Обмотка жгутов лентами
Технологический процесс
ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
Внимание! К работе по данному технологическому процессу допускаются исполнители, изучившие настоящий технологический процесс, требования по охране труда, правила противопожарной безопасности и аттестованные на данные работы.
01. Работу выполнять на плаз-столе, удовлетворяющем нормам чистоты. Под нормами чистоты понимается отсутствие пыли, грязи, посторонних предметов, оснастки и инструмента, не участвующих в данном технологическом процессе.
02. Приспособления и инструмент, применяемые при сборке изделий, не должны иметь острых кромок, заусенцев, следов коррозии и загрязнений, должны быть замаркированы, иметь действующие сроки аттестации.
03. Средства измерения должны и иметь действующие сроки поверки, смотри свидетельства калибровки (поверки).
04. Все работы производить в сухом, чистом помещении с температурой воздуха (15-30) °С и относительной влажностью воздуха (40- 80) %. Контроль осуществляет мастер с помощью гигрометра ВИТ-1 при температуре до 25ºС, свыше 25ºС — ВИТ-2 с записью результатов в журнале.
05. Обрезки лент собирать в процессе работы в тару цеховую для отходов.
06. Применять материалы, отвечающие паспорту завода–поставщика, техническим условиям, ГОСТу, прошедшие входной контроль.
07. Ленты должны применяться в строгом соответствии с гарантийными сроками хранения.
08. Обмотку экранированных проводов, групп экранов и наборного изделия производить при наличии указания в КД. Изделия, обмотанные лентами, должны быть гибкими, провода после обмотки должны находиться в свободном состоянии.
09. При необходимости стыковки обмоточных лент (при израсходовании рулончика ленты) перекрытие лент должно составлять 2-3 ширины ленты, сохранив положение липкого слоя.
10. Ремонт нарушенной поверхности оболочки из лент ЛТ, СКЛФ-4Д, П-ПМ/180 изделия осуществлять путем обмотки нарушенного участка лентой, перекрывающей нарушенный участок на 15-30 мм в обе стороны.
11. Ремонт оболочки из ленты ЛЭТСАР производить путём обмотки повреждённого участка лентой ЛЭТСАР в один слой с 50 % перекрытием с последующей обработкой тальком и снятием его чистым сухим лоскутом из бязи.
12. Количество слоёв ленты ЛЭТСАР при обмотке должно быть указано в чертеже на кабельное изделие. Второй и последующий слои мотать в направлении противоположном предыдущему.
13. Перед началом обмотки протереть пруток резиновый лоскутом из бязи слегка смоченным спиртом. Прикладывать пруток к изделию после полного высыхания спирта.
14. Обмотку прямого изделия лентой ЛТ и пленкой СКЛФ-4Д или лентой П-ПМ/180/КО выполнять по операциям 005, 010, 020 данного технологического процесса.
15. Обмотку изделия с ответвлениями лентой ЛТ и пленкой СКЛФ-4Д или лентой П-ПМ/180/КО выполнять по операциям 005, 020,030 данного технологического процесса.
Ленту ЛТ-38 применять для ответвлений изделия диаметром свыше 12 мм.
16. Обмотку лентой ЛЭТСАР прямого изделия выполнять по операции 050 данного техпроцесса.
17. Обмотку лентой ЛЭТСАР изделия с ответвлениями выполнять по операции 070 данного техпроцесса.
18. Использовать пакет полиэтиленовый, тару 7878-4099 для хранения и внутрицеховой транспортировки изделий в процессе технологического цикла изготовления, предварительно связав бухту кабеля в 2-х, 3-х местах лентой киперной ЛЭ ГОСТ 4514-78.
005 ПОДГОТОВИТЕЛЬНАЯ
01. Получить материал по комплектовочной ведомости.
02. Ознакомиться с чертежом, предварительным извещением (при наличии). Сверить номера чертежа, последних извещений об изменениях, предварительного извещения (при наличии), указанные в технологическом паспорте с данными конструкторской документации.
03. Сверить чертежный и индивидуальный номер на бирке изделия с номером в технологическом паспорте.
04. Проверить комплектность согласно типовому технологическому процессу. Сверить номер ТУ, ГОСТа, указанной на бирке (ярлыке) на ленту на соответствие чертежу.
05. Проверить качество ленты визуально.
Лента ЛТ ТУ 6-17-626-79
Лента не должна иметь разрывов и сквозных повреждений, пропусков клеевого слоя. Линия обреза ленты должна быть ровной, без видимых невооруженным глазом надрезов.
Намотка ленты в рулоне должна быть ровной и плотной. Допускается наличие между витками рулона воздушных пузырьков и сквозных прослоек, не ухудшающих эксплуатационных показателей ленты.
Лента не должна иметь пропусков клеевого слоя. Допускается наличие на клеевом слое следов от воздушных пузырьков, не ухудшающих эксплуатационных показателей ленты.
При размотке рулона не должно быть отслаивание клеевого слоя от основы и перелипание его на нижний виток. Нарушение клеевого слоя при размотке допускается только по краю ленты в полосе шириной 2 мм.
Лента П-ПМ/180/КО ТУ 3491-017-00216415-99
Лента должна иметь однородную поверхность без нарушения сплошности покрытия.
При размотке ролика на нижележащем слое материала не должно оставаться следов адгезии. По внешнему виду лента ЛЭТСАР эластичная с ровной поверхностью без гофра и разрывов по краям.
Изолированные лентой ЛЭТСАР места не должны подвергаться ударам и другим механическим повреждениям.
Попадание пыли или воды между слоями ленты не допускается
010 ОБМОТКА ПРЯМОГО ИЗДЕЛИЯ ЛЕНТАМИ
01. Измерить диаметр ответвления изделия, подлежащего обмотке.
Штангенциркуль ШЦ 1-125-0,1
02. Выбрать согласно таблице 1 резиновый пруток или провод необходимого диаметра.
Пруток резиновый или провод
| Таблица 1 | ||
| Диаметр кабеля до обматывания, мм | Диаметр прутка, мм | Допустимый набор прутков, мм |
| до Ø5 | Ø2 | — |
| свыше Ø5 до Ø15 | Ø3 — Ø5 | — |
| свыше Ø15 до Ø18 | Ø12 | Ø6 + Ø6 |
| свыше Ø18 до Ø21 | Ø14 | Ø8 + Ø6 |
| свыше Ø21 до Ø24 | Ø16 | Ø10 + Ø6 |
| свыше Ø24 до Ø26 | Ø20 | Ø10 + Ø6 |
| свыше Ø26 до Ø32 | Ø12 + Ø16 | Ø10 + Ø10 + Ø8 |
| свышеØ32 до Ø35 | Ø14 + Ø16 | Ø10 + Ø10 + Ø10 |
| свыше Ø35 до Ø40 | Ø15 + Ø16 | Ø15 + Ø8 + Ø8 |
| свыше Ø40 до Ø45 и более | Ø15 + Ø18 | Ø15 + Ø8 + Ø10 |
03. Протереть пруток салфеткой из бязи, слегка увлажненной спиртом.
- Тара для ЛВЖ или тара цеховая
- Бязь отбеленная ГОСТ 29298-2005
- Спирт этиловый технический гидролизный ректификованный ГОСТ Р 55878-2013
04. Просушить пруток в течение 5-10 минут при температуре 15-35°С.
05. Установить на плаз-столе подставку для поддерживания изделия при обмотке. Допускается при обмотке ответвлений изделия диаметром менее 5 мм подставку не устанавливать.
- Плаз-стол 7910-4577
- Подставка 7888-4046
06. Уложить изделие (ответвление изделия) на подставку.
Подставка 7888-4046
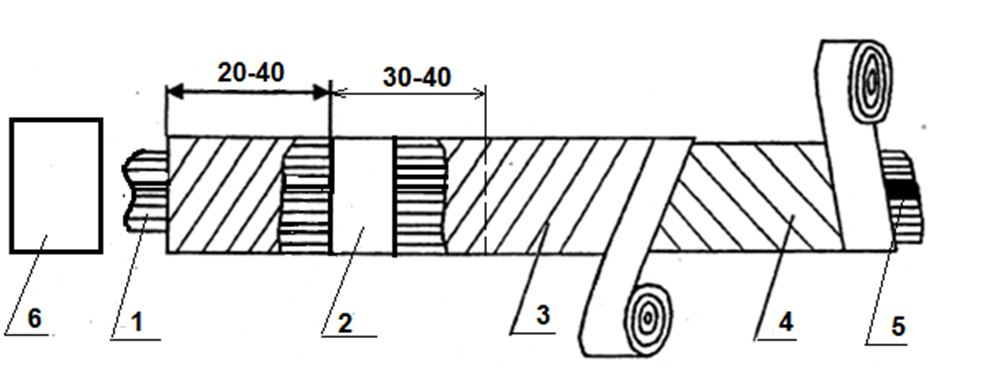
07. Обмотку экранированных проводов, групп экранов, согласно КД, начинать на размере 20-40 мм от проволочного бандажа (спая экранов) в сторону соединителя, смотри эскиз 1. Первый виток лентой изоляционной сделать со 100% перекрытием липким слоем наружу (по часовой стрелке). Марка, ширина ленты согласно КД.
- Набор линеек ГОСТ 427-75
- Лента (пленка) согласно КД
- Провода
- Проволочный бандаж (спай экранов);
- Лента изоляционная (по КД) липким слоем внутрь;
- Лента изоляционная (по КД) липким слоем наружу;
- Пруток (провод);
- Соединитель
Эскиз 1
08. Обмотать участок изделия длиной 50-80 мм лентой изоляционной с 50% перекрытием липким слоем наружу. Моток ленты не отрезать, оставить на стволе, смотри эскиз 1.
09. Обмотать этот же участок изделия лентой изоляционной липкой стороной внутрь в противоположном направлении (против часовой стрелки) с 50% перекрытием. Первый виток ленты сделать со 100% перекрытием. Марка, ширина ленты согласно КД. Моток ленты изоляционной не отрезать, оставить на стволе, смотри эскиз 1.
- Набор линеек ГОСТ 427-75
- Лента (пленка) согласно КД
10. Уложить пруток вдоль ствола изделия. Пруток резиновый или провод.
11. Продолжить обмотку изделия с подложенным прутком лентами с 50% перекрытием. Длина обматываемого участка не должна превышать 1,5 м. Размер не контролировать. Ленты не отрезать, оставить на стволе изделия если обмотка не закончена.
Набор линеек ГОСТ 427-75
12. Передвинуть пруток по длине изделия по мере обмотки не вытаскивая его полностью. Конец прутка должен остаться под обмоткой на расстоянии 50-70 мм, смотри эскиз 2. Размер не контролировать.
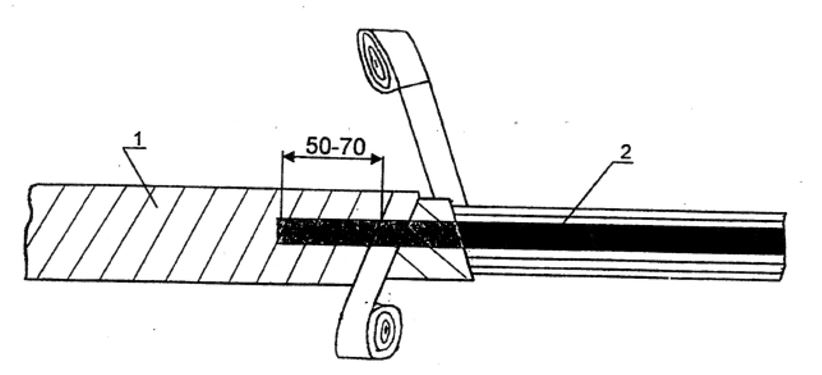
- Лента изоляционная по КД;
- Пруток (провод)
Эскиз 2
13. Довести обмотку изделия с подложенным прутком до размера 30-40мм от проволочного бандажа (спая экранов) в сторону основной длины изделия, смотри эскиз 1.
Набор линеек ГОСТ 427-75
14. Вытащить пруток из-под обмотки изделия.
15. Завершить обмотку изделия лентами изоляционными на размере 20-40 мм от проволочного бандажа (спая экранов) в сторону соединителя. Последний виток сделать со 100% перекрытием.
Набор линеек ГОСТ 427-75
16. Отрезать ленты изоляционные ножницами.
Ножницы ГОСТ Р 51268-99
17. Убрать подставку для поддерживания изделия.
18. Проверить качество обмотки, количество слоев обмотки, отсутствие отслаивания, загрязнения, визуально. Допускаются неровности обмотки ствола изделия в виде небольших складок. Изделие, обмотанное лентой и пленкой должно сохранять гибкость при сворачивании в бухту.
19. Сделать отметку в технологическом паспорте о выполненной работе.
Ручка шариковая
20. Вложить изделие и соответствующий ему технологический паспорт в пакет полиэтиленовый.
Пакет полиэтиленовый
020 КОНТРОЛЬНАЯ ОТК
01. Проверить количество слоев обмотки, отсутствие отслаивания, загрязнения, визуально. Допускаются неровности обмотки ствола изделия в виде небольших складок. Изделие, обмотанное лентой и пленкой должно сохранять гибкость при сворачивании в бухту.
02. Проверить наличие 50% перекрытия.
Набор линеек ГОСТ 427-75
03. Сделать отметку в паспорте о выполненной работе.
- Ручка шариковая
- Клеймо ОТК
- Штемпельная подушка для печатей и штампов
- Краска штемпельная ТУ 6-15-459-80
030 ОБМОТКА ИЗДЕЛИЯ С ОТВЕТВЛЕНИЯМИ ЛЕНТАМИ
Произвести обмотку концевых ответвлений изделия
01. Выполнить переходы 01-12 операции 010 данного техпроцесса. Работу по обмотке начинать с ответвлений меньшего диаметра.
02. Завершить обмотку на размере 40-70 мм от размера ответвления в сторону основной длины, смотри эскиз 3. Последний виток выполнить со 100% перекрытием, предварительно вытащив пруток из-под обмотки.
Набор линеек ГОСТ 427-75
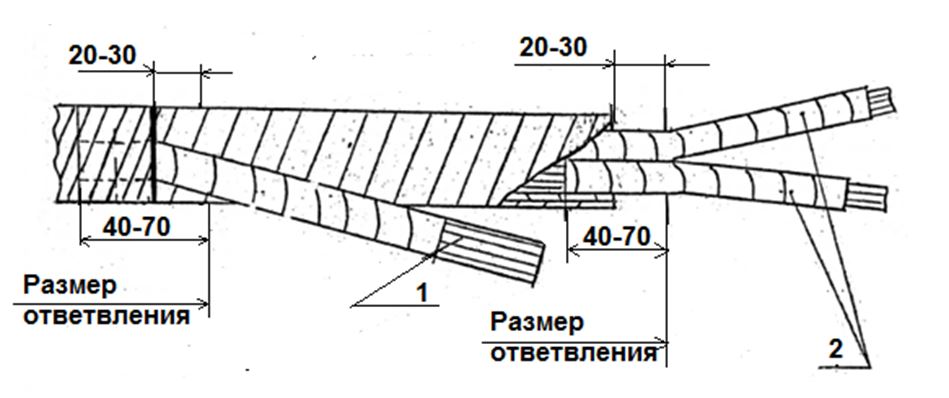
- – Провода;
- – Обмотка лентой изоляционной
Эскиз 3
03. Отрезать ленты.
Ножницы ГОСТ Р 51268-99
04. Повторить переходы 01-03 данной операции для обмотки всех концевых ответвлений изделия.
Обмотка ствола изделия
05. Выполнить переходы 01-04 операции 010 данного техпроцесса.
06. Начать обмотку ствола изделия на размере 20-30 мм от размера ответвления, смотри эскиз 3. Первый виток лентой изоляционной сделать со 100% перекрытием липким слоем наружу. Марка, ширина ленты согласно КД.
07. Уложить пруток вдоль ствола изделия.
Пруток резиновый или провод.
08. Продолжить обмотку ствола изделия с подложенным прутком лентой изоляционной липким слоем наружу с 50% перекрытием.
- Набор линеек ГОСТ 427-75
- Лента (пленка) согласно КД
09. Обмотать этот же участок изделия лентой изоляционной липкой стороной внутрь в противоположном направлении (против часовой стрелки) с 50% перекрытием. Первый виток ленты сделать со 100% перекрытием. Марка, ширина ленты согласно КД.
Набор линеек ГОСТ 427-75
10. Завершить обмотку изделия на размере 20-30 мм от размера ответвления в сторону основной длины, смотри эскиз 3. Последний виток выполнить со 100% перекрытием, предварительно вытащив пруток из-под обмотки.
Набор линеек ГОСТ 427-75
11. Отрезать ленты.
Ножницы ГОСТ Р 51268-99
12. Проверить качество обмотки, количество слоев обмотки, отсутствие отслаивания, загрязнения, визуально. Допускаются неровности обмотки ствола изделия в виде небольших складок. Изделие, обмотанное лентой и пленкой должно сохранять гибкость при сворачивании в бухту.
13. Сделать отметку в технологическом паспорте о выполненной работе.
Ручка шариковая
14. Вложить кабель и соответствующий ему технологический паспорт в пакет полиэтиленовый.
Пакет полиэтиленовый
040 КОНТРОЛЬНАЯ ОТК
01. Проверить количество слоев обмотки, отсутствие отслаивания, загрязнения, визуально. Допускаются неровности обмотки ствола изделия в виде небольших складок. Изделие, обмотанное лентой и пленкой должно сохранять гибкость при сворачивании в бухту.
02. Проверить наличие 50% перекрытия.
Набор линеек ГОСТ 427-75
03. Сделать отметку в паспорте о выполненной работе.
- Ручка шариковая
- Клеймо ОТК
- Штемпельная подушка для печатей и штампов
- Краска штемпельная ТУ 6-15-459-80
050 ОБМОТКА ЛЕНТОЙ ЛЭТСАР ПРЯМОГО ИЗДЕЛИЯ
01. Установить на плаз-столе подставку для поддерживания изделия при обмотке. Допускается при обмотке ответвлений изделия диаметром менее 5 мм подставку не устанавливать.
- Плаз-стол 7910-4577
- Подставка 7888-4046
02. Уложить изделие (ответвление изделия) на подставку.
Подставка 7888-4046
03. Обмотку экранированных проводов, групп экранов, согласно КД, начинать на размере 20-40 мм от проволочного бандажа (спая экранов) в сторону соединителя, смотри эскиз 1. Отслоить прокладочную полиэтиленовую плёнку и сделать первый виток со 100% перекрытием
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ЛЭТСАР ТУ 38.103171-80
04. Отслаивая прокладочную полиэтиленовую плёнку, обмотать изделие плотно внахлёст с 50 % перекрытием или перекрытием согласно чертежу, подтягивая ленту, для того чтобы обеспечить полное прилипание резиновых слоёв друг к другу.
Внимание.
- Технологические трубки не прокладывать.
- Передвигать приспособление по длине кабеля по мере его обмотки,
- Снимать пальцами рук технологические бандажи, установленные на проводах по мере их обмотки.
- При прерывании ленты продолжить обмотку лентой с заходом витков на предыдущую обмотку на 20 – 50 мм, при этом первый виток ленты сделать со 100 % перекрытием на проводах.
- На кабеле остаются бандажи размерные из ленты и бандажи параллельности на расстоянии 100 мм от размерного бандажа в сторону основной длины кабеля.
05. Завершить обмотку изделия лентой ЛЭТСАР на расстоянии 20-40 мм перед размерным бандажом. Последний виток сделать со 100% перекрытием.
- Набор линеек ГОСТ 427-75
- Ножницы ГОСТ Р 51268-99
06. Убрать приспособление для поддерживания кабеля.
07. Выдержать кабель, обмотанный лентой ЛЭТСАР на плазе в вытянутом положении в течение 48 часов.
08. Сделать отметку в паспорте технологическом о времени выдержки изделия на плазе.
Ручка шариковая
09. Произвести обработку изделия тальком с последующей протиркой чистым лоскутом бязи.
- Бязь отбеленная ГОСТ 29298-2005
- Тальк молотый ГОСТ 21234-75
10. Проверить качество обмотки, количество слоёв, наличие перекрытия согласно чертежу. Проверить отсутствие расслаивания, загрязнений визуально. Проверить монолитность склеивания ленты ЛЭТСАР визуально. Проверить время выдержки изделия на плазе в вытянутом положении по паспорту технологическому. Сделать отметку в паспорте технологическом о выполненной работе Предъявить обмотку ОТК.
Ручка шариковая
060 КОНТРОЛЬНАЯ ОТК
01. Проверить качество обмотки, количество слоёв, наличие перекрытия согласно чертежу.
Проверить отсутствие расслаивания, загрязнений визуально. Проверить монолитность склеивания ленты ЛЭТСАР визуально. Проверить время выдержки изделия на плазе в вытянутом положении по паспорту технологическому. Сделать отметку в паспорте технологическом о выполненной работе
- Ручка шариковая
- Клеймо ОТК
- Штемпельная подушка для печатей и штампов
- Краска штемпельная ТУ 6-15-459-80
070 ОБМОТКА ЛЕНТОЙ ЛЭТСАР МЕСТ РАЗВЕТВЛЕНИЯ
01. Осмотреть зону на которой производится заделка места разветвления. Проверить отсутствие повреждений проводов в зоне разветвления Проверить отсутствие инородных тел в зоне заделки разветвления. Проверка производится визуально.
02. Установить на плаз-столе подставку для поддерживания изделия при обмотке. Допускается при обмотке ответвлений изделия диаметром менее 5 мм подставку не устанавливать.
- Плаз-стол 7910-4577
- Подставка 7888-4046
03. Уложить изделие (ответвление изделия) на подставку.
Подставка 7888-4046
04. Зафиксировать место разветвления лентой ПВХ или лентой согласно чертежу, выдержав размеры в соответствии с эскизами 4, 5.
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Лента ПВХ ГОСТ 16214-86
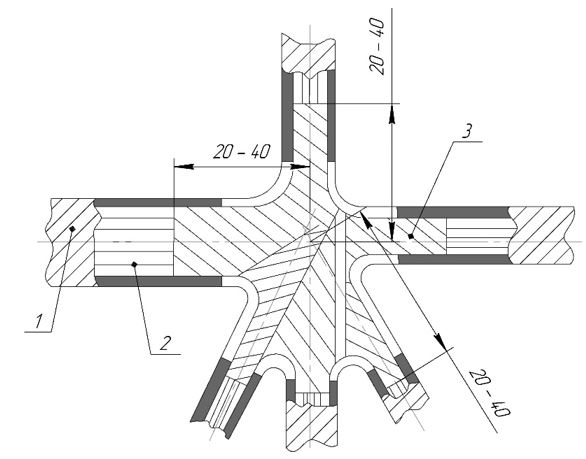
05. Отступить от размерного бандажа в сторону основной длины 20 – 40мм. Отслоить прокладочную полиэтиленовую плёнку, и сделать на отводе первый виток лентой ЛЭТСАР со 100 % перекрытием.
Лента ЛЭТСАР ТУ 38.103171-80
06. Отслаивая прокладочную полиэтиленовую плёнку, обмотать отводы и ствол изделия плотно внахлёст с 50 % перекрытием или перекрытием согласно чертежу, подтягивая ленту, для того чтобы обеспечить полное прилипание слоёв друг к другу. Обмотку отводов и ствола изделия выполнять вплотную к месту разветвления.
- Ножницы ГОСТ Р 51268-99
- Набор линеек ГОСТ 427-75
- Подставка 7888-4046
- Лента ЛЭТСАР ТУ 38.103171-80
Внимание.
- Технологические трубки не прокладывать.
- Передвигать приспособление по длине кабеля по мере его обмотки,
- Снимать пальцами рук технологические бандажи, установленные на проводах по мере их обмотки.
- При прерывании ленты продолжить обмотку лентой с заходом витков на предыдущую обмотку на 20 – 50 мм, при этом первый виток ленты сделать со 100 % перекрытием на проводах.
- На кабеле остаются бандажи размерные из ленты и бандажи параллельности на расстоянии 100 мм от размерного бандажа в сторону основной длины кабеля.
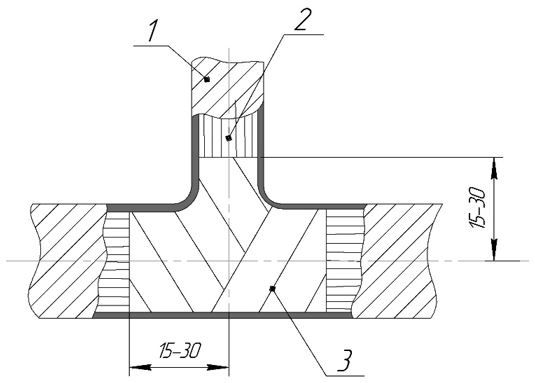
1 – лента ЛЭТСАР; 2 – провода; 3 – лента ПВХ или лента по чертежу
эскиз 4
1 – лента ЛЭТСАР; 2 – провода; 3 – лента ПВХ или лента по чертежу
эскиз 5
07. Обмотать места разветвлений, выдержав размеры в соответствии с эскизами 4, 5. Обмотку выполнять внахлёст, подтягивая ленту, для того чтобы обеспечить полное прилипание слоёв друг к другу и с минимальным количеством намотки. Первый виток делать со 100% перекрытием.
- Ножницы ГОСТ Р 51268-99
- Лента ЛЭТСАР ТУ 38.103171-80
08. Выдержать кабель, обмотанный лентой ЛЭТСАР на плазе в вытянутом положении в течение 48 часов.
09. Сделать отметку в паспорте технологическом о времени выдержки изделия на плазе.
Ручка шариковая
10. Произвести обработку изделия тальком с последующей протиркой чистым лоскутом бязи.
- Бязь отбеленная ГОСТ 29298-2005
- Тальк молотый ГОСТ 21234-75
11. Проверить качество обмотки, количество слоёв, наличие перекрытия согласно чертежу. Проверить отсутствие расслаивания, загрязнений визуально. Проверить монолитность склеивания ленты ЛЭТСАР визуально. Проверить время выдержки изделия на плазе в вытянутом положении по паспорту технологическому. Сделать отметку в паспорте технологическом о выполненной работе Предъявить обмотку ОТК.
Ручка шариковая
080 КОНТРОЛЬНАЯ ОТК
01. Проверить качество обмотки, количество слоёв, наличие перекрытия согласно чертежу. Проверить отсутствие расслаивания, загрязнений визуально. Проверить монолитность склеивания ленты ЛЭТСАР визуально. Проверить время выдержки изделия на плазе в вытянутом положении по паспорту технологическому.
Сделать отметку в паспорте технологическом о выполненной работе
- Ручка шариковая
- Клеймо ОТК
- Штемпельная подушка для печатей и штампов
- Краска штемпельная ТУ 6-15-459-80