения растворителя.
Примечание: Для деталей с гальваническим покрытием операция 6.2 «Подготовка поверхности» не проводится.
6.3 Пропитка и полимеризация.
6.3.1 Загрузить корзину с деталями в емкость с пропитывающим составом и выдержать в течение 20 минут при температуре помещения. Количество загружаемых деталей – не более одной партии.
Примечание: Высота слоя пропитывающего раствора над деталями не должна быть менее 40 мм.
6.3.2 Выгрузить корзину с деталями из рабочей ванны и выдержать на воздухе при Т=25±10˚С в течение 15-20 минут, для стекания избытка состава и испарения растворителя.
6.3.3 Продуть детали сжатым воздухом до полного высыхания.
Внимание! Запрещается загружать детали в сушильный шкаф с остатками нефраса, ввиду опасности загорания паров растворителя при воздействии высокой температуры.
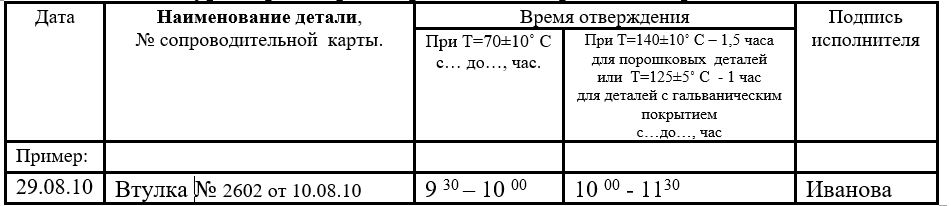
6.3.4 Поместить корзину с деталями в сушильный шкаф и выдержать при Т =70±10˚ С в течение 30 минут, затем при Т =140±10˚ — для порошковых деталей – 1,5 часа или затем при Т =125±5˚С — для деталей с гальваническим покрытием – 1час.
Примечание: Время загрузки и выгрузки деталей из сушильного шкафа отмечать в «Журнале регистрации режимов отверждения». Время контролировать по часам бытовым.
Внимание!
1.В начале смены проверить фактическую температуру в шкафу с помощью лабораторного термометра.
2. Время выдержки деталей отсчитывается от момента достижения рабочей температуры.
3.Дверцы шкафа после загрузки деталей от начала и до окончания рабочего режима не открывать.
6.3.5 Произвести запись в журнале согласно прилагаемой форме.
6.3.6 Выгрузить детали из сушильного шкафа, охладить и уложить детали в чистую тару.
6.3.7 Проверить детали на герметичность методом погружения в дистиллированную воду согласно п. 7 настоящей Инструкции.
Примечание: Детали, проверяемые на герметичность, должны быть тщательно просушены в сушильном шкафу и присоединены к обрабатываемой партии.
Журнал регистрации режимов отверждения герметика
7. Контроль качества пропитки.
7.1 Пропитанные порошковые конструкционные изделия должны удовлетворять требованиям герметичности.
7.2 Контролю подвергать 0,1 % пропитанных деталей одного типоразмера от партии, но не менее 3 штук.
Определение качества пропитки (герметичности) порошковых конструкционных изделий, выполняется методом погружения в дистиллированную воду.
Объем воды для определения качества пропитки определяется, исходя из размеров и форм деталей. Необходимо, чтобы вода полностью покрывала детали и не содержала пузырей воздуха и механических загрязнений. В качестве емкости для растворителя использовать прозрачную стеклянную посуду (стакан, колбу, мерный цилиндр и т.д.).
7.3. Детали осторожно опустить в емкость с водой до полного погружения и наблюдать за выделением пузырей из пропитанного изделия в течение 2-х минут. Отсутствие пузырей свидетельствует о качественной пропитке. При выделении пузырей пропитку деталей повторить согласно п 6.3
Примечание. Допускается выделение 1-2 пузырьков в процессе погружения.
7.4 При получении положительных результатов, детали, взятые для контроля, просушить в сушильном шкафу и присоединить к основной партии.
7.5 Сделать отметку в сопроводительной документации и отправить детали на следующую операцию.
Контроль внешнего вида деталей после пропитки
Деталь после пропитки должна сохранять первоначальный вид. На поверхности деталей не допускаются следы коррозии.
8. Контроль пропитывающего состава.
8.1 Контроль пропитывающего состава:
— внешний вид:
Раствор ГФЖ в нефрасе представляет собой бесцветную прозрачную жидкость и в процессе применения внешний вид раствора не должен изменятся. При обнаружении изменения цвета раствор следует заменить. Отработанный раствор должен сливаться в отдельную металлическую емкость (бочку) с надписью «Огнеопасно», «Отработанный раствор ГФЖ».