Анализ графика температурного профиля
Пайки оплавлением паяльной пасты
Определение и назначение
Настоящая инструкция предназначена для анализа графика температурного профиля пайки печатных узлов методом конвекционного оплавления паяльной пасты.
Инструкция предназначена для инженеров – технологов сборочного цеха, инженеров, управляющих оборудованием линии поверхностного монтажа.
Термины и определения
- Эвтектический сплав — легкоплавкий металлический сплав, имеющий низкую температуру плавления, не превышающую температуру плавления олова. Для получения легкоплавких сплавов используются свинец (PB), висмут (Vi), олово (Sn), кадмий (Cd), таллий (Tl),индий (In), галлий (Ga), иногда цинк (Zn). За нижний предел температуры плавления всех известных легкоплавких сплавов принимается температура плавления амальгамы таллия (61 °C), за верхний предел взята температура плавления чистого олова (231,9°C).
- Тиксотропность — свойство текучего материала увеличивать текучесть (вязкость) при перемешивании. Тиксотропный материал хорошо расжижается при механическом перемешивании (взбалтывании) и увеличивает вязкость (cгущается) в состоянии покоя.
- Солидус (лат. solidus «твёрдый») — линия на фазовых диаграммах, на которой исчезают последние капли расплава, или температура, при которой плавится самый легкоплавкий компонент.
- ТКР — температурный коэффициент расширения (объемного или линейного).
- Tg — температура стеклования — температура, при которой полимер переходит при охлаждении из высокоэластичного или вязкотекучего в стеклообразное состояние. Полимеры при температурах выше температуры стеклования находится в пластичном состоянии, а при температурах ниже температуры стеклования — в твердом и достаточно хрупком состоянии.
- MSL (Moisture Sensitivity Level) — уровень чувствительности электронного компонента к влажности.
- JEDEC — Joint Electron Devices – международная ассоциация по стандартизации в области электроники.
Технические данные
Процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в конвекционной печи путем нагрева печатной платы с компонентами. Конвекционная пайка осуществляется с помощью потоков горячего воздуха. Многозонные печи, предназначенные для серийного производства, позволяют получить достаточно равномерный нагрев.
Создание оптимального температурного профиля оплавления является одним из важнейших факторов в обеспечении качества паяных соединений, получаемых на печатной плате методом поверхностного монтажа. Температурный профиль непосредственно влияет на ряд характеристик печатного узла электронного модуля:
- распределение температур по площади печатной платы (ПП);
- способность паяльной пасты к смачиванию соединяемых поверхностей;
- очищающую от окислов способность флюса;
- микроструктуру паяных соединений;
- плоскостность печатной платы;
- уровень остаточных напряжений в печатном узле и т.д.
Термопрофиль представляет собой зависимость температуры, воздействию которой подвергается сборка в печи, от времени прохождения через печь. В процессе оплавления паяльная паста подвергается нагреву. В типичном профиле оплавления выделяют четыре этапа (рис. 1):
- постепенного нагрева с заданной скоростью до температуры предварительного нагрева (первый фронт);
- выдержки/активации флюса (первая ступень);
- нагрева до так называемой пиковой температуры (второй фронт), превышающей температуру плавления припоя;
- небольшой выдержки (вторая ступень);
- охлаждения с заданной скоростью.
Рис. 1. Типичный температурный профиль пайки
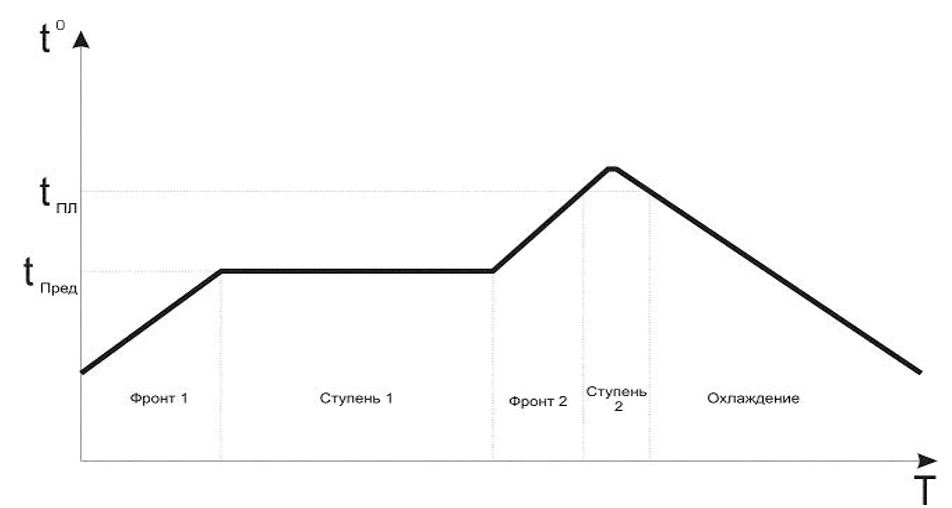
Основными параметрами профиля оплавления на каждом этапе являются: максимальная и минимальная температура, скорость нагрева/охлаждения (наклон соответстующего участка профиля), время выдержки.
Неправильное построение термопрофиля может приводить к образованию различных дефектов, в частности, растрескиванию керамических и пластиковых корпусов компонентов и короблению печатной платы, образованию шариков припоя, пустот в паяных соединениях и пр.
Фронты температурного профиля должны иметь определенный наклон, что необходимо для снижения теплового удара. Наклон фронта определяется свойствами паяльной пасты, требованиями, предъявляемыми изготовителями компонентов, и конструкцией платы. Если нагрев оказывается слишком быстрым, это может привести к повреждению платы или компонентов, а также неоптимальной работе паяльной пасты. Если нагрев слишком медленный, это необоснованно удлиняет операционный цикл пайки. Типичные значения скорости нагрева лежат в пределах от 2 до 3 ºС/сек.
Первая ступень термопрофиля необходима для прогрева платы и компонентов, удаления из них влаги, активации флюса и частичного удаления органических наполнителей, содержащихся в паяльной пасте (высушивание пасты). Температура ступени зависит, в основном, от типа пасты и, как правило, лежит в пределах (100-150)ºС для паст на основе эвтектического оловянно-свинцового припоя и (150-175)ºС для бессвинцовых паст.
При повышении температуры от температуры окружающей среды до 150 ºС начинают испаряться растворители, содержащиеся во флюсе, смолы и тиксотропные материалы пасты начинают размягчаться. Температура размягчения паяльной пасты находится в диапазоне (100-140)ºС.
Если повышение температуры происходит очень резко, то твердые компоненты флюса размягчаются, когда большая часть растворителей еще находится в пасте, вязкость пасты резко уменьшается, что может привести к осадке (растеканию) пасты, а затем, к образованию перемычек и бусинок припоя.
Стадия предварительного нагрева
При достижении температуры 150ºС паяльная паста высушивается, испаряются ее наиболее летучие компоненты (органические наполнители), удаляется влага из компонентов и печатной платы, флюс активируется, равномерно распределяется тепло на плате. Постепенно флюс становится очень мягким, переходит в жидкое состояние, равномерно обволакивает частицы припоя, защищая их от повторного окисления, и растекается по площадкам платы. Одновременно с повышением температуры и плавлением компонентов флюса начинают работать канифоли и активаторы, которые удаляют пленку окиси с частиц припоя и с паяемых поверхностей. Скорость подъема температуры обычно составляет (1÷3)°С/сек., максимальная температура на стадии предварительного нагрева составляет от 100 до 150°С. Более быстрый рост температуры приводит к разбрызгиванию паяльной пасты, образованию шариков и перемычек припоя, а также может вызвать повреждения термочувствительных компонентов
(появление трещин в керамических чип- резисторах, конденсаторах, резонаторах и т.п.).
Бессвинцовые сплавы требуют более высоких температур предварительного нагрева – до (150÷200)°С.
Реальный термопрофиль оказывается сглаженным за счет теплоемкости платы и компонентов (рис. 2). Профиль также зависит от точки на плате, поскольку разные области печатного узла обладают различной теплоемкостью.
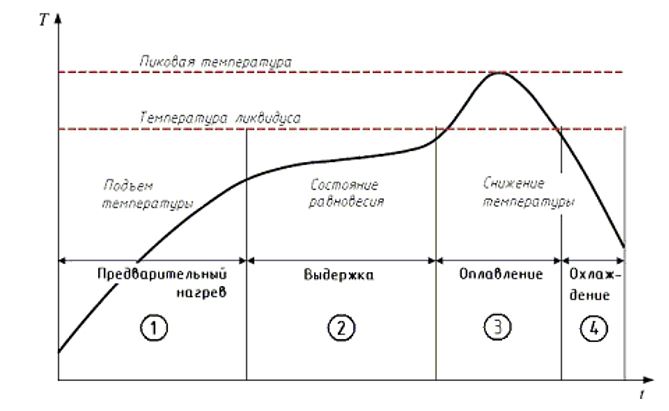
Рис. 2. Деление термопрофиля на этапы
Стадия стабилизации (выдержка)
Стадию стабилизации также называют стадией температурного выравнивания, так как эта стадия должна обеспечивать нагрев всех компонентов на плате до одинаковой температуры. На стадии стабилизации (выдержки) происходит минимизация градиентов температур компонентов и всех областей печатной платы, активация флюса, очистка паяемых поверхностей. Максимальная активация флюса происходит при температуре около 150ºС. Скорость подъема температуры на стадии выдержки выбирается предельно низкой. Температура в конце этапа приближается к точке плавления (150÷170)°С для эвтектических припоев, (180÷200)°С для бессвинцовых. Следствием слишком быстрого подъема температуры является недостаточное флюсование и образование шариков припоя; с другой стороны, низкая скорость обуславливает избыточное окисление пасты и, в результате, ее разбрызгивание, а также увеличивает без необходимости время операционного цикла.
Рекомендуемое время стабилизации составляет 60 – 90 сек.
Если стадия стабилизации проводится недостаточное время, результатом могут быть дефекты типа «холодная пайка» и эффект «гробового камня».
В случае длительного времени и/или высокой температуры стадии стабилизации флюс может потерять защитные свойства, его активность снижается, что приводит к ухудшению паяемости и разбрызгиванию шариков припоя на стадии пайки.
Рекомендуется, чтобы разница температур между фазами предварительного нагрева и оплавления была меньше 100°С.
Вторая ступень термопрофиля представляет собой собственно пайку. В этой части профиля осуществляется испарение большей части органических растворителей, используемых во флюсе, включая флюс, и оплавление припойных шариков.
Стадия оплавления
В процессе оплавления температура повышается на (1÷3)°С/сек. Чтобы избежать перемычек припоя, недостаточной смачиваемости, эффектов «холодной» пайки и коробления печатной платы, необходимо выдерживать паяемые электронные компоненты по меньшей мере в течение (30÷90) секунд (предпочтительно 60 сек.) при температуре выше точки плавления сплава паяльной пасты:
- 183°C для сплава Sn63 (олово, свинец),
- 179°C для сплава Sn62 (олово,свинец, серебро),
- 217°C для бессвинцовых сплавов.
Меньшие значения (30÷60 сек) рекомендуются в случае использования в печатных платах финишного покрытия HASL (горячее лужение).
Температура должна быть достаточной для обеспечения хорошего смачивания и флюсования, обычно (205÷225)°C (на плате), и на (30÷40)°С превышать температуру эвтектики (температуру плавления паяльной пасты). Низкая температура пайки обеспечивает слабую смачиваемость,для компонентов с плохой паяемостью, повышенная температура может активизировать окисление пасты, что ухудшает смачивание.
Скорость повышения температуры в зоне оплавления должна составлять (2÷4)º/сек. Электронный компонент должен находиться при температуре, отличающейся от пиковой не более, чем на 5°С, в течение (10÷30) сек. Более длительная, чем необходимо, выдержка ведет к избыточному росту интерметаллических соединений, что придает паяному соединению хрупкость и уменьшает его усталостную прочность. Температура корпуса электронного компонента, которая может отличаться от температуры выводов на 15°С, не должна превосходить 220°С. Небольшие электронные компоненты (объем корпуса V< 350 мм3) подвергаются большему нагреву, чем крупные. Максимальное значение температуры корпуса для небольших электронных компонентов составляет 240°С.
В процессе оплавления не должно происходить изменения цвета или обугливания печатной платы.
Бессвинцовые припои отличаются более высокими температурами оплавления: (240÷260)°С.
Пиковая температура в процессе оплавления имеет нижний и верхний пределы: Нижний предел – температура, минимально необходимая для получения надежных паяных соединений (определяется, прежде всего, характеристиками паяльной пасты). Верхний предел – максимальная температура оплавления, которая должна быть ниже, чем:
тестовая температура, используемая для оценки уровня чувствительности корпуса электронного компонента к влажности (MSL);
температура, при которой происходит повреждение печатной платы Диапазон между нижним и верхним пределами пиковой температуры определяет так называемое «окно» процесса. Шириной этого окна для традиционной технологии составляет около 35°С.
Для бессвинцовых сплавов окно процесса значительно уже (10÷20°С), и существенно возрастают требования к контролю параметров процесса.
Время нахождения платы под воздействием температуры выше температуры стеклования Tg (125÷175)°C должно быть менее 4 минут. Продолжительность процесса оплавления при подъеме температуры от 45°C до пиковой (205÷225)°С составляет, как правило, от 3,5 до 4 минут; общее время пребывания платы в печи – от 4 до 6 минут.
Стадия охлаждения
Процесс пайки считается завершенным, когда сборка охлаждается с образованием прочных паяных соединений. Скорость охлаждения непосредственно влияет на получаемую микроструктуру соединения, а она, в свою очередь, на его механические свойства. Высокая скорость охлаждения уменьшает размер зерна интерметаллических соединений и упрочняет паяные соединения, увеличивает усталостную прочность, соединение получается более блестящим. С другой стороны, быстрое охлаждение вызывает остаточные напряжения в материалах с различными ТКР (температурный коэффициент расширения) и коробление ПП. Вследствие этого, следует контролировать процесс охлаждения, как правило, снижением скорости в зависимости от возможностей печи (скорости воздушного потока, расположения нагревательных элементов, ширины конвейера и т.д.). Рекомендуемая скорость охлаждения (3÷4)°С/сек (не более 4°С/сек) до температуры ниже 130ºС.
Параметры профиля оплавления, рекомендованного ассоциацией JEDEC, приведены в таблице 1. Следует отметить, однако, что этот профиль использовался для оценки уровня чувствительности корпусов электронных компонентов к влажности (MSL), но не для регулярного оплавления. Поэтому приведенные ниже в таблице 1 цифры являются верхней границей допустимых значений – выше них целостность корпусов не гарантируется.
| Таблица 1. Профиль оплавления для эвтектического сплава (JEDEC J-STD-020С) | |
| Средняя скорость подъема температуры (Ramp up) от TL до TP | max 3°C/сек |
| Температурный диапазон предварительного нагрева | (100÷150)°C |
| Время выдержки при предварительном нагреве | (60÷120)сек |
| TL | 183°C |
| Время выдержки при T>TL | (60÷150)сек |
| Время выдержки в коридоре 5°C от TP | (10÷30)сек |
| Средняя скорость охлаждения (Ramp down) | max 6°C/сек |
| Время нахождения платы при температуре от 25°C до TP | 6 мин max |
TL – температура эвтектики; TP – пиковая температура.
Пиковая температура зависит от толщины и объема корпуса электронного компонента (таблица 2).
| Таблица 2. Эвтектический сплав – пиковые температуры оплавления TP (JEDEC J-STD-020С) | ||
| Толщина корпуса, мм | При объеме корпуса <350 мм3 | При объеме корпуса ≥350 мм3 |
| <2,5 | (240+0-5)°C | (225+0-5)°C |
| ≥2,5 | (225+0-5)°C | (225+0-5)°C |
Начать составление профиля рекомендуется с рекомендаций производителя паяльной пасты. Окончательный выбор режимов производится технологом, исходя из конструкции печатной платы, типоразмеров компонентов, плотности монтажа, особенностей используемого оборудования, результатов экспериментальных паек, типа паяльной пасты. Следует также учитывать, что реальная температура на плате в процессе пайки будет на (20÷30)ºС ниже установленной в печи.
На рис. 3 приведен типовой пример «традиционного температурного профиля пайки для паяльных паст со сплавом Sn62/Pb36/Ag2. Такой профиль более оптимизирован для печей с инфракрасным методом нагрева. В современных конвекционных печах при использовании паяльных паст с флюсами, не требующими отмывки, часто применяют «новый» тип профиля пайки.
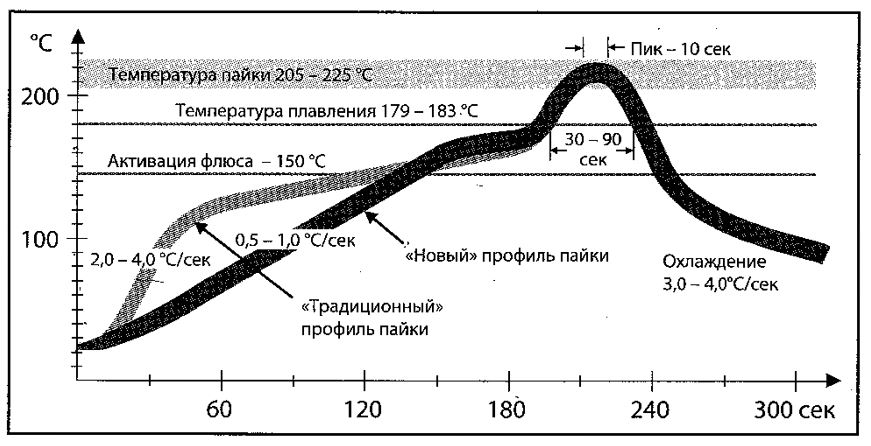
Рис. 3. Типовой термопрофиль пайки с применением паяльной пасты со сплавом Sn62/Pb36/Ag2.